(54) НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБЫ С СОСУДОМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Герметичное коррозионностойкое соединение трубы с сосудом | 2021 |
|
RU2767420C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДВУХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2323808C2 |
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ ТЕЛЕСКОПИЧЕСКОГО ТИПА | 1996 |
|
RU2120361C1 |
| УЗЕЛ СОЕДИНЕНИЯ ТРУБОПРОВОДА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ С СОСУДОМ ИЗ ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2450196C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2106941C1 |
| Способ изготовления электрического контакта | 1981 |
|
SU1108522A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОЙ ТЕЛЕСКОПИЧЕСКОЙ КОНСТРУКЦИИ | 1996 |
|
RU2106230C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНО-ПАЯНОЙ КОНСТРУКЦИИ | 1997 |
|
RU2110383C1 |
| СВЕЧА ЗАЖИГАНИЯ ДЛЯ КАМЕР СГОРАНИЯ ЭНЕРГЕТИЧЕСКИХ И ДВИГАТЕЛЬНЫХ УСТАНОВОК | 2022 |
|
RU2799493C1 |
| СОЕДИНИТЕЛЬНЫЙ ШОВ В ДЕТАЛЯХ ИЗ ЦИНКА И ЕГО СПЛАВОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1996 |
|
RU2146190C1 |
1
Изобретение относится к машиностроению, а более конкретно к неразъемным соединениям трубы с сосудом давления, материалы которых непосредственно не соединяютс°| друг с другом, и может быть использовано в тех областях техники, где применяются сосуды, предназначенные для продуктов, находящихся под давлением, например, в химической, авиационной, атомной, газовой промышленностях и т.п.
Известны неразъемные соединения раз- нородных материалов с помощью промежуточного элемента. Например, известен способ сварки или пайки металлов или сплавов, который предусматривает нанесение.промежуточного слоя на одну , из свариваемых деталей перед сваркой. Устройство, реализованное по этому способу, может состоять из сосуда давления и трубы, на наружную поверхность которой нанесен промежуточный слой путем трения о трубу заготовки, выполненной из металла, образующего этот слой; Промежуточный слой, нанесенный на трубу, может быть сварен с сосудом давления 1.
Наиболее близким к изобретению по технической сущности является соединение трубы с сосудом через втулку, прочность материала которой ниже прочности материала сосуда и трубы, при этом втулка припаяна к трубе, установленной внутри нее, и сварена с сосудом.
Было реализовано соединение (фиг. 1) алюминиевого сосуда и медной трубы с помощью серебряной втулки, один конец которой имеет расточку, в которую установлена труба, и припаян паяным щвом, а другой - фланец, которым серебряная втулка
10 установлена в цилиндрическую расточку алюминиевого сосуда и приварена к нему электронно-лучевой сваркой кольцевым сварным щвом при расположении оси сечения шва параллельно оси серебряной втулки 2.
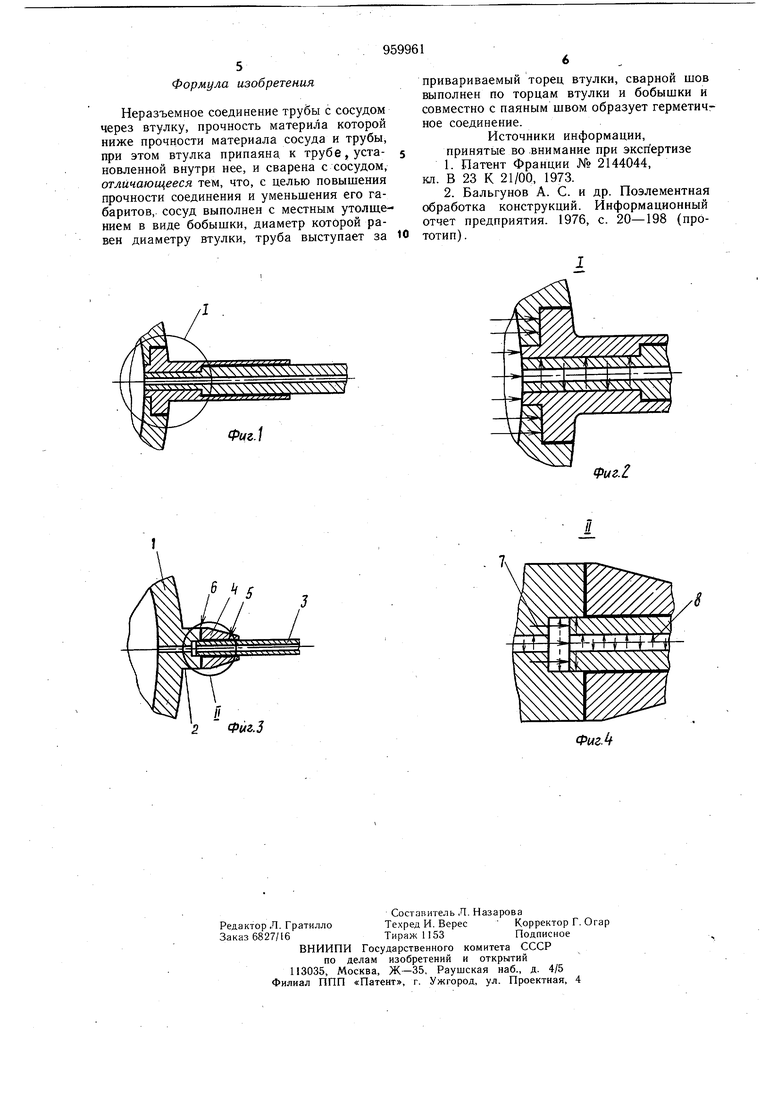
Основными недостатками этого соедине15ния являются низкая прочность, сравнительно большие габариты и расход серебра, что обусловлено прежде всего тем, что сварка серебряной втулки с сосудом произведена по фланцу втулки. Такое расположение свар20ного щва с одной стороны не позволяет уменьшить диаметр фланца серебряной втулки, а следовательно, снизить результирующее осевое усилие, действующее на втулку от внутреннего давления, что приводит к низкой прочности соединения и увеличению расхода серебра. С другой стороны, такое, расположение сварного шва однозначно требует осуществления сварки до пайки, так как в противном.случае впаянная труба не позволит произвести сварку на электронно-лучевой установке (препятствует подве.це нию электронного луча к свариваемому стыку). При выполнении же пайки после сварки для защиты алюминиевого сосуда от воздействия тепла при пайке (температура пайки выше температуры плавления алюминия) паяный шов необходимо отнести (что и реализовано в соединении) на определенное расстояние от алюминиевого сосуда, что, естественно, приводит к увеличению габаритов соединения и расходу серебра. В конечном результате из-за большого расстояния между сварным и паяным швами материал той части втулки, которая расположена между этими швами подвергается непосредственному воздействию усилия от давления как в осевом, так и в радиальном направлениях, что приводит к значительным напряжениям в материале втулки, которые при низких механических характеристиках серебра и определяют несущую способность соединения в целом. Кроме того, габариты и форма серебряной втулки не позволяют изготавливать ее из стандартных прутков в связи с малым диаметром прутков, а требуют изготовления специальных заготовок, например, осадкой прутков по высоте, что ведет к значительно му браку и низкому коэффициенту использования материала. Целью изобретения является повышение прочности соединения и уменьшение его габаритов. Указанная цель достигается тем, что в неразъемном соединении трубы с сосудом через .втулку, прочность материала которой ниже прочности материала сосуда и трубы, при этом втулка припаяна к трубе, установленной внутри нее, и сварена с сосудом, сосуд выполнен с местным утолщением в виде бобышки, диаметр которой равен диаметру втулки, труба выступает за привариваемый торец втулки, сварной шов выполнен по торцам втулки и бобышки и совместно с паяным швом образует герметичное соединение. На фиг. 1 представлено неразъемное соединение; на -фиг. 2 - узел I на фиг. 1; на фиг. 3 - пример конкретного выполнения предлагаемого неразъемного соединения; на фиг. 4 - узел II на фиг. 3. Неразъемное соединение состоит из алюминиевого сосуда 1 с небольшим цилиндрическим утолщением в виде бобышки 2, стальной трубы 3 и серебряной втулки 4. Втулка 4 сначала по всей длине припаяна к трубе паяным швом 5, а затем по торцу втулки приварена к сосуду кольцевым сварным щвом 6, который непосредственно примыкает к паяному. При воздействии внутреннего давления, усилие 7, действующее на втулку 4 в осевом направлении, мало, а в радиальном направлении усилие 8 практически не действует, так как почти полностью воспринимается алюминиевым сосудом 1 и трубой 3, в связи с чем напряжения в малопрочном материале втулки 4 минимальны и соединение имеет высокую прочность. Предложенное расположение сварного шва и его непосредственный переход в паяный шов до минимума сокращает поверхность серебряной втулки, подвергающуюся прямому воздействию давления, что значительно разгружает серебряную втулку от действия как радиальных усилий от внутреннего давления, основная часть которых воспринимается трубой и алюминиевым сосудом, так и осевых усилий, величина которых в предложенном соединении определяется уже не площадью круга с диаметром, равным диаметру фланца втулки, как в известном соединении, а площадью сечения трубы, которая (площадь) значительно меньше. Предложенное расположение сварного шва и его непосредственное примыкание к паяному позволили при одновременном повышении прочности соединения сократить его габариты и расход серебра, так как, вопервых, отпала необходимость во фланце втулки, во-вторых, не требуется защита расстоянием алюминиевого сосуда от воздействия тепла при пайке в связи с тем, что пайка произведена до сварки, вследствие чего обеспечена оптимальная длина втулки и паяного щва. Кроме того, в предложенном соединении габариты и формы серебряной втулки позволяют изготавливать ее из стандартных прутков, что сокращает брак при изготовлении деталей и обеспечивает высокий коэффициент использования материала. Проведенными испытаниями показано, что предложенное соединение имеет прочность А/ 3000 ати, что более чем в 4 раза превышает прочность известного соединения. Габариты предлагаемого соединения по сравнению с известным в раза меньше по диаметру ив л. 2,5 раза меньше по длине, что дает возможность снизить расход серебра в раза. Предлагаемое соединение более технологично, чем известное, так как позволяет изготавливать серебряную втулку непосредственно точением из прутков, без предварительной их Осадки, сокращая таким образом возможный брак и увеличивая коэффициент использования серебра. Предложенное соединение внедрено в опытных изделиях нашего предприятия и может быть использовано в тех областях техники, где требуются соединения трубы с сосудом давления, обладающие высокими прочностью, герметичностью, технологичностью и минимальными габаритами.
Формула изобретения
Неразъемное соединение трубы с сосудом через втулку, прочность материла которой ниже прочности материала сосуда и трубы, при этом втулка припаяна, к трубе, установленной внутри нее, и сварена с сосудом, отличающееся тем, что, с целью повышения прочности соединения и уменьшения его габаритов,, сосуд выполнен с местным утолщением в виде бобышки, диаметр которой равен диаметру втулки, труба выступает за
привариваемый торец втулки, сварной шов выполнен по торцам втулки и бобышки и совместно с паяным швом образует герметичное соединение.
Источники информации, принятые во внимание при экспертизе
