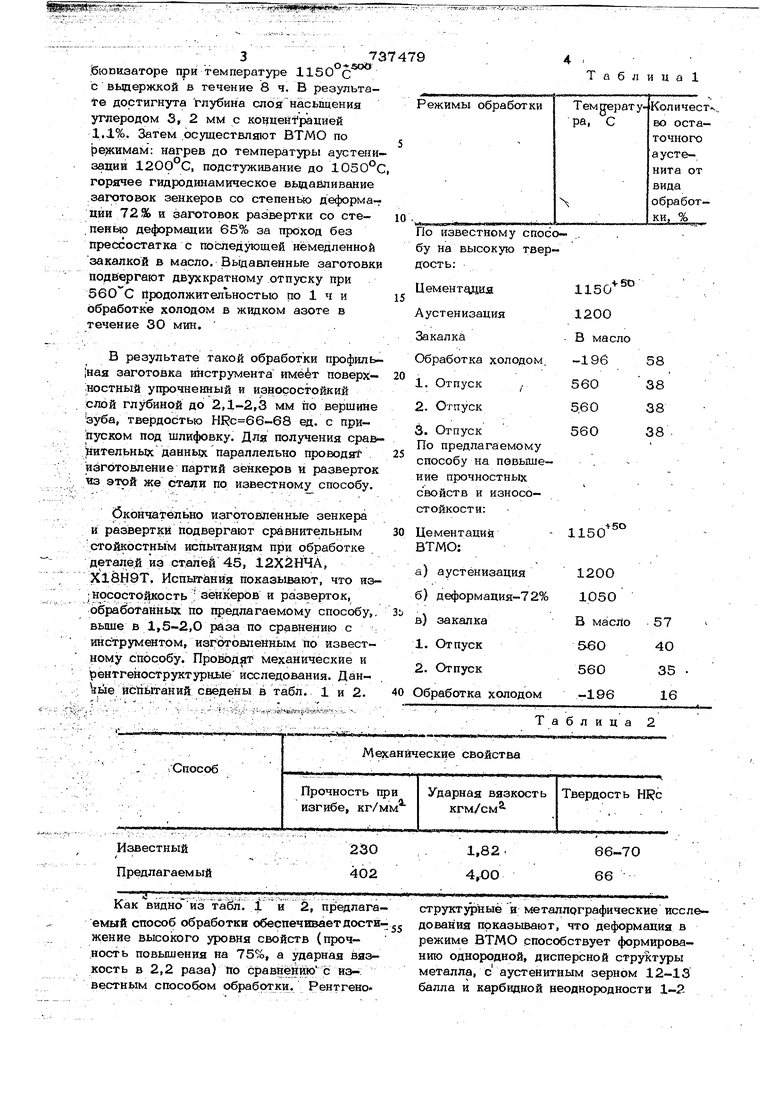
Изобретение относится к области машиностроения и может быть использовано в качестве упрочняющей обработки .для поБЬниенияизносостойкости режущего инструмента из быстрорежущих сталей. В настоящее время в машиностроении применяются способы улучщения режущих свойств инструмента из быстрорежущей стали за счет повьпиения содержания углерода в поверхностном слое прицемента дин. Известно, что в этом случае возрастают твердость и износостойкость, но ухудщаются прочность и вязкость, и в структуре стали сохраняется большое количество остаточного аустенита (до 40%) fl . Известен способ термической обработки быстрорежущих сталей, заключающийся в насыщении поверхностного слоя нитроцементадией, закалке, обработке холодом и отпуске с иепью повьоиения твердости 2 . Однако существующий способ обработки не позволяет получать высокие прочностные свойства, а обеспечивает только максимальное повыщение твердости (66-70 HRc) и не дает возможность в полной мере использовать резервы упрочнения стали и повысить изностостойкость поверх;ностного слоя инструмента. . Целью изобретения является повьппе- ние эксплуатационной стойкости инструментаДля достижения поставленной цели предлагается способ, включающий химикотермическую обработку, высокотемпературную термомеханическую обработку, закалку, отпуск.и обработку холодом. Пример, Производится изготовление режущего инструмента (зенкеров и . развёрток) из быстрорежущей стали Р6М5. Заготовки подвергают высокотемпературной цементации в твердом карёгапиааторе при температуре 1150 с с вьэдержкой в течение 8 ч. В результате достигнута глубина слоя насыщения углеродом 3, 2 мм с KOHueHfpauHeft 1.1%. Затем осуществляют ВТМО по режимам: нагрев до температуры аустени аадин 12Ор С, подстуживание до горячее гвдродинамическое выдавливание заготовок зенкеров со степенью деформа-г цйи 72% и заготовок развертки со степенью деформации 65% за проход без пресёостатка с последующей немедленной закалкой в масло, Вьщавленные заготовки подвергают двухкратному отпуску при йродолжительностью по 1 ч и обработке холодом в жидком азоте в течение 30 мин.
В результате такой обработки профиль|ная заготовка инструмента имебт поверхностный упрочненный и износостойкий слой глубиной до 2,1-2,3 мм по вершине зуба, твердостью ед. с припуском под шлифовку. Для получения сравнительных даннь с параллельно проводят изготовление партий зенкеров и разверток на этой же стали по известному способу.
Окончательно изготойленные зенкера и развертки подвергают сравнительным стойкостным испытаниям при обработке деталей иэ сталей 45, 12Х2НЧА, Х18Н9Т, Испытания показывают, что из;носостойкость зенкеров и разверток, обработанных по предлагаемому способу,. выше в 1,5-2,0 раза по сравнению с : инструментом, изготовленным по известному способу. Проводят механические и ентгеноструктураыё исследования. Дан ыейспьгганий сведены в табл. 1 и 2.
73
Т а б
л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной обработки изделий | 1980 |
|
SU931763A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2006 |
|
RU2315675C1 |
| Способ термической обработки быстрорежущих сталей | 1978 |
|
SU722965A1 |
| Способ термической обработки инструмента | 1981 |
|
SU956581A1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2014 |
|
RU2566224C1 |
| Способ изготовления инструмента из быстрорежущей стали | 1982 |
|
SU1186661A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2539499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЫХ ШТАМПОВЫХ ИНСТРУМЕНТОВ ИЗ ОТХОДОВ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 2009 |
|
RU2406590C1 |
| Способ термической обработки сварного режущего инструмента | 1990 |
|
SU1770403A1 |
| СПОСОБ УПРОЧНЕНИЯ НАПЛАВЛЕННОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 2012 |
|
RU2483120C1 |
Как виднои( табп, 1 и 2, предлагаемый способ обработки обеспечивает достйжение высокого уровня свойств (прочность повьЕценйя на 75%, а ударная вязкость в 2,2 раза) tto сравнению с известным способом обработки. Рентгеноструктзрные и металлографические исследования показывают, что деформадия в режиме ВТМО способствует формированию однородной, дисперсной структуры металла, с аустенитным зерном 12-13 балла и карбидной неоднородности 1-2 балла, обладающей устойчивыми дйслокационными построениями с пониженным уровнем микроискажений.внутри блоков мозаики, ограниченных стенками дислокаций. Образование подобных субструктур при сохранении высокой степени легирования твердого раствора способствует более интенсивному распаду аустенита Использование предлагаемого способа обработку инструмента из быстрорежущих с-талей обеспечивает по сравнению с существующими способами следующие преимущества; получение наряду с сохранением высокой твердости поверхностного слоя повышенных прочностных и шгаст Ческих свойств сталей, износостойкости, долговечности и надежности работы инструмента; повьшение качества и стойкости режущего инструмента в 1,5-2,0 раза и снижение расхода инструментальных сталей на 30-50%. 7 9 Формула бретения Способ обработки инструмента из быст- рореж-ущей стали, включающий химикотермическую обработку, закалку, обработку холодом и отпуск, отличаю-, щи и с я тем, что, с целью повьшдения эксплуатационной стойкости инструмента, после химико-термической обработки производят высокотемпературную термомеха- ническую обработку, а обработку холодом проводят после отпуска. Источники информации, принятые во внимание при,экспертизе 1. Металл оведенке и термическая обработка металлов , 1975, №6. 2. Авторское свидетельство СССР 223126, кл. С 21 Ю 9/22, 1967. №
