(54) СПОСОБ ИЗГОТОВЛЕНИЯ РАДИАЛБНО-ОСЕВОГО РАБОЧЕГО КОЛЕСА ГИДРОМАШИНБ1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лопасти рабочего колеса радиально-осевой гидромашины | 1986 |
|
SU1348081A1 |
| СПОСОБ УСТАНОВКИ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ НА РАБОЧЕЕ КОЛЕСО РАДИАЛЬНО-ОСЕВОЙ ГИДРОМАШИНЫ | 1995 |
|
RU2099585C1 |
| Способ изготовления сварного рабочего колеса радиально-осевой гидротурбины | 1989 |
|
SU1731975A1 |
| Способ изготовления рабочего колеса радиально-осевой гидромашины | 1986 |
|
SU1518568A1 |
| Способ изготовления сварного рабочего колеса радиально-осевой гидромашины | 1988 |
|
SU1685662A1 |
| УСТРОЙСТВО РАБОЧЕГО КОЛЕСА ЭЛЕКТРОМЕХАНИЧЕСКОЙ УСТАНОВКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2428610C2 |
| Способ изготовления сварного рабочего колеса радиально-осевой гидротурбины | 1979 |
|
SU941148A1 |
| Способ изготовления неразъемного сварного рабочего колеса радиальноосевой гидротурбины | 1966 |
|
SU258832A1 |
| Способ изготовления рабочегоКОлЕСА гидРОМАшиНы | 1979 |
|
SU808686A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛА РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ), ВАЛ РОТОРА КОМПРЕССОРА НИЗКОГО ДАВЛЕНИЯ ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2014 |
|
RU2573406C2 |
1
Изобретение относится к гидромашиностроению.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления радиально-осевого рабочего колеса гидромашины, преимуш.ественно гидротурбины, путем изготовления отдельных заготовок лопастей, ступицы и обода, обработки лопастей по профилю, сборки заготовок в комплект с помошью монтажной плиты, сварки и окончательной обработки колеса 1.
Однако получение криволинейной поверхности торца лопасти соответствуюш,ей поверхности обеда или ступицы по известному способу технологически сложно и создает погрешности в установке лопасти на обод или ступицу. Дальнейшее скрепление отдельных лопастей с ободом или ступицей также ведет к погрешности в проточной части колеса, что в конечном итоге снижает КПД гидромашины.
Целью изобретения является сокращение времени и повышение точности изготовления гидромашины.
Указанная цель достигается тем, что на монтажной плите устанавливают комплект обработанных заготовок лопастей рабочего колеса с припуском по торцам в соответствии с точками теоретической проточной части, закрепляют на ней и обрабатывают одновременцо оба торца лопастей под ступицу и обод.
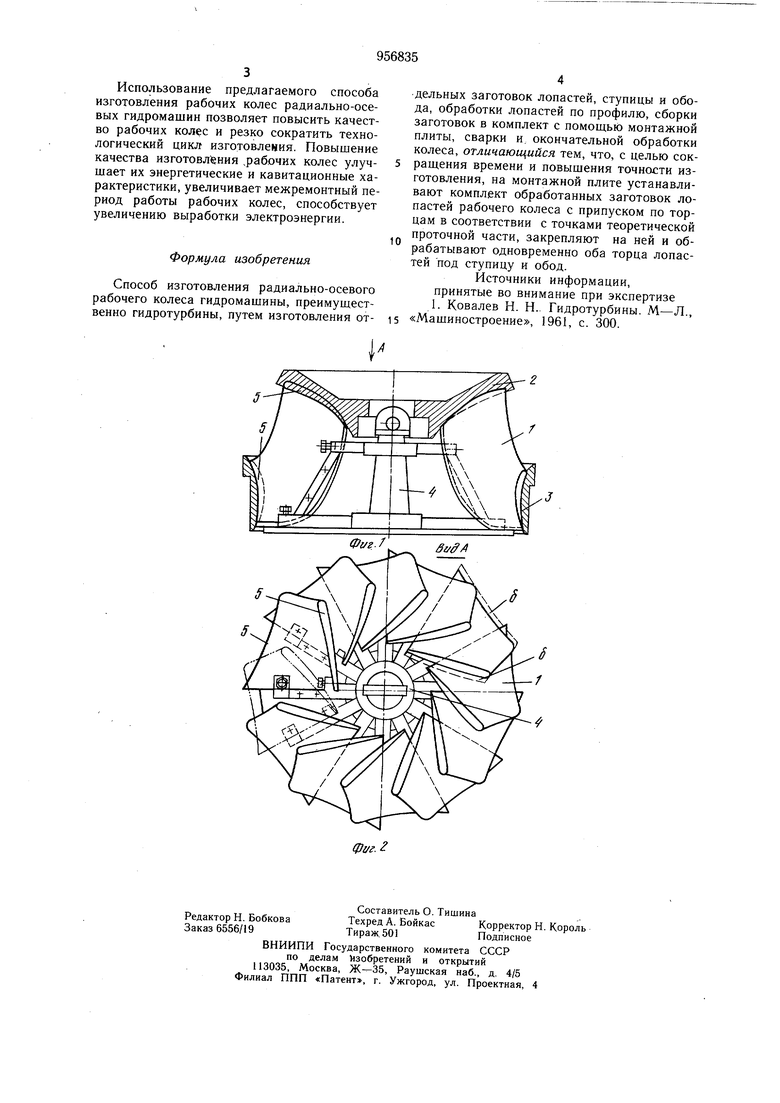
На фиг. 1 изображено радиальноосевое
рабочее колесо гидромашины с монтажной
10 плитой; на фиг. 2 - вид А на фиг. 1:
Способ изготовления радиально-осевого рабочего колеса гидромашины заключается в изготовлении отдельных заготовок лопастей .1, ступицы 2 и обода 3, обработке лопастей 1 по профилю, сборке заготовок в комплект с помош,ью монтажной плиты 4, сварке и окончательной обработке колеса, при этом на монтажной плите 4 устанавливают комплект обработанных заготовок лопастей 1 рабочего колеса с припуском 6 по торцам 5 в соответствии с точками теоретической проточной части, закрепляют на ней и обрабатывают одновременно оба торца 5 лопастей 1 под ступицу 2 и обод 3.
Использование предлагаемого способа изготовления рабочих колес радиально-осевых гидромашин позволяет повысить качество рабочих колес и резко сократить технологический цикл изготовления. Повышение качества изготовл(8ния .рабочих колес улучшает их энергетические и кавитационные характеристики, увеличивает межремонтный период работы рабочих колес, способствует увеличению выработки электроэнергии.
Формула изобретения
Способ изготовления радиально-осевого рабочего колеса гидромашины, преимущественно гидротурбины, путем изготовления отдельных заготовок лопастей, ступицы и обода, обработки лопастей по профилю, сборки заготовок в комплект с помощыо монтажной плиты, сварки и, окончательной обработки колеса, отличающийся тем, что, с целью сокращения времени и повышения точности изготовления, на монтажной плите устанавливают комплект обработанных заготовок лопастей рабочего колеса с припуском по торцам в соответствии с точками теоретической проточной части, закрепляют на ней и обрабатывают одновременно оба торца лопастей под ступицу и обод.
Источники информации, принятые во внимание при экспертизе 1. Ковалев Н. Н.. Гидротурбины. М-Л., «Машиностроение, 1961, с. 300.
