Известны машины для сварки арматурных сеток с роликовыми электродами для одностороннего подвода сварочного тока и с механизмом для резки сеток.
Особенность предлагаемой машины составляет применение контактного барабана с выступами для намотки поперечной проволоки и кулисного механизма с челноком для укладки поперечной проволоки на барабан, в результате чего упрощается конструкция устройства для непрерывной подачи поперечной проволоки и повышается производительность машины.
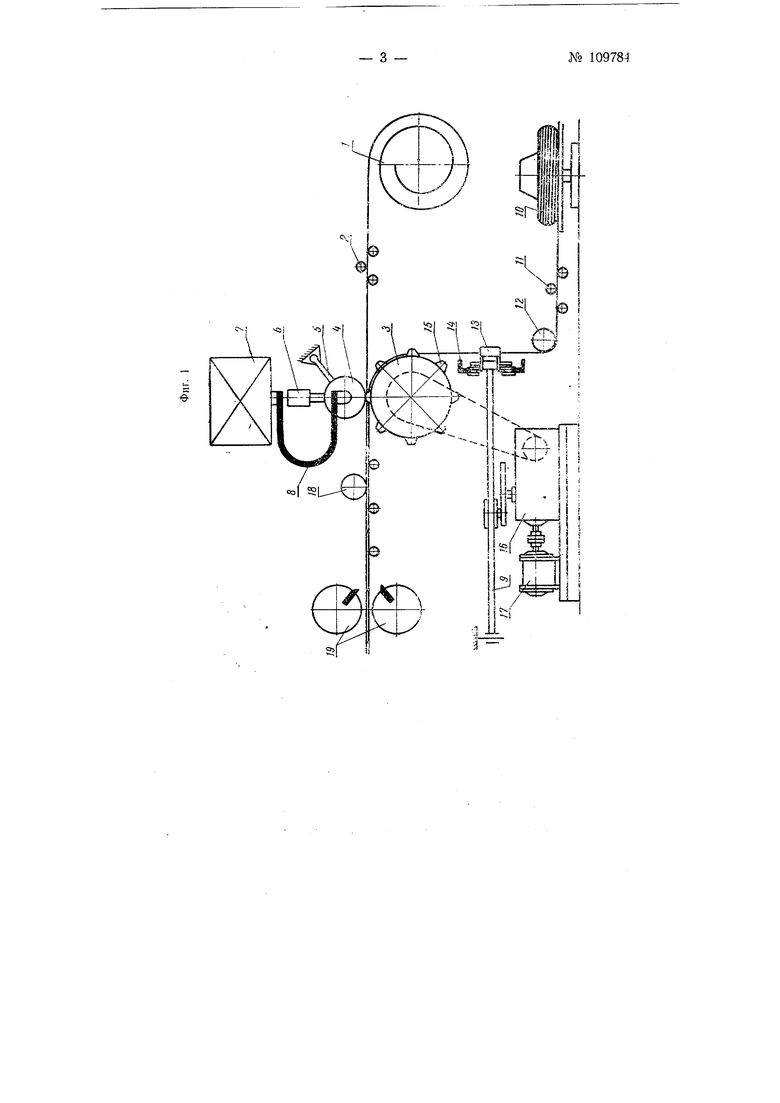
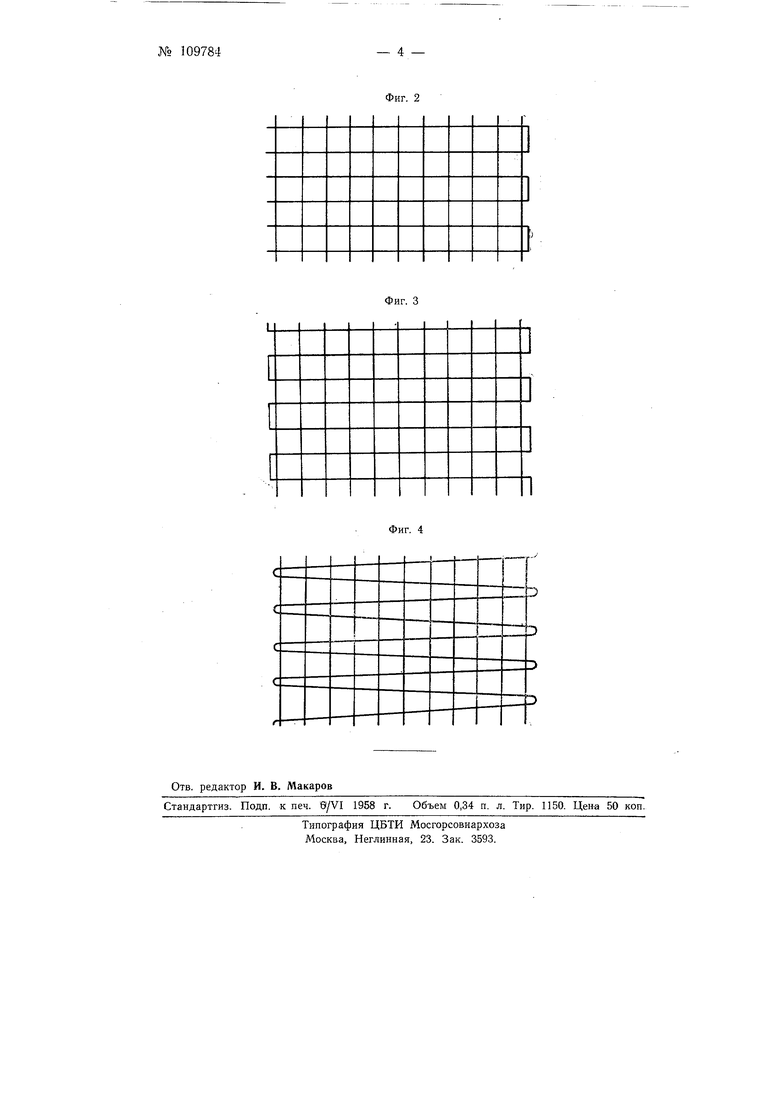
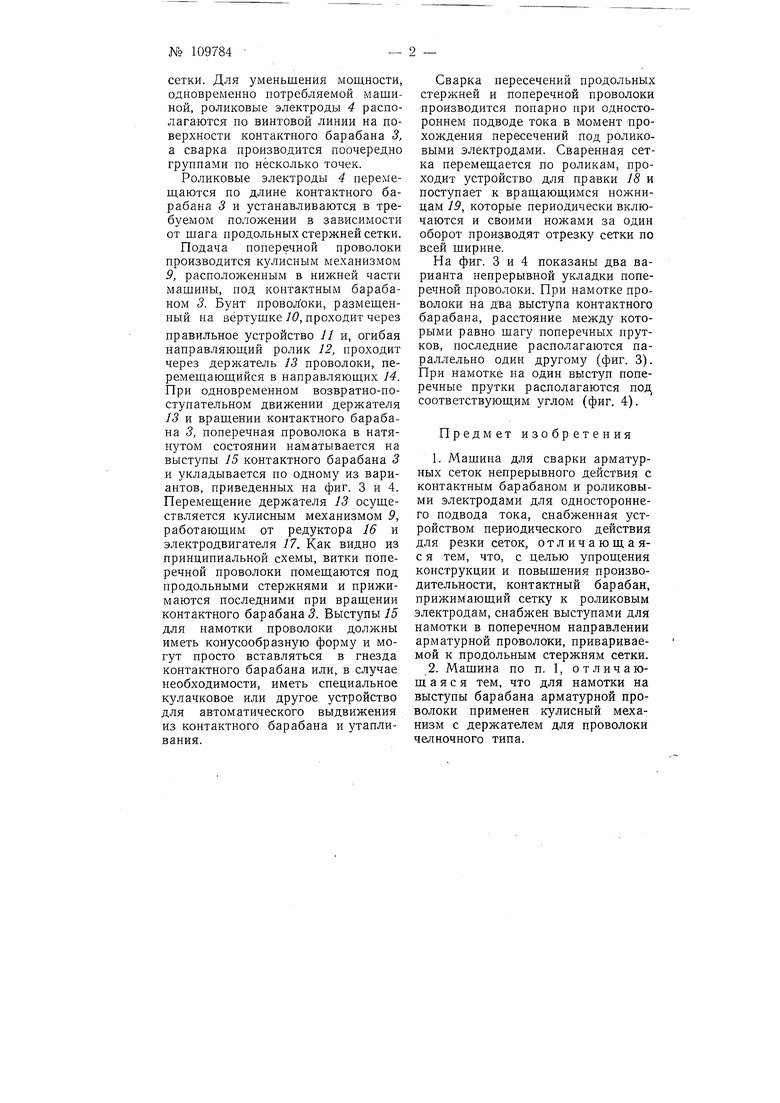
На фиг. 1 представлена схема машины; на фиг. 2 - схема укладки поперечной проволоки по известному варианту; на фиг. 3 и 4-схема укладки поперечной проволоки по предлагаемым вариантам.
Машина состоит из ряда узлов, обеспечиваюш,их размотку и правку арматурной проволоки для продольных стержней сетки, навивку поперечной проволоки, сварку сетки и резку ее на отрезки заданной длины.
Привод контактного барабана механизма подачи и укладки попереч ной проволоки осуш:ествляется от одного редуктора. Механизм резки сетки должен иметь свой привод.
Работа машины происходит в следуюш,ей последовательности. Арматурная проволока для продольных стержней сетки, помеш,енная на катушках 1, пропускается через правильные устройства 2 и поступает в сварочную часть машины, состояшую из контактного барабана 5 с выступами, роликовых электродов 4, спабженных шарнирной подвеской 5 и попарно при помощи гидроцилипдра 6 прижим аюшихся к контактному барабану 3. Для предупреждения горизонтального смешения роликовьи электродов 4 подвеска 5 размеш,ена под углом. Сварочные трансформаторы 7 находятся над роликовыми электродами 4, и вторичные витки их соединены с последними гибкими шинами 8.
Число и расположение роликовых электродов 4, а также длина контактного барабана 3 зависят от максимальной ширины свариваемой
сетки. Для уменьшения мощности, одновременно потребляемой машиной, роликовые электроды 4 располагаются по винтовой линии на поверхности контактного барабана 3, а сварка производится поочередно группами по несколько точек.
Роликовые электроды 4 перемешаются по длине контактного барабана 3 и устанавливаются в требуемом положении в зависимости от шага продольных стержней сетки.
Подача поперечной проволоки производится кулисным механизмом 9, расположенным в нижней части машины, под контактным барабаном 3. Бунт нроволоки, размешенный на вертушке 10, проходит через
правильное устройство // и, огибая направляющий ролик 12, проходит через держатель 13 проволоки, перемещающийся в направляюших 14. При одновременном возвратно-поступательном движении держателя 13 и вращении контактного барабана 3, поперечная проволока в натянутом состоянии наматывается на выступы 15 контактного барабана 3 и укладывается по одному из вариантов, приведенных па фиг. 3 и 4. Перемещение держателя J3 осуществляется кулисным механизмом 9, работающим от редуктора 16 и электродвигателя 17. Как видно из принципиальной схемы, витки поперечной проволоки помещаются под продольными стержнями и прижимаются последними при вращении контактного барабана,. Выступы/5 для намотки проволоки должны иметь конусообразную форму и могут просто вставляться в гнезда контактного барабана или, в случае необходимости, иметь специальное кулачковое или другое устройство для автоматического выдвижения из контактного барабана и утапливания.
Сварка пересечений продольных стержней и поперечной проволоки производится попарно при одностороннем подводе тока в момент прохождения пересечений под роликовыми электродами. Сваренная сетка перемещается по роликам, проходит устройство для правки 18 и поступает к вращающимся пожницам 19, которые периодически включаются и своими ножами за один оборот производят отрезку сетки по всей щирине.
На фиг. 3 и 4 показаны два варианта непрерывной укладки поперечной проволоки. При намотке проволоки на два выступа контактного барабана, расстояние между которыми равно шагу поперечных прутков, последние располагаются параллельно один другому (фиг. 3). При намотке па один выступ поперечные прутки располагаются под соответствующим углом (фиг. 4).
Предмет изобретения
1. Машина для сварки арматурных сеток непрерывного действия с контактным барабаном и роликовыми электродами для одностороннего подвода тока, снабженная устройством периодического действия для резки сеток, отличающаяс я тем, что, с целью упрощения конструкции и новыщения производительности, контактный барабан, прижимающий сетку к роликовым электродам, снабжен выступами для намотки в поперечном направлении арматурной проволоки, привариваемой к продольным стержням сетки. 2. Мащина по п. 1, отличающаяся тем, что для намотки на выступы барабана арматурной проволоки применен кулисный механизм с держателем для проволоки челночного типа.
е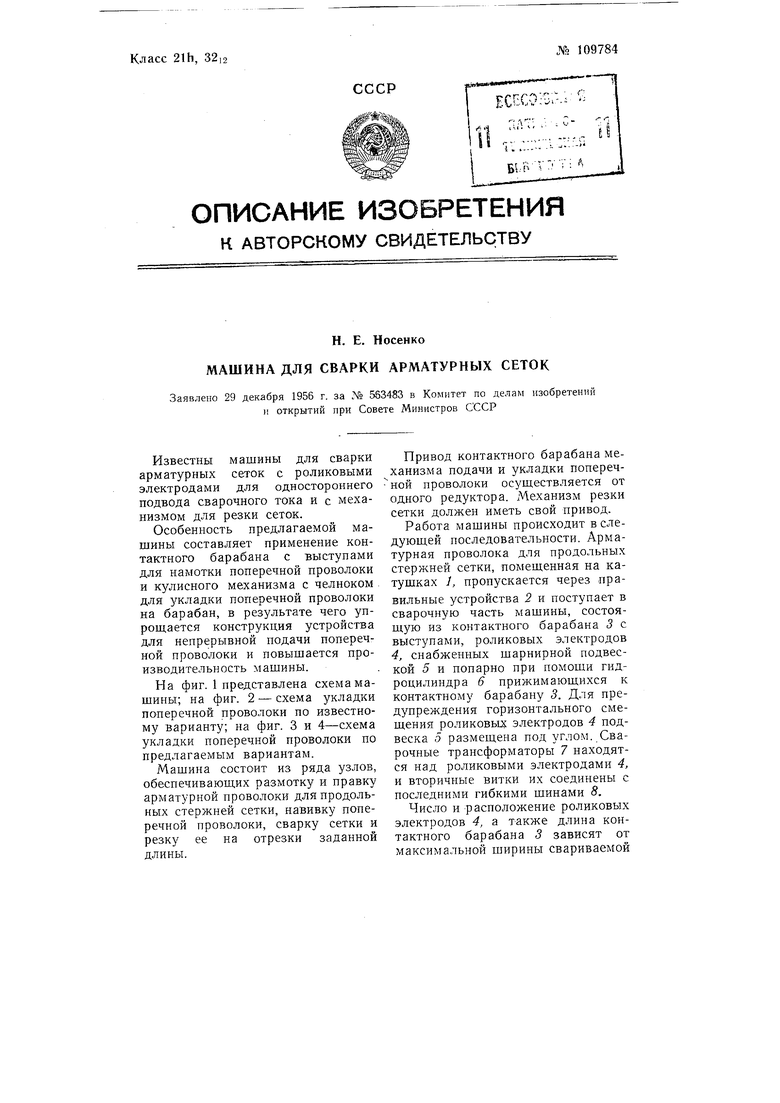
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки продольных и поперечных проволок в машине для непрерывного изготовления плоских сеток | 1947 |
|
SU72588A1 |
| Станок для сварки проволочных сеток | 1938 |
|
SU54892A1 |
| Устройство для сварки арматурных сеток | 1978 |
|
SU863246A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1138276A1 |
| Способ точечной электросварки | 1939 |
|
SU59878A1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ СТЕРЖНЕЙ СЕТЧАТЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2024371C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |