ны инструментодержатели 11 и 12, а на них - верхняя 28 и нижняя 34 плита штампа. Во вставках 9 и 10 размещены блоки 13 и U гидравлических цилиндров, Каждьш цилиндр имеет систему управления. Вставки, Ш для чистовой вырубки, инструментодержатели, цилиндры и система управления образуют комплект.Этот комплект может налаживаться на любом универсальном прессе и устанавливаться на любой по ходу технологического процесса позиции многопозиционного пресса. При выходе из строя Ш для чистовой вьфубки необходимо демонтировать и вновь настраивать только его, 1 з.п. ф-лы, 12 ил .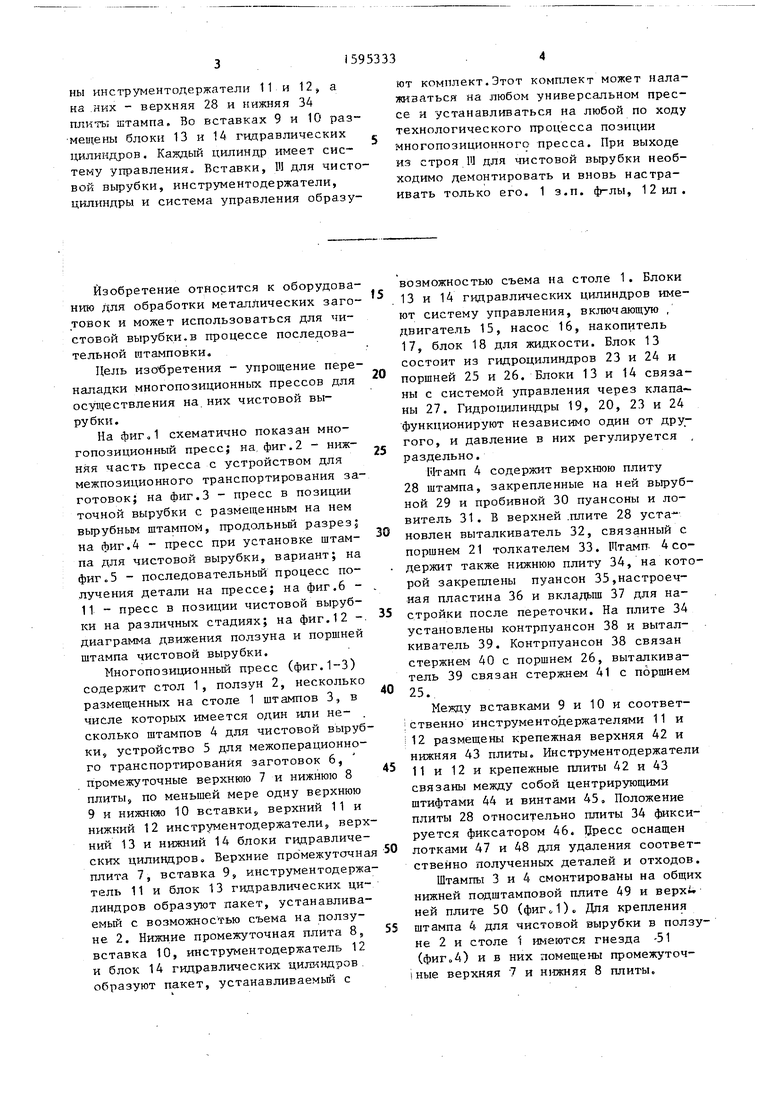
| название | год | авторы | номер документа |
|---|---|---|---|
| Вибрационный пресс | 1978 |
|
SU795966A1 |
| Устройство для перемещения вырубленных заготовок в многопозиционном прессе | 1989 |
|
SU1712037A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп для чистовой вырубки деталей из листовых заготовок | 1977 |
|
SU640790A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2357830C2 |
| ШТАМП ДЛЯ ЧИСТОВОЙ ВЫРУБКИ | 2002 |
|
RU2232660C2 |
| ПРЕСС С ГИДРАВЛИЧЕСКОЙ ПЛИТОЙ | 1997 |
|
RU2175603C2 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Способ изготовления изделий типа фильтров и роторно-конвейерная линия для их изготовления | 1990 |
|
SU1782773A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
Изобретение относится к оборудованию для обработки металлических заготовок и может использоваться для чистой вырубки в процессе последовательной штамповки. Цель изобретения - переналадка многопозиционных прессов для осуществления на них чистовой вырубки. Пресс, оснащенный автоматическим устройством для межпозиционного транспортирования заготовок, содержит стол (П) 1 и ползун 2. На столе 1 и ползуне 2 последовательно установлены штампы (Ш) для различных технологических операций (один из них - для чистовой вырубки). Для установки Ш чистовой вырубки на столе 1 и ползуне 2 закреплены верхняя вставка 9 и нижняя вставка 10. На вставках 9 и 10 закреплены инструментодержатели 11 и 12, а на них - верхняя 28 и нижняя 34 плиты штампа. Во вставках 9 и 10 размещены блоки 13 и 14 гидравлических цилиндров. Каждый цилиндр имеет систему управления. Вставки, Ш для чистовой вырубки, инструментодержатели, цилиндры и система управления образуют комплект. Этот комплект может налаживаться на любом универсальном прессе и устанавливаться на любой по ходу технологического процесса позиции многопозиционного пресса. При выходе из строя Ш для чистовой вырубки необходимо демонтировать и вновь настраивать только его. 1 з.п. ф-лы, 12 ил.
Изобретение относится к оборудова
нию для обработки металлических заготовок и может использоваться для чистовой вырубки.в процессе последовательной штамповки.
Цель изобретения - упрощение переналадки многопозиционных прессов для осуществления на, них чистовой вырубки.
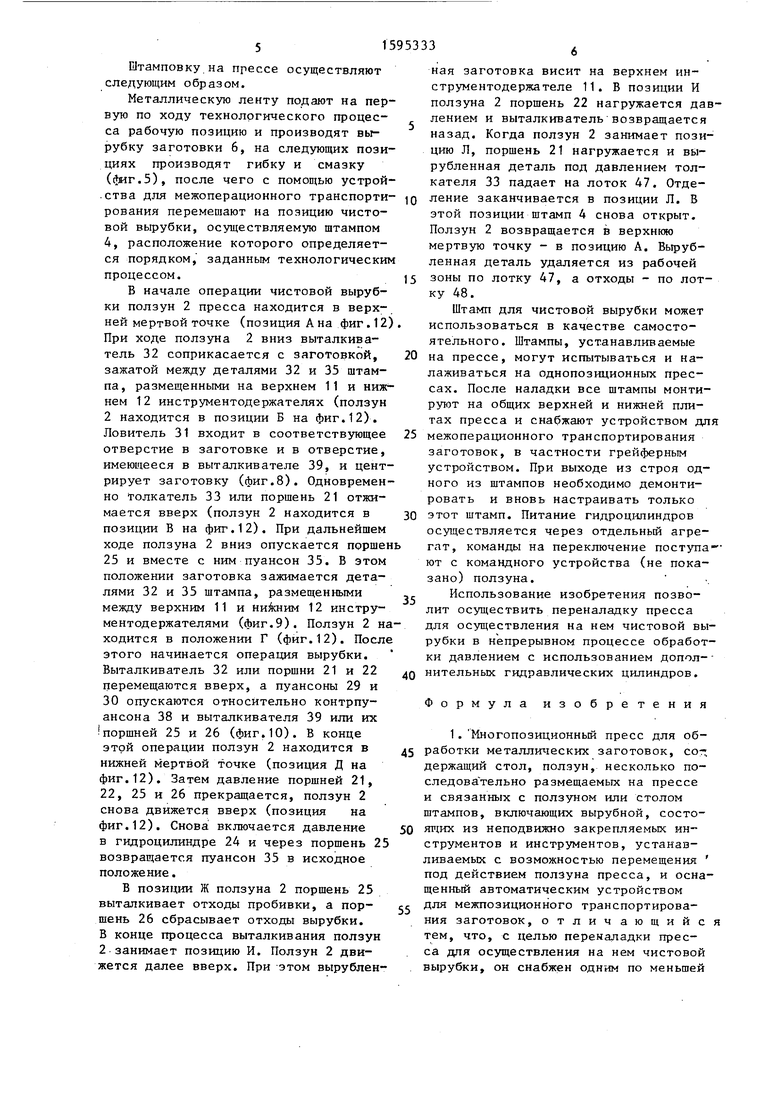
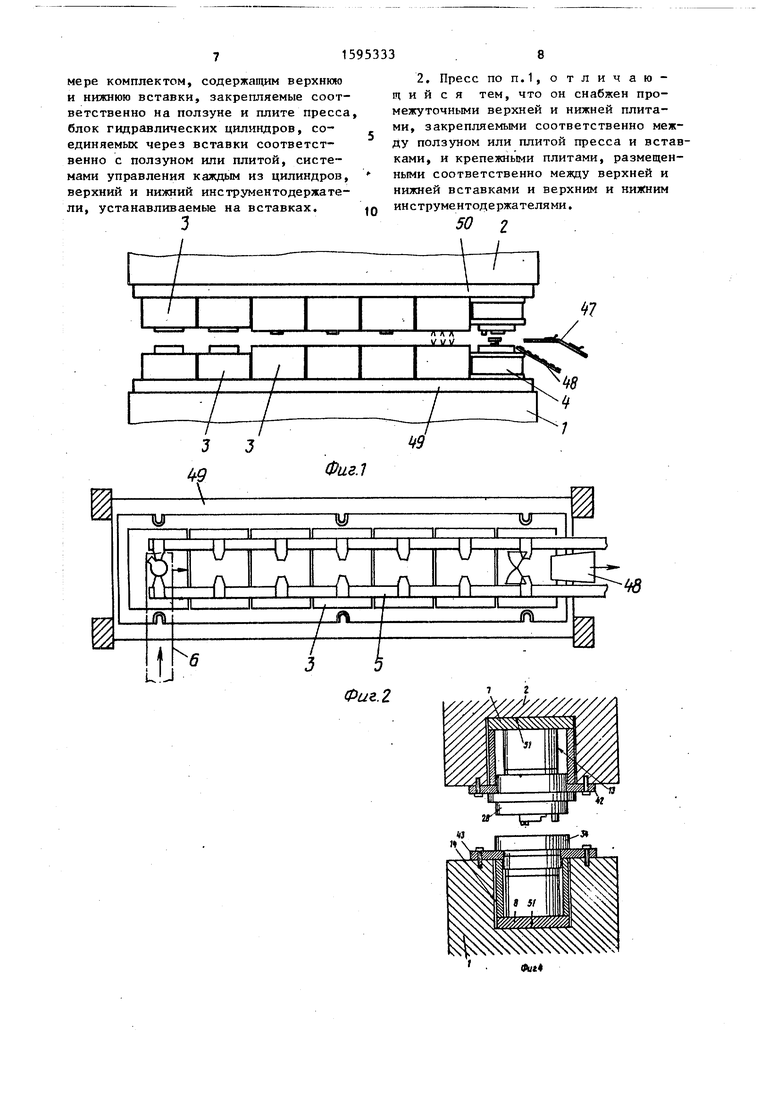
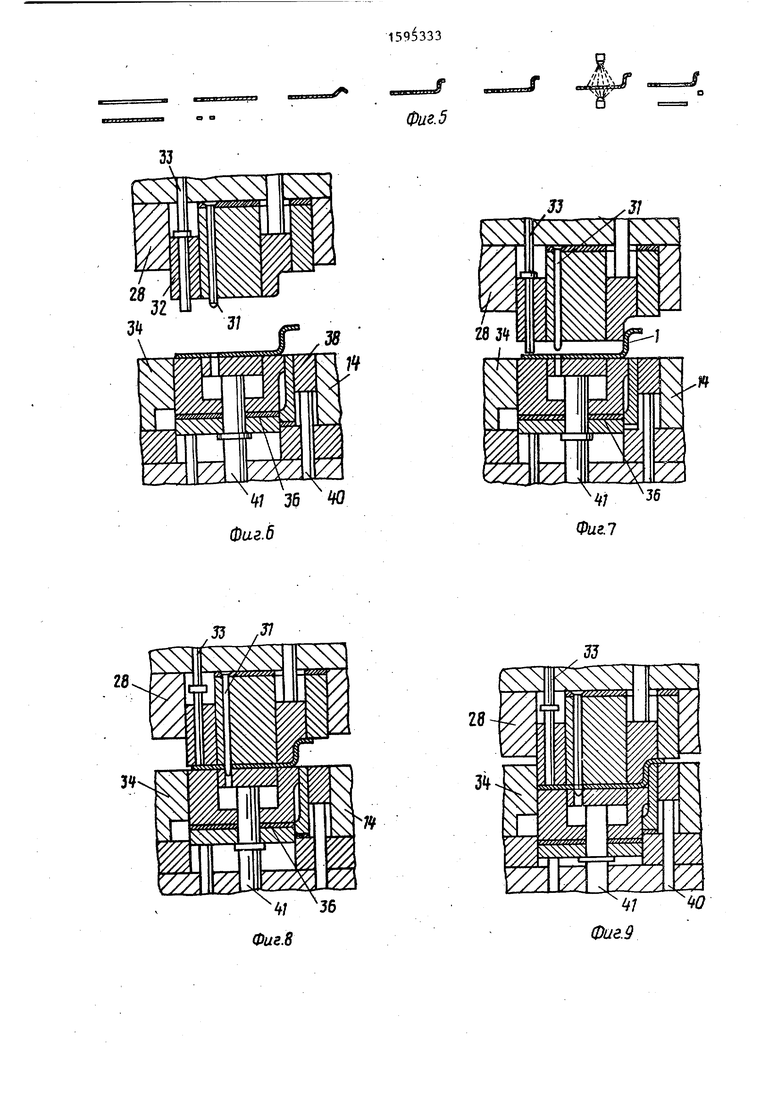
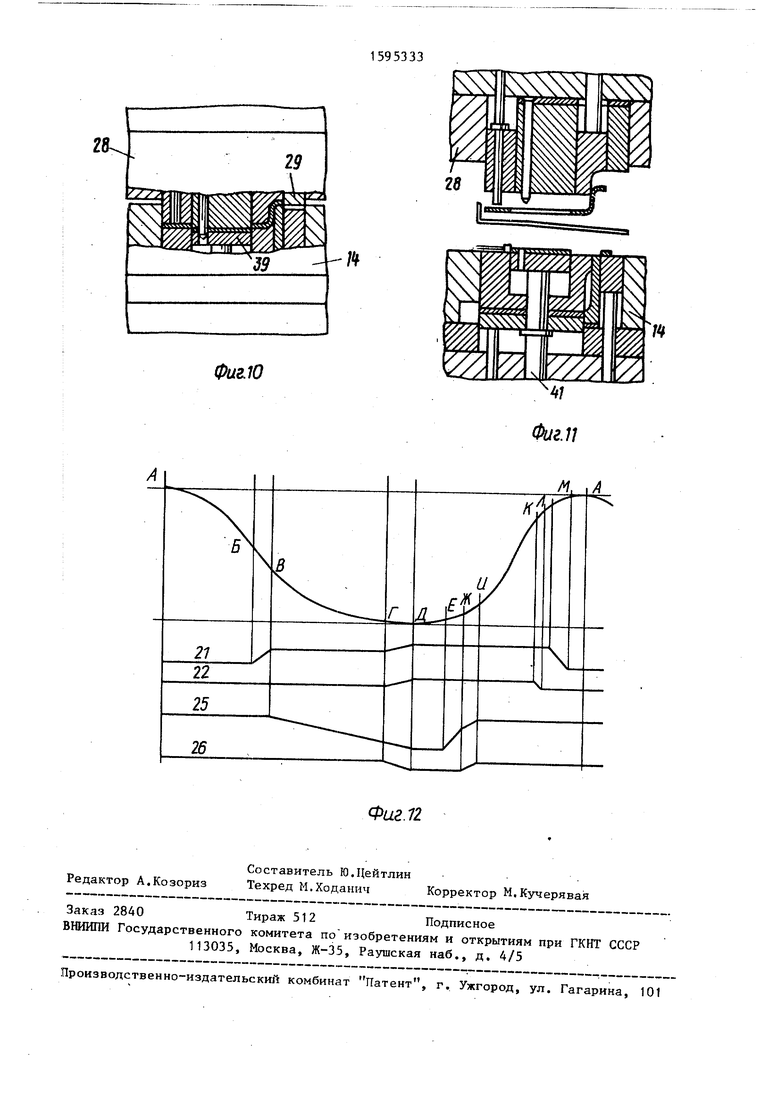
На фиг.1 схематично показан мно гопозиционный пресс; на фиг.2 - нижняя часть пресса с устройством для межпозиционного транспортирования заготовок; на фиг.З - пресс в позиции точной вырубки с размещенным на нем вьфубным штампом, продольньш разрез; на фиг.4 - пресс при установке штампа для чистовой вырубки, вариант; на фиг о 5 - последовательньй процесс по лучения детали на прессе; на фиг.6 11 - пресс в позиции чистовой вырубки на различных стадиях; на фиг.12 диаграмма движения ползуна и порщней штампа чистовой вырубки.
Многопозиционный пресс (фиг,1-3) содержит стол 1, ползун 2, несколько размещенных на столе 1 штампов 3, в числе которых имеется один или не- . сколько штампов 4 для чистовой вырубки, устройство 5 для межоперационнр- го транспортирования заготовок 6, промежуточные верхнюю 7 и нижнюю 8 плиты, по меньшей мере одну верхнюю 9 и нижнюю 10 вставки, верхний 11 и нижний 12 инструментодержатели, верхний 13 и нижний 14 блоки гвдравличе ских цилиндров. Верхние промежуточна плита 7, вставка 9, инструментодержа трль 11 и блок 13 гидравлических цилиндров образуют пакет, устанавливаемый с возможностью съема на ползу не 2. Нижние промежуточная плита 8, вставка 10, инструментодержатель 12 и блок 14 гидравлических цилквдров. образуют пакет, устанавливаемый с
5
0
25
35
40
45
возможностью съема на столе 1. Блоки 13 и 14 гидравлических цилиндров имеют систему управления, включающую , двигатель 15, насос 16, накопитель 17, блок 18 для жидкости. Блок 13 состоит из гидроцилиндров 23 и 24 и поршней 25 и 26. Блоки 13 и 14 связаны с системой управления через клапаны 27. Гидроцилиндры 19, 20, 23 и 24 функционируют независимо один от другого, и давление в них регулируется , раздельно.
Штамп 4 содержит верхнюю плиту 28 штампа, закрепленные на ней вьфуб- ной 29 и пробивной 30 пуансоны и ловитель 31. В верхней .плите 28 установлен выталкиватель 32, связанный с поршнем 21 толкателем 33. Штамп- 4со- . держит также нижнюю плиту 34, на которой закреплены пуансон 35,настроечная пластина 36 и вкладьш 37 для настройки после переточки. На плите 34 установлены контрпуансон 38 и выталкиватель 39. Контрпуансон 38 связан стержнем 40 с поршнем 26, выталкиватель 39 связан стержнем 41 с поршнем
Меззду вставками 9 и 10 и соответственно инструментодержателями 11 и ;12 размещены крепежная верхняя 42 и нижняя 43 плиты. Инструментодержатели 11 и 12 и крепежные плиты 42 и 43 связаны между собой центрирующими штифтами 44 и винтами 45, Положение плиты 28 относительно плиты 34 фиксируется фиксатором 46. Цресе оснащен лотками 47 и 48 для удаления соответственно полученных деталей и отходов. Штампы 3 и 4 смонтированы на общих нижней подштамповой плите 49 и aepxi. ней плите 50 (фиг.1). Для крепления штампа 4 для чистовой вырубки в ползуне 2 и столе 1 имеются гнезда -51 (фигр4) и в них помещены промежуточ- ные верхняя 7 и нижняя 8 плиты.
55
Штамповку на прессе осуществляют следующим образом.
Металлическую ленту подают на первую по ходу технологического процесса рабочую позицию и производят вырубку заготовки 6, на следующих позициях производят гибку и смазку (г.5), после чего с помощью устрой- ства для межоперационного транспортирования перемешают на позицию чистовой вырубки, осуществляемую штампом 4, расположение которого определяется порядком, заданным технологическим процессом.
В начале операции чистовой вырубки ползун 2 пресса находится в верхней мертвой точке (позиция А на фиг .12) При ходе ползуна 2 вниз выталкиватель 32 соприкасается с заготовкой, зажатой между деталями 32 и 35 штампа, размещенными на верхнем 11 и нем 12 инструментодержателях (ползун 2 находится в позиции Б на фиг.12). Ловитель 31 входит в соответствующее отверстие в заготовке и в отверстие, имеющееся в выталкивателе 39, и центрирует заготовку (фиг.8). Одновременно Толкатель 33 или поршень 21 отжимается вверх (ползун 2 находится в позиции В на фиг.12). При дальнейшем ходе ползуна 2 вниз опускается поршен 25 и вместе с ним пуансон 35. В этом положении заготовка зажимается деталями 32 и 35 штампа, размещенными между верхним 11 и 12 инстру- ментодержателями (фиг.9). Ползун 2 находится в положении Г (фиг.12). После этого начинается операция вырубки. Выталкиватель 32 или поршни 21 и 22 перемещаются вверх, а пуансоны 29 и 30 опускаются относительно контрпуансона 38 и выталкивателя 39 или их поршней 25 и 26 (фиг.10). В конце этой операции ползун 2 находится в нижней мертвой точке (позиция Д на фиг.12). Затем давление поршней 21, 22, 25 и 26 прекращается, ползун 2 снова движется вверх (позиция на фиг. 12). Снова включается давление в гидроцилиндре 24 и через поршень 25 возвращается пуансон 35 в исходное положение.
В Ж ползуна 2 поршень 25 выталкивает отходы пробивки, а поршень 26 сбрасывает отходы вырубки. В конце процесса выталкивания ползун 2-занимает позицию И. Ползун 2 движется далее вверх. При этом вырублен0
5
0
5
0
5
0
ная заготовка висит на верхнем ин- струментодержателе 11. В позиции И ползуна 2 поршень 22 нагружается давлением и выталкиватель возвращается назад. Когда ползун 2 занимает позицию Л, поршень 21 нагружается и вырубленная деталь под давлением толкателя 33 падает на лоток 47. Отделение заканчивается в позиции Л. В этой позиции штамп 4 снова открыт. Ползун 2 возвращается в верхнюю мертвую точку - в позицию А. Вырубленная деталь удаляется из рабочей зоны по лотку 47, а отходы - по лотку 48.
Штамп для чистовой вырубки может использоваться в качестве самостоятельного. Штампы, устанавливаемые на прессе, могут испытываться и налаживаться на однопозиционных прессах. После наладки все штампы монтируют на общих верхней и нижней плитах пресса и снабжают устройством дпя межоперационного транспортирования заготовок, в частности грейферным устройством. При выходе из строя одного из штампов необходимо демонтировать и вновь настраивать только этот штамп. Питание гидроцилиндров осуществляется через отдельный агрегат, команды на переключение поступа ют с командного устройства (не показано) ползуна.
Использование изобретения позволит осуществить переналадку пресса для осуществления на нем чистовой вырубки в непрерывном процессе обработки давлением с использованием допол- нительных гидравлических цилиндров.
Формула изобретения
ящих из неподвижно закрепляемых инструментов и инструментов, устанавливаемых с возможностью перемещения под действием ползуна пресса, и оснащенный автоматическим устройством
для межпозиционного транспортирования заготовок, отлич ающийся тем, что, с целью переналадки пресса для осуществления на нем чистовой вырубки, он снабжен одним по меньшей
мере комплектом, содержащим верхнняо и нижнюю вставки, закрепляемые соответственно на ползуне и плите пресса блок гидравлических цилиндров, соединяемых через вставки соответственно с ползуном или плитой, системами управления каждым из цилиндров, верхний и нижний инструментодержате- ли, устанавливаемые на вставках.
3
LU
1
т
Фиг.2
50 2
1 1М
Ц9
72
(А/г4
Фиг. 5
28
29
1Ш
/
ФигЛО
| 0 |
|
SU153897A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Смирнов Г.В | |||
| Современный метод чистовой вырубки деталей приборов | |||
| М:: ЦНИИТЭИприборостроения, 1968 | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Надеев Л.Т | |||
| Современные листоштам- повочные многопозиционные автоматы | |||
| М.: ЦНИИМАШ, 1982, с.16-17, 33 и 34. | |||
