(54) ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ РАЗДЕПИТЕЛЬНЫХ
ОПЕРАЦИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| Штамп последовательного действия | 1977 |
|
SU725748A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп для изготовления деталей из листового материала | 1980 |
|
SU869912A1 |
| Многопозиционный пресс | 1985 |
|
SU1595333A3 |
| Штамп последовательного действия | 1973 |
|
SU469516A1 |
| Штамп последовательного действия для разделительных операций | 1973 |
|
SU465252A1 |
| Штамп для многопереходной штамповки | 1987 |
|
SU1480935A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
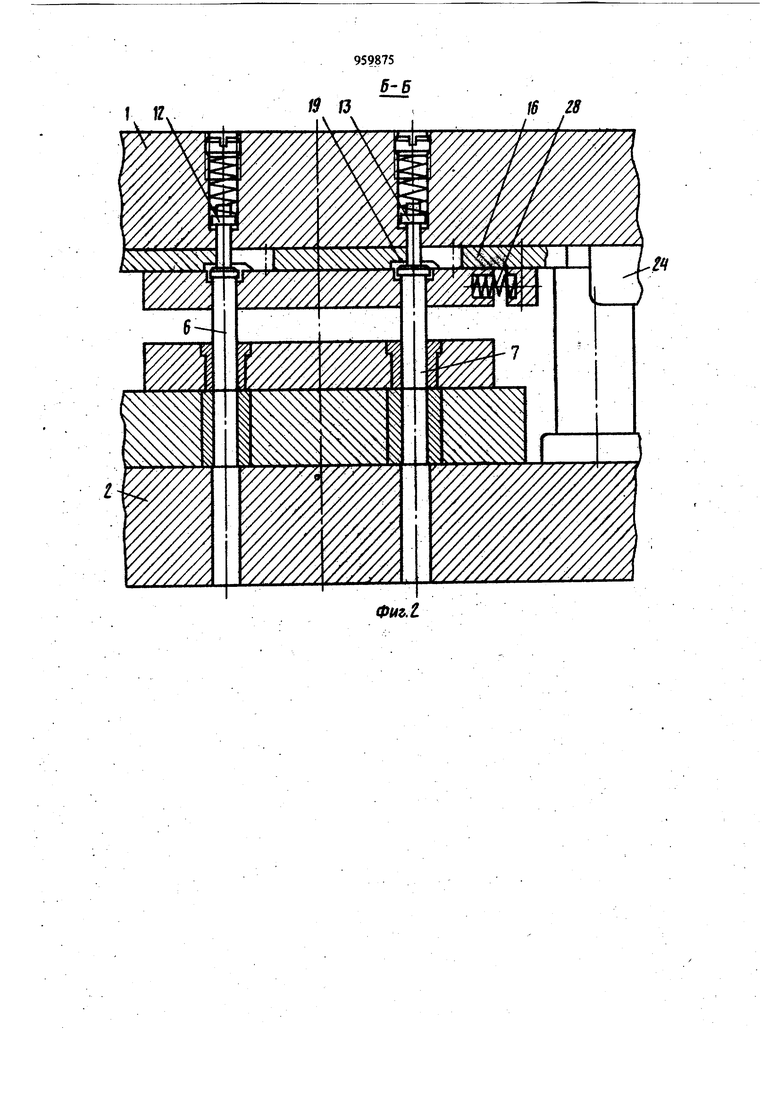
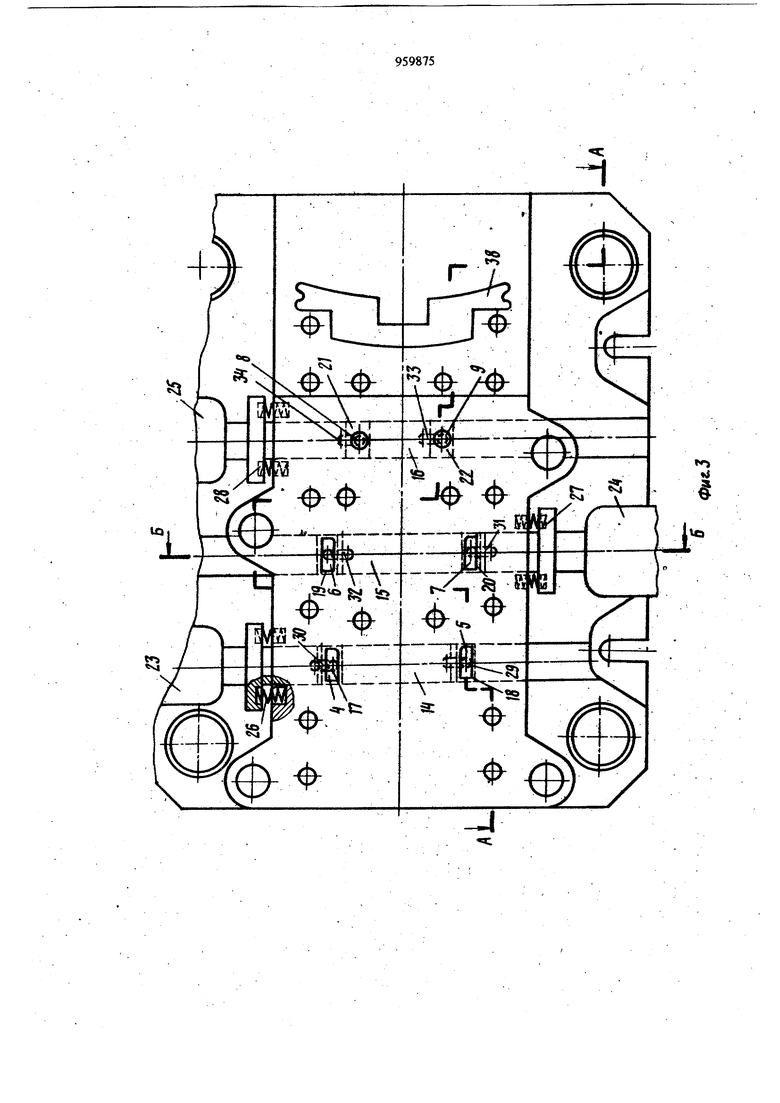
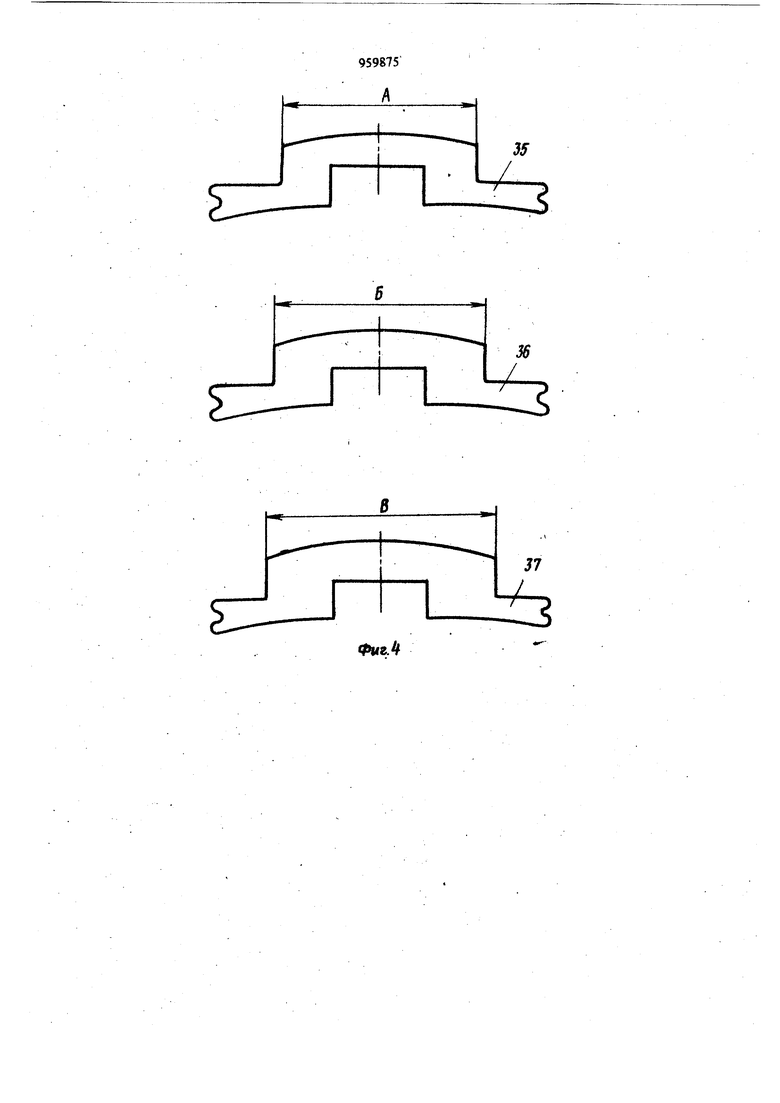
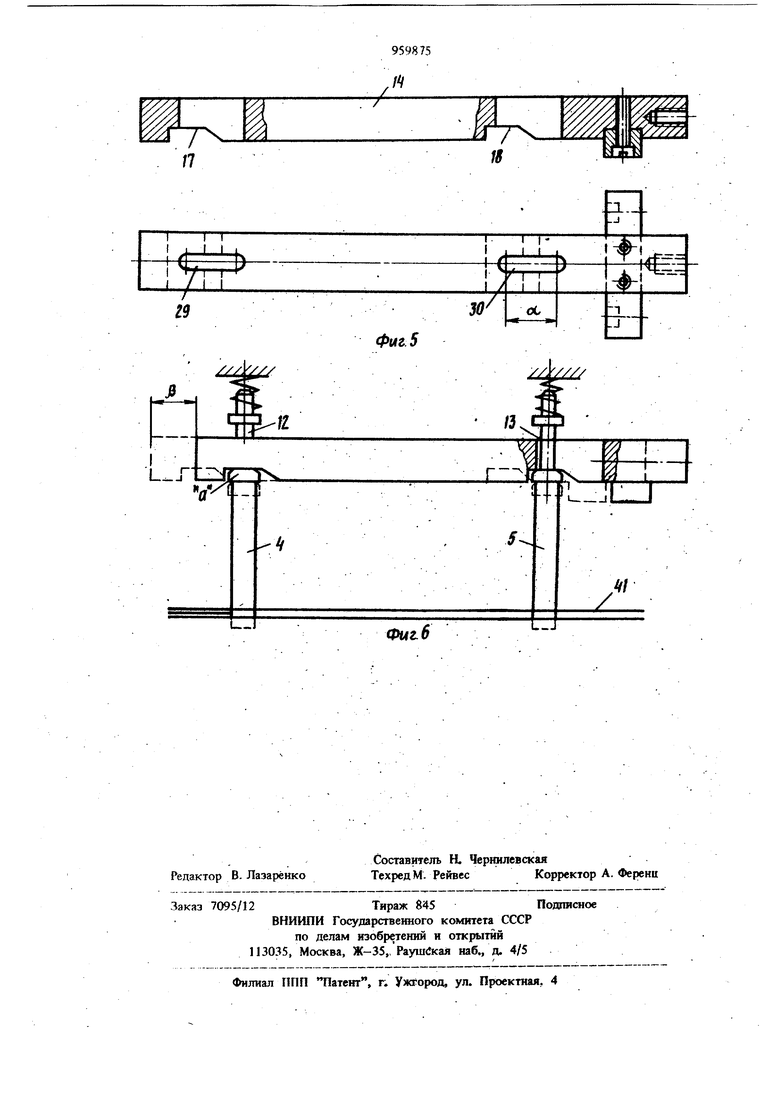
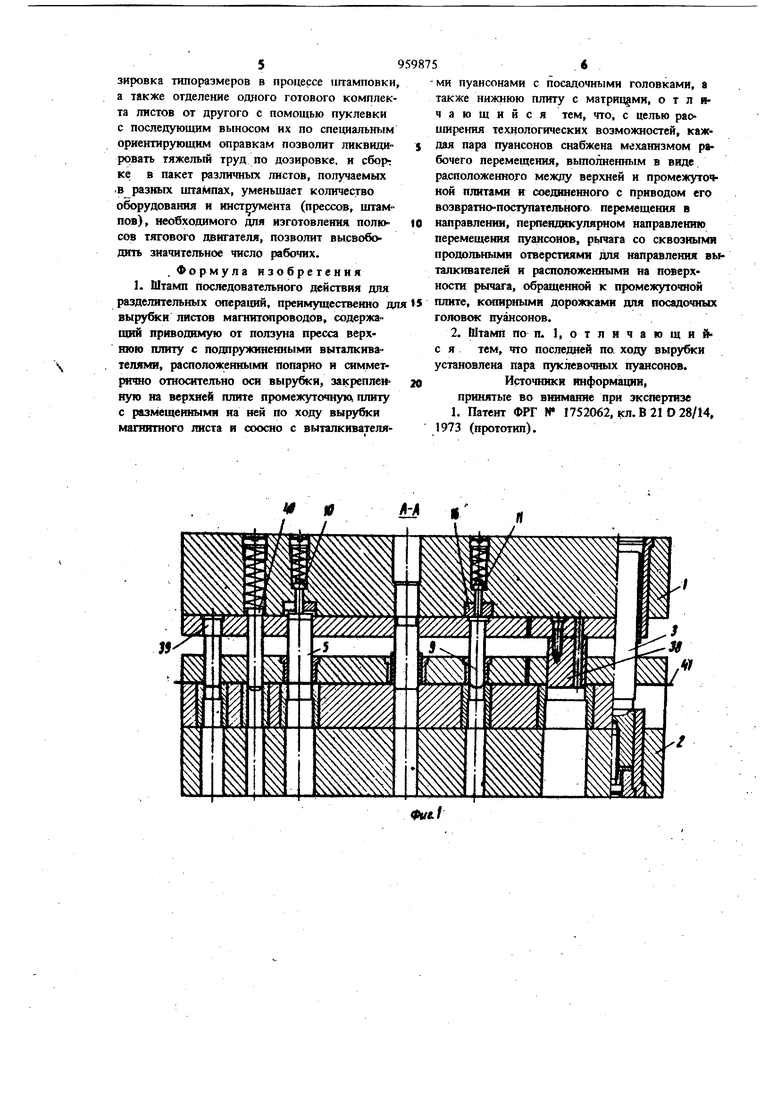
Изобретение относится к технологической оснастке для холодной листовой штамповки, в частности к штампам последовательного действия для вырубки листов магнитопрово дов электрических машин, и может быть использовано в электромашиностроении для вырубки листов главного полюса тяговых электродвигателей, сердечник главного полюса которых состоит из листов нескольких типоразмеров, отличающихся друг от друга размерами спинки. Известен штамп последовательного действия для разделительных операций, преимущественно для вырубки листов магнитопроводов, содержаший приводимую от ползуна пресса верх нюю плиту с подпружиненными выталкивателями, расположенными попарно и сил метрично относительно оси вырубки, закрепленную на верхней плите промежуточную плиту с размещенными на ней по ходу вырубки магнитного листа и соосно с выталкивателями пуансонами с посадошыми головками, а также нижнюю тшиту с матрицами 1. Основной недостаток известиого штампа заключается в его узких технологических возможностях, так как на нем невозможно и .менять конфигурацию вырубаемых пазов непо средственно в процессе штамповки. Цель изобретения - расширение технологических возможностей штампа. . Поставленная цель достигается тем, что в иггампе последовательного действия для .разделительных -операций, преимушественно для вырубки листов магнитопроводов, содержащем приводимую от ползуна пресса верхнюю пяиту с подпружиненными выталкивателями, расположенными попарно и симметрично относительно оси вырубки, -закрепленную на верхней Плите промежуточную п;шту с ра мешенными на ней по-ходу вырубки магнитного листа и соосно с выталкивателями пуан соками, с посадочными головками, а также 1ШЖНЮЮ плиту с матрицами, каждая пара пуансонов снабжена механизмом ее рабочего перемещения, выполненным в виде расположенного между верхней и промежуточной пли3959тами и соединенного с приводом его возвратно-поступательного перемещения в направлении перпендикулярном направлению перемещения пуансонов, рычага со сквозными пpoдoлънь ми отверстиями для направления выталкивателей и расположенными на поверхности рычага, обращенной к промежуточной плите, копирными дорожками для посадочных головок пуансонов. Причем последней по ходу вырубки установлена пара пуклевочных пуансонов. На чертежах дается пример конструктивного вьшолнения штампа для вырубки трех типоразмеров листов главных полюсов тяговых злектродвигателей. На фиг. 1 показан общий вид предлагаемого щтампа в продольном сечении (разрез А-А на фиг. 3); на фиг. 2 - то же, в поперечном сечении (разрез Б-Б на фиг. 3); на фиг. 3 - вид снизу на подвижЩ/то часть iirraNffla; на фиг. 4 - образцы вырубаемых листов трех типоразмеров, входящих в комплект полюса; на фиг. 5 - вид на рычаг в двух проекщ ях; на фиг. 6 - работа рычага.. Штамп содержит верхнюю 1 и юпунаою 2 плиту, связанные между собой узлом 3 направления. Штамп снабжен тремя парами расположенньд в промеж)пгочной плите (не показано) подпружиненных пуансонов 4 и 5, 6 я 7, 8 и 9 с головками а, ,(фиг- 3). Каждый из пуансонов снабжен соосно уо тановленными в нем подпружиненными вытал кивателями 10, 11, 12 и 13. Привод пуансонов вьшопнен в виде рыч:агов 14, 15 и 16 с поперечными копирными дорожками 17 и 18, 19 и 20, 21 и 22, имеющими уклон со стороны, обращенной к приводам 23, 24 и 25. В качестве привода использован пневмопривод. Рычаги 14, 15 и 16 установлены на пружинах 26, 27 и 28, а в местах .взаимодействия толкателей с пуансонами снабжены сквозными овальными отверстиями 29-34 для прохож дения выталкивателей. Первая пара пуансонов 4 и 5 обеспечивает размер спинки первых крайних листов 35 полюса. Вторая пара пуансонов 6 и 7 обеспечквает размер спинки вторых крайних листов 36 полюса. Полюсные листы 37 основного исполнения спинки получаются вырубкой пуансоном 38 при отключенных остальных пуансонах. Третья пара пуансонов служит для разделения готовых комплектов листов с помощью двух пук лев ок, полученных на поверхности первого крайнего листа очередного пакета. Штамп оснащен также двумя пуансонами 39.(фиг. 1) для пробивки отверстий под ва ловителя 40. Штамп работает следующим образом. Заготовка 41 (стальная лента или полоса) оступает в штамп. При первом ходе ползуна пресса вниз пуансонами 39 пробиваются отверстия для последующей фиксации заготовки ловителями 40 на следзтощей позиции. При следующем ходе пол зуна пресса одновременно с фиксацией заготовки происходит пробивка новой пары от верстий под ловители. При третьем ходе ползуна включается пневмопривод 23 и происходит смещение горизонтального рычага 14 таким образом, что поперечные копирные дорожки 17 и 18 уводятся из зоны расположения пуансонов 4 и 5 и над этими пуансонакш оказывается поверхность подпружиненного рычага 14. Когда верхние части пуансонов 4 и 5 упираются в рычаг 14, то происходит вырубка отверстий, обеспечивающих размер А спинок первый крайних листов пакета. Вырубка остального ксжтура листа полюса происходит пуансоном 38 на последней позиции штампа. После вырубки необходимото количества первых крайних листов отключается привод 23 рычага 14 и одновремешю включается привод 24 рычага 15, который обеспечивает фик сацию другой пары переключаемых пуансонов б и 7. После вырубки необходимого количества вторых крайних листов отключается П1ЖВОД 24 рычага 15 и в штампе производится вырубка листов основного исполнения пуансоном 38, при этом все три пары TfyaHcoHou отключены. Отключение переключаемых пуансонов происходит когда дорожки 17-22 подпружш1еш1ых рьгигов расположены непосредственно над пуансонами. При опуокашш верхней плиты штампа пуансоны касаются заготовки и останавливаются, а затем в момент вырубки отжимают подпружиненные вьг выталкиватели и входят в поперечные пазы подаружиненных рычагов. После вырубки определённого числа листов , полюса основного исполнения снова включается привод 24 рычага 15, а затем привод 23 рычага 14, после чего заканчивается цикл изготовления комплекта листов главного полюса. При вырубке первого листа следующего комплекта производится пуклевка поверхности листа пуансонами 8 и 9. Это необходимо для того, чтобы отделить один комплект листов пакета от другого. Затем цикл штамповки повторяется. Готовые комплекты листов полюсов по спевдальным орнентирующим оправкам вьшосятся цпгампа. Штамповка в одном цггампе одновременно нескольких типоразмеров листов полюсов, лозировка типоразмеров в процессе штамповки а также отделение одного готового комплекта листов от другого с помощью пуклевки с последующим выносом их по специальным ориентирующим оправкам позволит ликвидировать тяжелый труд по дозировке, и сбор: ке в пакет различных листов, получаемых в разных штампах, уменьшает количество оборудования и инструмента (прессов, штам пов), необходимого для изготовления полюсов тягового двигателя, позволит высвобсу дить значительное число рабочих. .Формула изобретения 1. Штамп последовательного действия для разделительных снтераций, преимущественно дл выру&си лист(Ж магнитопроводов, содержащий приводимую от ползуна пресса верхнюю плиту с подпружиненными выталкива . гелями, расположенными попарно и симметрично относзгтельно оси вырубки, закрепленную на верхней плите промежуточную; плиту с размещенными иа ней по ходу вырубки магнитного листа и соосно с выталкивателя,4 ми пуансонами с посадочными головками, а также нижнюю плиту с матрицами, отличающийся тем, что, с целью рао ишрения технологических возможностей, каждая пара пуансонов снабжена механизмом рабочего перемещения, вьшолненным в виде расположенного между верхней и промежуточной плитами и соед|шенного с приводом его возвратно поступательного перемещения в направлении, перпендикулярном направлению перемещения пуансонов, рьпага со сквозными продольными отверстиями для направления выталкивателей и расположениымн на поверхности рычага, обращенной к промежуточной плите, копирными дорожками для посадочных гош)вок пуансонов. 2. Штамп по п. 1, о т л и ч а ю щ и i с я тем, что последней по. ходу вырубки установлена пара пуклевочных пуансонов. Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ К 1752062, кл. В 21 О 28/14, 1973 (прототип).
959875 А /
у//////
Г
4г/
/
0Ut6
