Изобретение относится к обработке металлов давлением, в частности горячей прошивке, и может быть использовано для изготовления деталей типа стаканов из труднодеформируемых сталей.
Известен способ изготовления деталей типа стаканов закрытой прошивкой, при котором боковая поверхность деформируемой заготовки заключена в матрицу, определяющую наружный диаметр изготавливаемой детали. Металл в процессе деформирования вытекает из-под пуансона в зазор между пуансоном и матрицей в направлении, противоположном движению пуансона 1.
Недостатками данного способа являются высокие удельные усилия, действующие на инструмент-, и большая поверхность контакта инструмента заготовкой, что снижает стойкость инструмента.
Известен способ изготовления деталей типа стаканов открытой прошивкой , при котором боковая поверхность деформируемой заготовки остается свободной, металл при этом обтекает пуансон и движется в направлении, противоположном движению пуансона, в радиальном направлении 2.
Недостатком данного способа является большое искажение формл детали, причем толщина стенки стакана неравномерна по высоте. Последующая операция редуцирования затруднена из-за большой неравномерности толщины стенки, что снижает стойкость инструмента и качество обработки. Операция редуцирования выполняется отдельно, .
10 что увеличивает трудоемкость изготовления детали.
Целью изобретения является повышение стойкости инструмента, качества обработки и сокращение трудоем15кости.
Поставленная цель достигается тем, что при прсшивке материал з.аготовки проталкивают в зазор между прошивным пуансоном и матрицей, торец прошив20ного пуансона устанавливают от зеркала матрицы на расстоянии, равном половине толщины стенки получаемой детали, а редуцирование стенок детали выполняют при обратном ходе про25шивного пуансона.
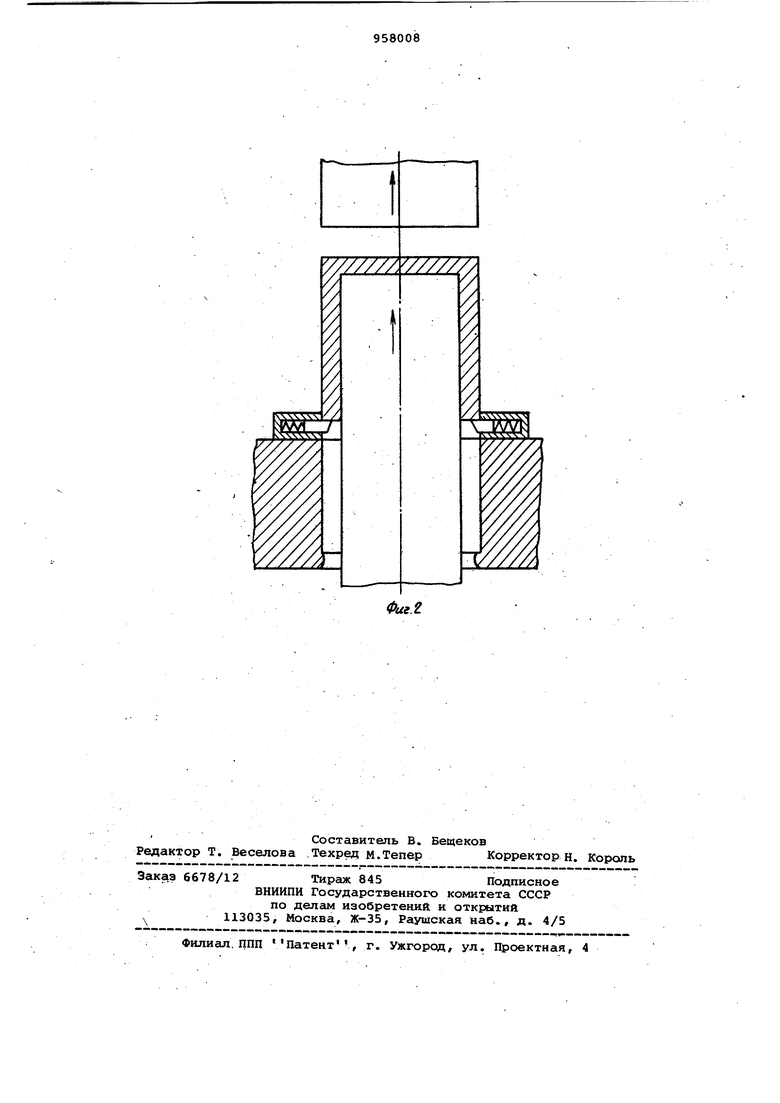
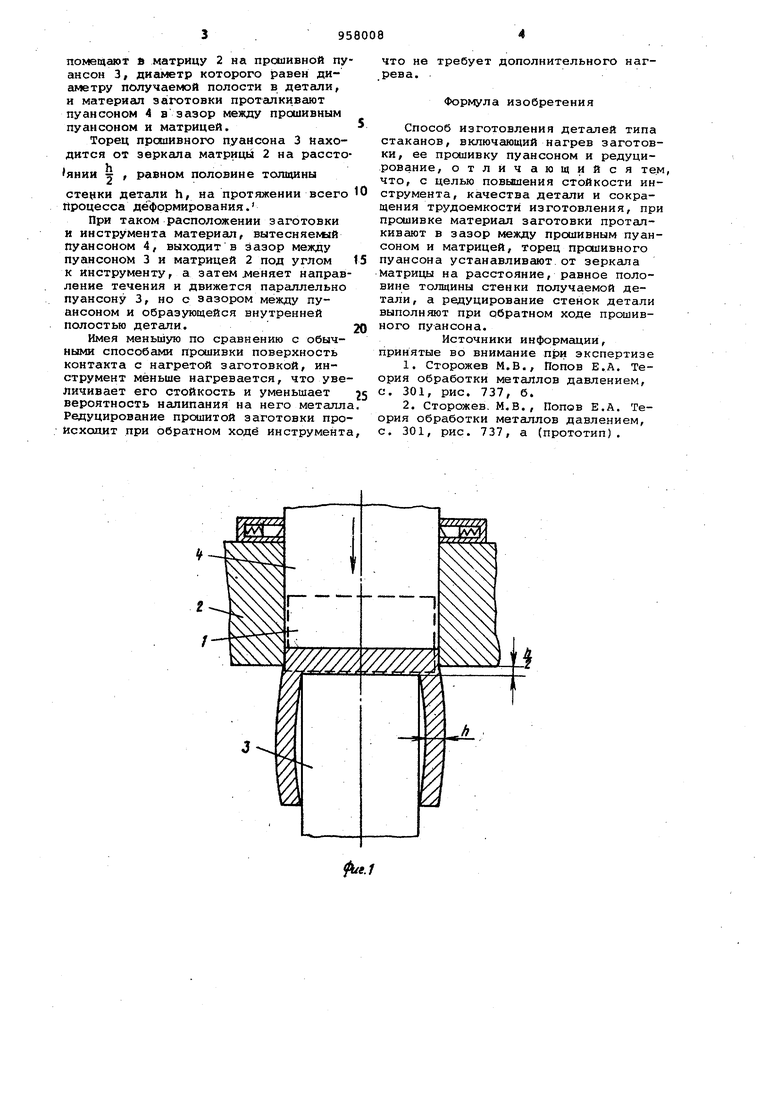
На фиг. 1 и 2 представлен предложенный способ изготовления деталей типа стаканов. . .
Заготовку 1 из труднодеформируемой стали, нагретую до 1100-1200 С
30
помещают в матрицу 2 на прошивной пуансон 3, диаметр которого равен диаметру получаемой полости в детали, и материал заготовки проталкивают пуансоном 4 в зазор между прошивным пуансоном и матрицей.
Торец прсшивногю пуансона 3 находится от зеркала матрицы 2 на расстоянии I , равном половине толщины
стенки детали h, на протяжении всего Ю роцесса деформирования.
При таком расположении заготовки и инструмента материал, вытесняеьый пуансоном 4, выходит в зазор между пуансоном 3 и матрицей 2 под углом 15 к инструменту, а затем меняет направление течения и движется параллельно пуансону 3, но с зазором между пуансоном и образующейся внутренней полостью детали.20
Имея меньшую по сравнению с обычными способами прошивки поверхность контакта с нагретой заготовкой, инструмент меньше нагревается, что увеличивает его стойкость и уменьшает 25 вероятность налипания на него металла, Редуцирование прсядитой заготовки проИсходит при обратном ходе инструмента.
что не требует дополнительного нагрева.
Формула изобретения
Способ изготовления деталей типа стаканов, включающий нагрев заготовки, ее проаивку пуансоном и редуцирование, отличающийся тем что, с целью повышения стойкости инструмента, качества детали и сокращения трудоемкости изготовления, при прошивке материал заготовки проталкивают в зазор между прошивным пуансоном и матрицей, торец прошивного пуансона устанавливают от зеркала Матрицы на расстояние, равное половине толщины стенки получаемой детали , а редуцирование стенок детали выполняют при обратном ходе прсаиивного пуансона.
Источники информации, принятые во внимание при экспертизе
1.Сторожев М.В., Попов Е.А. Теория обработки металлов давлением, с. 301, рис. 737, б.
2.Сторожев. М.В., Попов Е.А. Теория обработки металлов давлением, с. 301, рис. 737, а (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1989 |
|
SU1682029A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ СТЕРЖНЕВОЙ ФОРМЫ С ГОЛОВКОЙ | 2019 |
|
RU2697114C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью и штамп для его осуществления | 1985 |
|
SU1416257A1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2586177C1 |
| Способ получения полых цилиндрических ступенчатых деталей с дном | 1985 |
|
SU1581448A1 |