(54) СПОСОБ АРМИРОВАНИЯ КОРОНОК ИЗНОСОСТОЙКИМИ ВСТАВКАМИ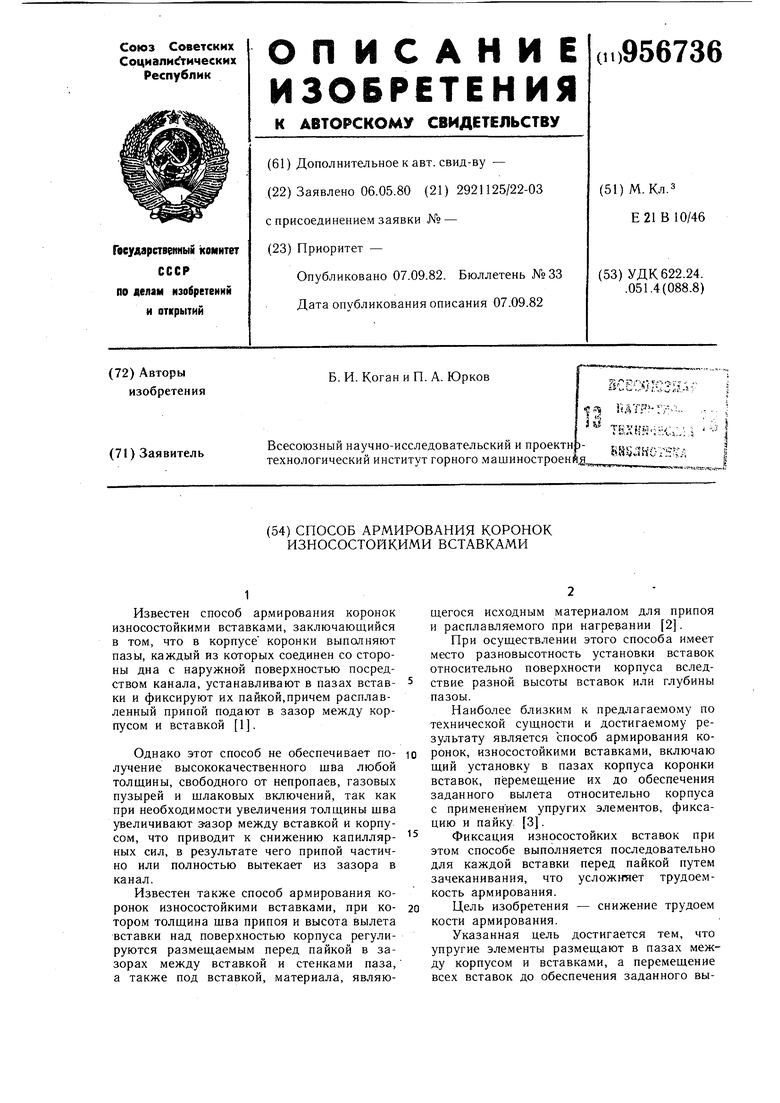
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АРМИРОВАНИЯ БУРОВОЙ КОРОНКИ ТВЕРДОСПЛАВНЫМИ ЦИЛИНДРИЧЕСКИМИ ВСТАВКАМИ | 1997 |
|
RU2122101C1 |
| Способ армирования породоразрушающего инструмента твердосплавными вставками | 1975 |
|
SU898035A1 |
| Способ пайки погружением в расплавленный припой твердосплавных вставок к корпусу буровой коронки | 1982 |
|
SU1043933A1 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕЕ КРЕПЛЕНИЯ | 1996 |
|
RU2105124C1 |
| Коронка для ударно-вращательного бурения скважин | 1982 |
|
SU1055847A1 |
| СПОСОБ АРМИРОВАНИЯ БУРОВЫХ КОРОНОК ТВЕРДОСПЛАВНЫМИ И ДРУГИМИ ВСТАВКАМИ | 1992 |
|
RU2054516C1 |
| Устройство для пайки и термообработки | 1983 |
|
SU1148739A1 |
| Способ пайки буровых коронок | 1978 |
|
SU718234A1 |
| Буровая коронка | 1985 |
|
SU1313552A1 |
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
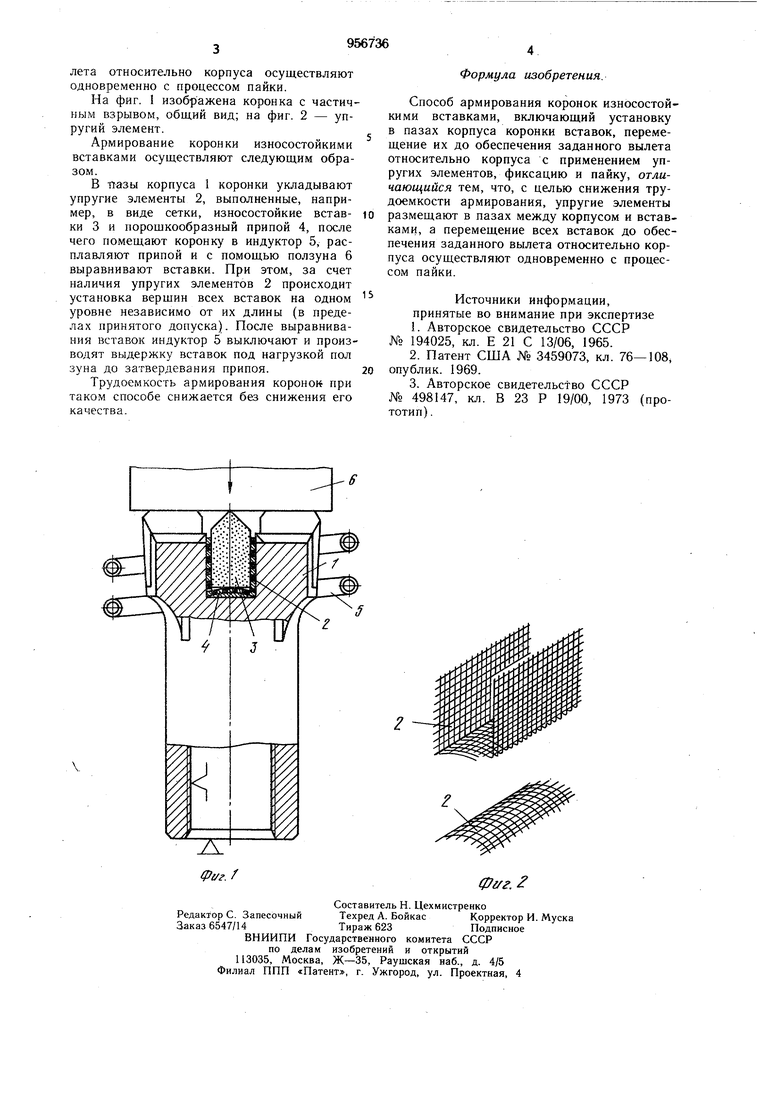
Известен способ ар.мирования коронок износостойкими вставками, заключающийся в том, что в корпусе коронки выполняют пазы, каждый из которых соединен со стороны дна с наружной поверхностью посредством канала, устанавливают в пазах вставки и фиксируют их пайкой,причем расплавленный припой подают в зазор между корпусом и вставкой 1. Однако этот способ не обеспечивает получение высококачественного шва любой толщины, свободного от непропаев, газовых пузырей и шлаковых включений, так как при необходимости увеличения толщины шва увеличивают з-азор между вставкой и корпусом, что приводит к снижению капиллярных сил, в результате чего припой частично или полностью вытекает из зазора в канал. Известен также способ армирования коронок износостойкими вставками, при котором толщина шва припоя и высота вылета вставки над поверхностью корпуса регулируются размещаемым перед пайкой в зазорах между вставкой и стенками паза, а также под вставкой, материала, являющегося исходным материалом для припоя и расплавляемого при нагревании 2. При осуществлении этого способа имеет место разновысотность установки вставок относительно поверхности корпуса вследствие разной высоты вставок или глубины пазоы. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ армирования коронок, износостойкими вставками, включаю щий установку в пазах корпуса коронки вставок, перемещение их до обеспечения заданного вылета относительно корпуса с применением упругих элементов, фиксацию и пайку 3. Фиксация износостойких вставок при этом способе выполняется последовательно для каждой вставки перед пайкой путем зачеканивания, что усложняет трудоемкость армирования. Цель изобретения - снижение трудоем кости армирования. Указанная цель достигается тем, что упругие элементы размещают в пазах между корпусом и вставка.ми, а перемещение всех вставок до обеспечения заданного вы
