1
Изобретение относится к области пайки твердосплавного инструмента.
Известен способ пайки н устройство для его осуществления, включающий установку деталей в индуктор н нагрев с использованием теплоизоляционного материала, размещаемого между иидуктором и паяемыми деталями 1. Теилоизоляционный материал позволяет удерживать паяемые детали в соприкосновении при устойчивом давлении в течение полного цикла пайки, нанесения и остывания припоя и, следовательно, для удержания припоя при капилляриой пайке.
Такой способ пайки не обспечивает получения качественного соединения высокой прочности, необходимой ири изготовлении буровых коронок. Теплоизоляционный материал, закрывающий иаяльные зазоры, препятствует выходу образующихся при пайке газов из паяльных зазоров, в результате чего после затвердевания припоя в паяном шве остаются газовые включения, особенно при некапиллярной пайке. Это приводит к прел девременно.му выходу из строя буровых коронок при их эксплуатации.
Целью изобретения является повышение качества паяного соединения.
Поставленная цель достигается тем, что
перед установкой коронкн в индукгор между теплоизоляционным материалом и коронкой укладывают графитироваиную ткань.
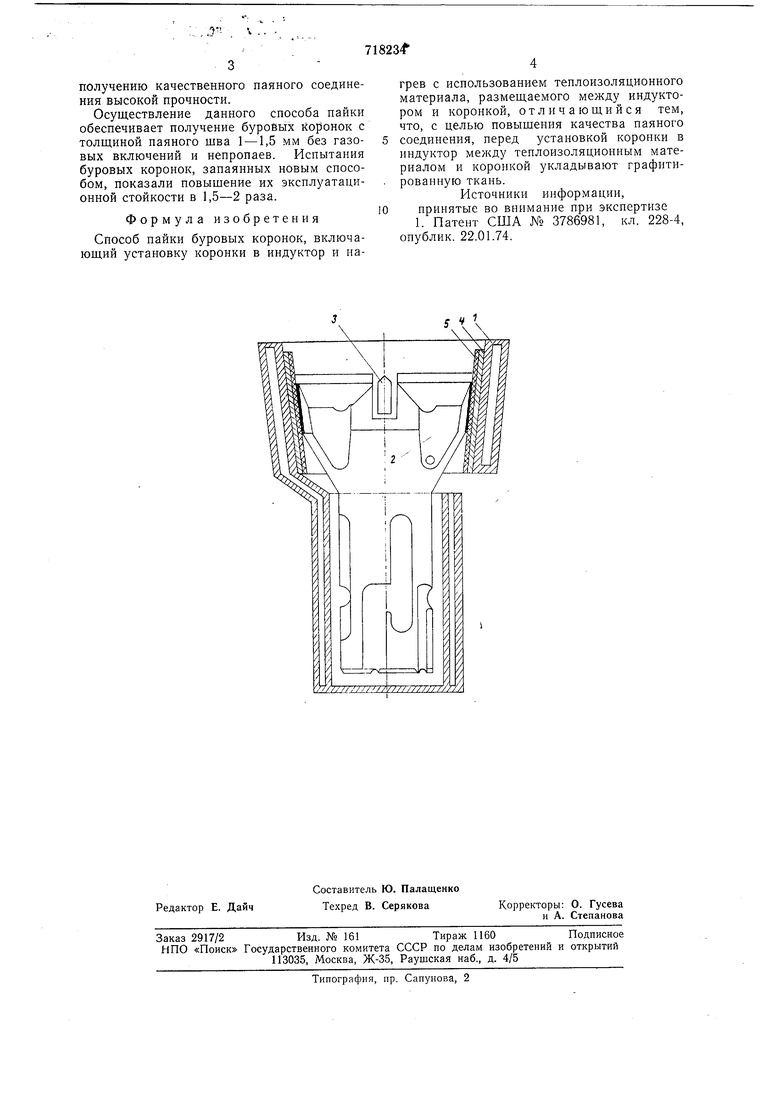
Па чертеже представлена буровая коронка при пайке в пндукторе предложенным способом.
Между индуктором 1 н коронкой 2 с твердосплавными вставками 3 номещают
теплоизоляционный материал 4, а между теплоизоляционным матерналом н коронкой укладывают графитированную ткань 5. Под действием веса коронки пронсходит плотное прижатие перьев коронкн к графитированной ткани, и наяльные зазоры, имеющнеся в перьях коронки, оказываются плотно закрытыми графитированной тканью. Сверху в центральную часть коронки помещают флюс, а затем припой, после чего производят нагрев. Прииой, расилавляясь, вытесияет на поверхность шлаки и газы. Графитированная ткань пропускает газы и удерживает припой в паяльных зазорах, при этом формируется плотный паяный шов без газовых включений. При пайке часть графнтированной тканн соединяется с кислородом, нейтрализуя тем самым кислород в зоне найки. Нейтралнзация кислорода злучшает смачиваемость прппоем
твердого сплава и стали, что способствует
получению качественного паяного соединения высокой прочности.
Осуществление данного способа пайки обеспечивает получение буровых йоронок с толщиной паяного шва 1 -1,5 мм без газовых включений и непропаев. Испытания буровых коронок, запаянных новым способом, показали повышение их эксплуатационной стойкости в 1,5-2 раза.
Формула изобретения
Способ пайки буровых коронок, включающий установку коронки в индуктор и нагрев с использованием теплоизоляционного материала, размещаемого между индуктором и коронкой, отличающийся тем, что, с целью повышения качества паяного соединения, перед установкой коронки в индуктор между теплоизоляционным материалом и коронкой укладывают графитированную ткань.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3786981, кл. 228-4, опублик. 22.01.74.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| Устройство для пайки и термообработки | 1983 |
|
SU1148739A1 |
| СПОСОБ АРМИРОВАНИЯ БУРОВОЙ КОРОНКИ ТВЕРДОСПЛАВНЫМИ ЦИЛИНДРИЧЕСКИМИ ВСТАВКАМИ | 1997 |
|
RU2122101C1 |
| Буровая коронка | 1980 |
|
SU899827A1 |
| Состав для ограничения растеканияпРипОя | 1978 |
|
SU795830A1 |
| ТВЕРДОСПЛАВНАЯ ВСТАВКА ДЛЯ ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕЕ КРЕПЛЕНИЯ | 1996 |
|
RU2105124C1 |
| Способ пайки материалов и изделий с открытым швом | 1986 |
|
SU1547983A1 |
| Флюс для высокотемпературной пайки | 1979 |
|
SU856719A1 |
| Способ пайки изделий с развитыми паяемыми поверхностями | 1976 |
|
SU664774A1 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
