Изобретением яв.чяется автоматически 3aiio;; по изготон.чеяпю nopi ineii II подобных пл; нзлелпй, азтолкипческп ceyiueeTis.uiionuii по.ч1(;с 1 зготовлеп11е nopjiiiieiJ, пачппая от грьготовленпя жпдкого eтaл,la до смазки п упаконкп готовых пзде.пн. ()п состоит пз pji;ia связглшых
ХИЖДу собой Разнородных но устройству il IK) винОЛН51еМЫМ TO.XllO.iOfnческн. функциям авгомат чес1чпх лнпн н отде,1ьных автоматических аг|1е:-атои, ос члеетн,1Я Чицих об|)аботку нзде.чня на раз.мнчных этапах производственного нронеееа н его Tpaiiciio|vriipoBKy при IIOMOHUI разнородных TpaiicriopT.:ii:)iOHUix стройств, как вк/поченных в снстем - .,)iдел1 ных агрегатов, так н расноло ке1 ньгх вне нх.
Прн налнчнн Б системе всего автсматнзнроваиного нронззоде1ч;е |ного пронесса участков, iia которых oeyiueerii.ifiiOTCH pa3 oxapaKTejiiiiiie /гехн;;логнческие процессы, зан.имак)ни1е раз.лнчное время для одгюго ii того колнчест а изделиГ|, как-то: от,. термообработка, механнческая обработка, металлнчеекое iiOKpi nHe, контроль и сортировка по вес и размерам, yiiaKoiii a и пр.-па различных соседп 1х частках завода осу1деств;1яется различная перн,;д1:чноеть работы аг))егатов н TpancnopTnpyioiJiiix устройств н {различный режим смеппостн без iap 1нення обгце1Ч) автоматического никла работы завода. Возможность тлKoii работы завода достигается нрнменоннем между раз.чичными тохно-логнческимн хчасткамн автг,магичес1чнх нгюмежуточньгх ск.чадов. осу лествля1ощ1 х регулирование проход,яни;х потгжо но,1у()аб|)иката в))еменн и количеству нздели. Kpoixie того, ;;,,1я обеспече:1ия вс)змс)жпостп сочеташгя в o6nieii автоматнческой с;|стеме завода аг;)егатов, осун.ествля1О1цн ,i/ie,ibHyic) одновремсннхю ()б :1аботку различного ко,1ичества , между так.имн агрегатами уста11ов, автоматические комплектующие устройства, обоснечи15аки1и е соответствешюе рсгул11)Х)ии1ИС ко;1нчест 5а ;)дновреме1П1о траиснортирхемых изде.шй.
i 94577,2-По преднарительиым данным, 11ро11зводите;1ьность антоматнческого завода к несколько раз иреБышаетнроизводнтельность обычных заводов массового иронзиодства, нрн небольнюм числе обслуживающего персонала. Приведенные особенностн автоматического завода Су-щестнснно отличают eio от известных в машиностроении автоматичеCKiix линир, обычно :с чцеств;1як |днх независимую обработку нзделнн по отдельным ытанам н :101131;одстве11ного процесса, характеризующимся jix технологической однородностью.
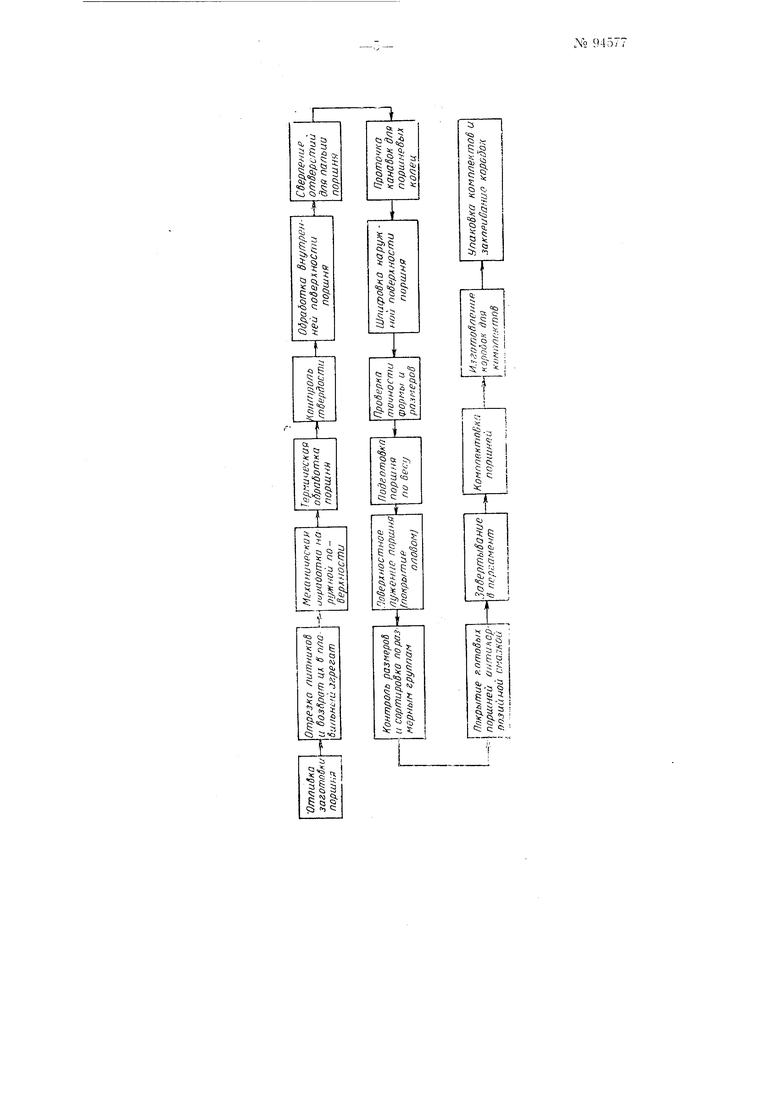
На чертеже изображена схема техиоло1ического и|)оиесса и др,и 1 1ния изде;п1Й но стадня.м обработки.
Автоматический завод автомобнльных норшнеГ| е ко.ми.лексноГ aisтомат1;за1и1ей всех элементов производственного процесса-от отливки заготовки до уиаковки готовоГ; иродукцшг-представ.чяет co6oii автоматическую систему .маипп, которая может быть иолисетыо или част1 чио (с некотС;:ылп1 и.чмеиеииями) ри.менеиа д.И ие.юго ряда других изде,111Й, требукяцих д.ля своего 1 зготонлеиия от.ливки, термообработки, сверлеи.ия, расточки, обточки, фрезеровки, ш.игфсвки, гго.тгоики но весу, лужения, контроля по твердости и размерам, сортировки по размера.м и уиаковки. В случае надобиости возможио замено11 и:п измеиеиием отде.чьиых агрегатов обеспечить выиэлиение и других оиерани, ие включениых в 1 ижеириведе 1}1ьп1 иеречеиь.
Автоматическое иропзво.:1,ство алюминиевых норишей о.кватывает следуют комплекс операций: I) непрерывное нриготовлеиис жидкого сила1 а и поддержание ИОстояиства его физико-химических свойств; 2) отливка за1отовок, обесиечеиие иеобход 1.мой геометрической точ1К)сти, илотности и отсутствия .inTeiuibix иороков; 3) отрезка Литников, отделен1 е lix от етружкп и возврат is нлавнльный агрегат для иере1ктавки; 4) термообработка за1Ч)товок, обесиечеиие необходимой твердостн при минимальных внутренних напряжениях; 5) контро.ль твердости; б) механическая обраб:;тка, обеспечение необходимо ilJO|) и размеров; 7) одгото вка по весу; 8) оверх оет 10е 1окрь т -1е OJIOBO.VI (лужение); 9) pa:« epo;i i сорт1 ров| а 0 размерным (пр сортировке 1ГО отверстия под размер у;) составляет 2,5 мк): 10) окрытие слоем а 1Т корроз Й ой смаз ii, заве|)Т) в и()., комп пектовка, изготовление коробки, упаковка комплекта заклейка коробки.
При постройке авто.атического завода ко 1струк,1и рабоч х .мац| - 1 бы;и- 1р1 способлеиь к а1 более простого и транспорта. Поэтому оборудоиа ие aвтo aт чecкoгo завода cocTOi T спен,иа. агрегатов, eoi iaco iann x между еобой и o6ec ieЧ 1Ва|О1Ц 1Х ВОЗМОЖМОСТЬ связи ) а регата с pl )
сравмите,) Г ростых, а ггоматичеек деиствуюгцпх тра С 1ортцо-загруЗОЧИЫХ уСТрОЙС В.
Для уирои1е ;;1я автоматизгмщи базировк зделий ia участке -лехар.ической обработки последняя ia больплшстве операций про звод1 тся па специальных базовых п. ггках.
Выравнива 1 е 1еобход 1МО Ч) выпуска, расеч:таипо Ч) с уч(.том возможного брака и i; ai -0iibix часов рю.мезпой работы оборуд;)аиия, достпгаетея за счет соответствующего выбора технологическ 1х рожимов vo.:;ii4ecTBa 1здслий, од овреме1 1о обрабатываемых на аг)егате за ка -:д:лп раб;;ч Й ход.
Оборудова ;ие завода рас ределепо а ряд . электр чеекая СЕЯЗЬ .иэ1 ускает в случае )стп их езаВ1 симу:о работу. Каждая обслуживается 1езав11е 1мым транс1 оргпо-загрузочиым устрс;1ствол.
Для компенсации некоторого возможного рассогласования в работе отдельных участков и разрыва между ними встроены автоматические бункерные устройства, питающие заготовками внерелн расположенные частки оборудования во время вы1ужденны. остановок предшествуюHUIX участков. При остано1 ке участка, расположенного перед бункером, в последнем накапливается межоперашюшизп задел заготовок.При иоп.мальноп работе завода осуществляется сквозная транснортпровка заготовок через бункер. Работа бункерньгх устройств также автоматнзпрована.
При раниональпом пспо;1ьзэва1П п оборудования автоматического занода (ири тгцательиом выборе обработки, гесметрии инструмента, его надлежащей заточки и доводки, при подборе соответствуюHieii смазыва101де-о.хлажда10Н1еи ж;1дкости) обеспечена воз.1ожио д;1ителвиая стойкость инструмеита.
Для достижения на каждом агрегате необ.ходимо произнодител пости при устапов.тениы.ч режимах иа бо.1ынинстве аг 5егатов производится одновременная.обработка нескольких заготовок (от 2 до 4).
При большом колнчестве одноврем.еиио работаюпшх пиструмеитов па автодатической .чинии MexainniccKoii обработки, доходяп1ем .то 80, смена Н11ст|)ументов н п.х точная хстановка 11от|1ебова,тп бы с,1ип1ко 1 много времени. Для облегчения это работы проведены следуюшне мероприятия: 1) па токарных операп 1ях, д.1я которых ко.тичество рабогающих иистру.меитов доходит до 56, принята блочная, сборная ко етрукпия инструментов, при котэро резцовьп блок объедппяет однотпппых пчструмептсв; 2) предусмотрено быстродействукяцее креп.тение инст|Пментов в станках с нрижимом к постоянным базам; 3) заючка ннетрументов иентра,1изована; сборка резцовых блоков н точная установка их на разме) производятся в инст|эумептально1 1 раздаточн.. но спепиальным прнборам; 4) смена }1нструментов на станках пронзводптея принудительно по специальному графшчу, в промежутках меж.1у ;абочпми смеиами.
На участке, который охватывает автоматическую станочную линию п примыкающие к ней два стапка п iia котором количество CHiiMaeMoii стружки составляет 75 кг в чае, предусмотрено автоматическое удаление стружки. Стружка, образуюпАаяся при резаннн, проваливается в окна, иредусмотреппые в стаиииах станков, ii попадает па непрерывно двпжушийея скребковый uenuoii TpanciiopTep, распо.юженпый вдоль всей .ппппп в трапшее иод стглкалп. Па выходе, за .пределами автоматической липни, стружка отделяется от эмульсии п сбрасывается на поперечпый иодземпыГ трансн(, лепточиого типа. Далее стружка поступает в дробп.чку, затем па ковн:евой эга ватор и попадает в бункер, распо,10жеппыГ1 за иреде.1ами цеха. Пз бупкера стружка пернодпческ; выва.швается в автомаплшу и вывоз;1тся за пределы завода.
Па ряде агрегато15 автоматического завода и11едусмотре1П11 приборьк автоматическ поддерживающие постоянство отде,1ьньгх параметров технологнческого иронееса. К пи:. относятся терморегу; яторы, нодде;.живаюише постоянство темнератур к н.тавнлыюй н OTH CKHOI I печах, в дозаторе Л1ггей11ой маппгны, в камере горяче: мойки моечпой мапшиы, в ваннах маппип ;итя лужеипя поршней и в камере аит1п оррози1 1пого покрытия упаковочпо ма1П1П- Ы. стапке д.тя п|)едварпте.1ЬноГ1 шлифовки, а также па станке для окончательной отделкн отверстия под палец предусмотрены прпборы актпвпого контроля, прерывающие пррцесс обработки по достпжеппп пужпого размера.
Предусмотрепа также другая группа уетройств, прерывающая рабочий процесс при возипкиовепия каких-либо непорма.тьиоете. Так, па
-3-Л° 94577
№ 94577-4-
станке для обработки базы предусмотрено устройство, контролирующее npaBHvTbHOCTb установки порншя; в случае неправильной установки поршня станок не включается. На автоматической станочной линии прибор, к;:1;трол11руюни:11 iiinpiniy каиапэк и высоту порнл1я, при чрез ернь х отклонениях остапаилинает ;innnio. На упаковочной маните система низковольтиых контактов контролирует наличие бумажной лепTiji. При обрыве ленты и.ш окончании ру;к)на маншна автоматически остапавлпвается.
Для наблюдения за ходом производственного пронесса устроен диспетчерский пульт, на котором сосредоточены данные автоматнческоIo учета наличия запаса металла па складе, полуфабрикатов в бункерах, а также о вылолненпи п.чана нронзводства. Кроме того, нл пане.ш пульта схематически пзображен план размеи1ения обэрудоваиня завода, на котором условной световой сигпалпзацией отмечается рабочее состояние каждого агрегата. Для облегчения наблюдения наладчиков за работой оборудования эти сигналы дублируются на спениальпых светофорах, расположенпых па каждом агрегате.
П р е д jM е т изобретения
1. AiiTOAiaTH4ecKiiii завод по изготовлению поршней и подобных нм изделнй, включающий в себя ряд отдельных автоматнческих лиНИЙ на различных этапах производственнсго пронесса, о т л н ч а ю щ и ii с я тем, что, с целью обесиеченпя едниого автоматического цикла изготовления )к-5делий, начиная от литья до уиаковкн, нутем осун1ествления жестко взаимосвязи всех автоматических лнпий и отдельных автоматических агрегатов, осу1цествляюни1х резко различные по времепи и технологн-lecKH разпохарактерпь.е процессы, например производство жндкого металла, отлпвка, термообработка, механическая обработка, контроль, сортировка м упаковка нзделп1| и т. д., между отдельными лпппямн и агрегатамн размещены включеппые в общую автоматическую систему завода нромежуточпые автоматпческпе склады, режпм работы которых в различные задаиные иериоды времени автоматически переключается на прием, выдачу пли одновременны прием и выдачу изде.ти.
2.Форма выпо;1неиия автоматического завода по п. 1, от л ича юJH а я с я тем, что, с це,:1ьк:1 сбоснечегшя возможности исиользоваиия автоматических агрегатов п станков, осунгествляющпх одновременную па -1аллельпу1о обработку разлпчного числа нзделий, между такими агрегатамн установлены нр: межуточные автоматнческие коми.чектуюшие устройства, осуществляющие регулированне числа одновременно транспортируемых в потоке изде,1нй.
3.Форма выполнения автоматического завода по пп. I-2, отлич а 10 щ а я с я тем, что, с целью осуществлення зависимого питапия всех аг|)егатов с раз.чичиыми рабочими циклами, в системе завода применены автоматически взаимодействукяцие между собой транспортирующие ycTpoiicTBa периодического и непрерывного характера.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования подачи изделий между агрегатами автоматической линии | 1950 |
|
SU94627A1 |
| Устройство для автоматического управления загрузкой меж агрегатного склиза | 1950 |
|
SU94708A1 |
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Устройство для автоматической правки шлифовальных кругов | 1950 |
|
SU93552A1 |
| Горизонтальный автоматический хонинговальный станок | 1950 |
|
SU94962A1 |
| Автоматический перегружатель цилиндрических изделий | 1950 |
|
SU93939A1 |
| Приспособление для автоматического контроля расположения цилиндрических изделий, в частности поршней, при их обработке | 1950 |
|
SU93394A1 |
| Автоматическое устройство для загрузки конвейера | 1950 |
|
SU95193A1 |
| Бункер для загрузки станков | 1950 |
|
SU93712A1 |
| Устройство для автоматического контроля количества изделий в бункере | 1950 |
|
SU93667A1 |