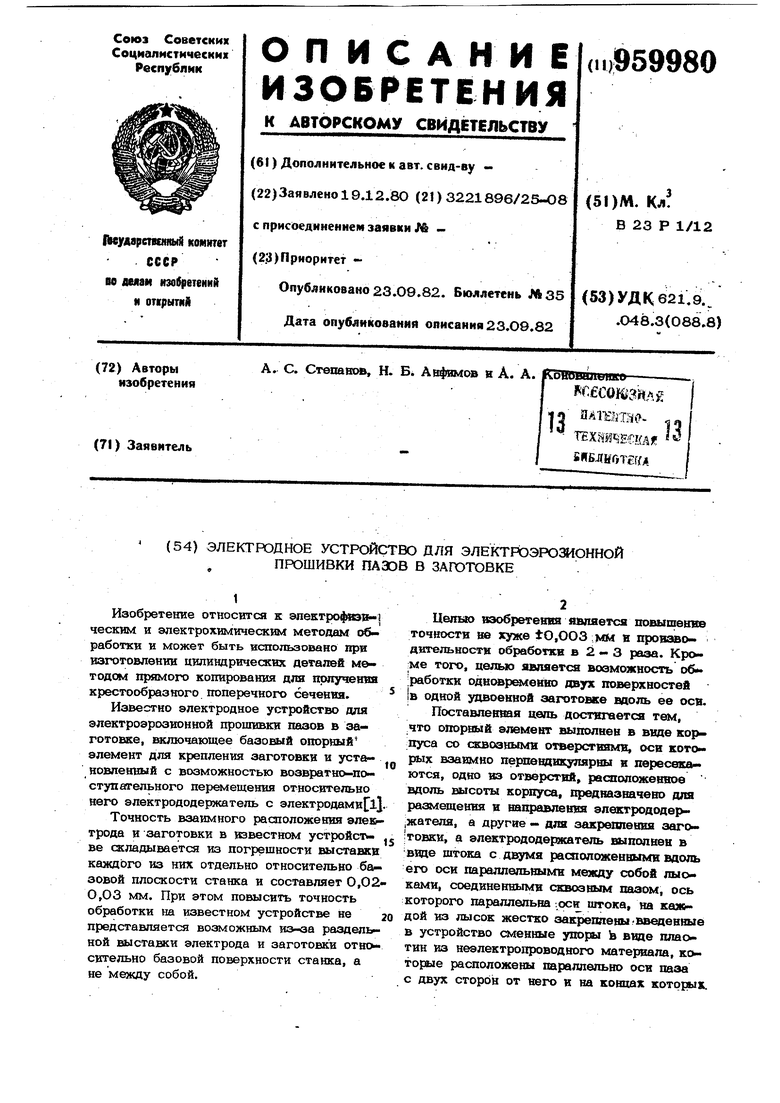
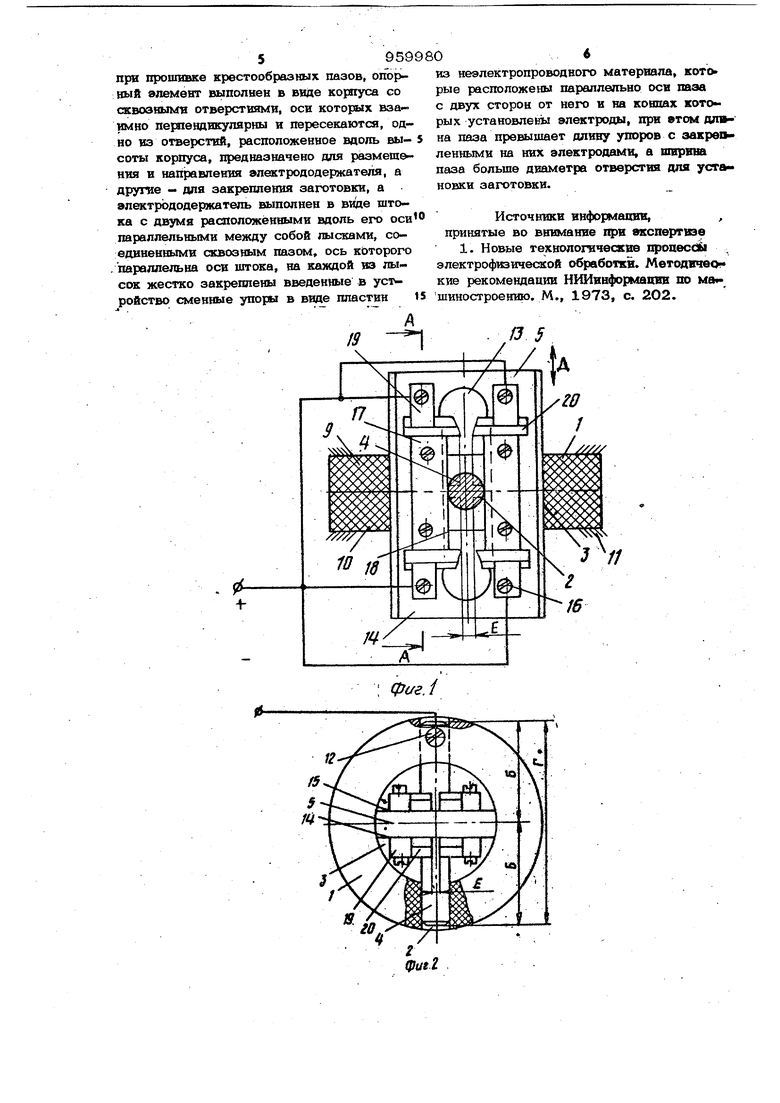
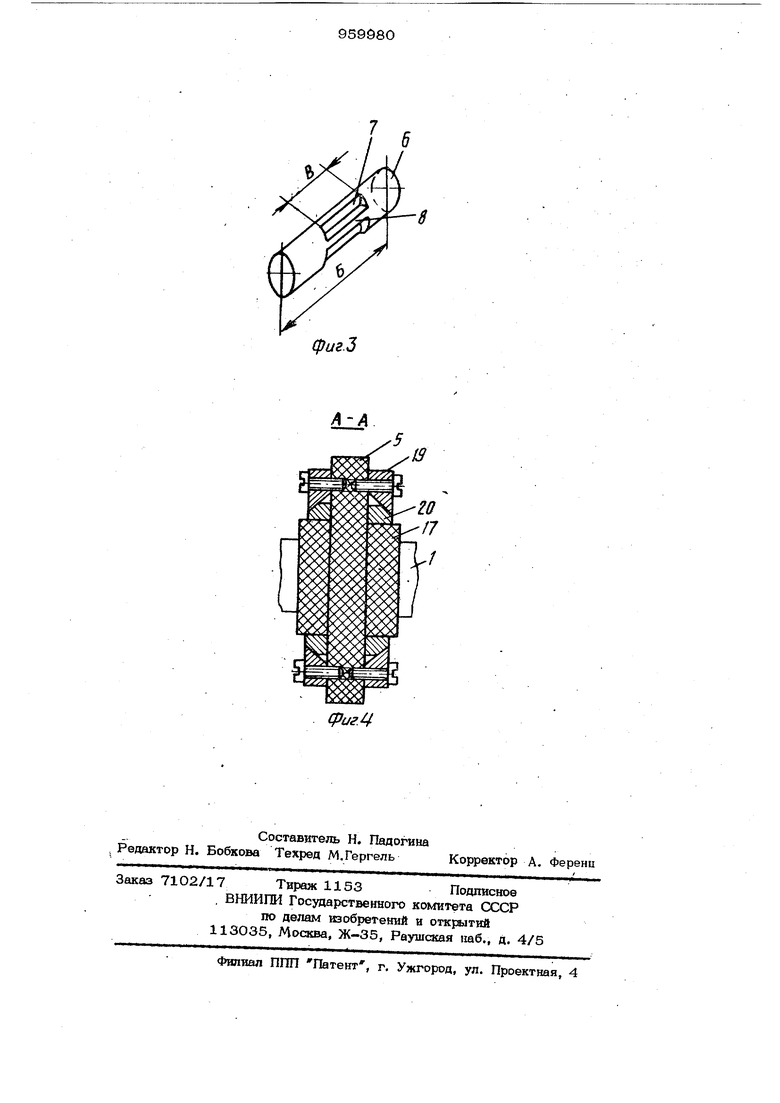
(54) ЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ ЭЛЕКТЙЭЭРОЭЮННОЙ ПРОШИВКИ ПАЗОВ В ЗАГОТОВКЕ Изобретение относится к эпеЕТрофиэ(| ческим и электрохимическим методам обработки и может быть использовано при изготовлении цилиндрических деталей м&тодом прямогх) копирования для получения крестообразного поперечного сечения. Известно электродное устройство для электроэрозионной прошивки пазов в заготовке, включающее базовый опорный элемент для крепления заготовки и уста новлениый с возможностью возвратно-поступапрельного перемещения относительно него электрододержатель с электродами Точность взаимного расположения эле1&трода и заготовки в взвестнсм устройстве складалвается из погрешности выставки каждого из них отдельно относительно базовой плоскости станка и составляет 0,02О,ОЗ мм. При этом повысить точность обработки на известном устройстве не представляется возможным из-за раздельной выставки электрода и заготовки отш сительно базовой поверхности станка, а не между собой. Цеяыо нзобретеввя является повыюаевве точности не кужв tO,OO3 «м н провэводительностн обработки в 2 - 3 раза. Кроме того, целыо 1юляется возможность об :работкк одновредленво двух поверхностей IB одной удвоенной заготовке вдоль ее оси. Поставленная двль достигается тем, что опорный элемент выполнен в виде корпуса со сквозными отверстиями, оси которых взаимно перпендикулярны и пересека ются, одно из отверстий, расположеквое вдоль высоты корпуса, предназначено для размещения и напрешлевия электрододер|Жателя, а другие- для закрепления заго ;Товки, а электрододержатель выполнен в виде штока с двумя расположенными вдоль его оси параллельными между собой лыо ками, соединенными сквозным пазом, ось которого параллельна :оси штока, на из лысок жестко закреплены введенные в устройство сменные упоры Ь виде плао тин из неэлектропроводногю материала, которые расположены параллельно оси паза с двух сторон от него и на концах которых. установлены электроды, при этом длина паэа превышает длину упоров с закрепле ными на них электродами, а ширина паза больше диаметра отверстия для установки заготовки. На фиг. 1 изображено предлагаемое уст ройстБО, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - обработанная цилинд.рическая заготовка; на фиг. 4 - разрез А-А на фиг. 1. Корпус 1 имеет два взаимно пересекающихся и перпендикулярных отверстия 2, и 3, в которых по посадке скольжения ус тановлены соответственно обрабатываемая пкпиндрическая заготовка 4 и подвижный цилиндрический шток 5. Заготовка 4 является заготовкой креотообразного упругого элемента 6 длиной Б внешний вид которого с тонкими взаимно перпендикулярными перемычками 7 и 8 с длиной В, изображен (фиг. 3) после обработки. Толщиной перемычек 7 и 8 (умень шая или увеличивая их) регулируют величину конструктивно заданного крутящего момента в каждом упругом элементе 6. Кроме того, по конструктивным соображениям упругие элементы 6 необходимо ком плектовать по парам с абсолютно равной жесткостной характеристикой (по моменту К.1 учения), поэтому заготовка 4 (фиг. 1 и 2) имеет удвоенную длину Г, т. е. Г . Корпус 1 имеет два параллельных между собой и перпендикулярных штоку 5 опорных торца 9 и 10, которым он крепится на неподвижном столе 11 электроискрового станка и выполнен из электроизоляцион ного материала. Заготовка 4 крепится неподвижно в корпусе 1, например, двумя винтами 12, к которым и подводится отрицательный потенциал электроискрового станка. Шток 5 имеет сквозной радиальный паз 13, внутри KOToponj с зазором проходит заготовка 4, и пару параллельных между собой и перпендикулярных пазу 13 лысок 14 и 15. На каждой лыске 14 и 15 неподвижно закреплены винтами 1 по две пары упоров 17, например, плоскопараллельные концевые меры длины. Причем торцы 18 упоров 17 параллель ны между собой и подведены до касания с заготовкой. 4, что устраняет угловой разворот штока 5 относительно заготовки 4. Кроме того, торцы 18 параллельны образующей отверстия 3 или штока 5. Шток и сменные упоры 17 выполнены из неэлектропроводного материала. Шток 5 соедине1Гс продольным (по стрелке Д) возвратно-поступательным приводом электроискрового станка. К каждому упору 17 закрепляют накладками 10 по два электрода 20, кото- рые соединены с положительным потеншшлом электроискрового станка . Причем рас стояние Е между всеми 8 штуками электродов 20 выставляется одновременно с упором, например, по технологическому шаблону - щупу, толщина которого с учетом межэлектродного зазора превышает толщину перемычки 7. Все электроды 20 имеют простую конфигурацию и обрабатываются одновременно в виде блока (по 8 шт.), аналогично обрабатываются (блоком) упоры 17, что позволяет исключить отклонения плоскостности (по горизонту) как между двумя противолежащими электродами 2О, так и между двумя смежными парами электродов 20, закрепленных на лысках 14 и 15. Устройство работает следующим образом. На электроды 20 и заготовку 4 подают соответственно положительный и отрицательный потенциал. Сообщают возвратно-поступательное движение штоку 5 с электродами 2О от привода электроискрового станка, причем обработка может производиться как при движении штока 5 вниз (в обработке участвуют только электроды 20), так и при движении вверх (в обработке участвуют только нижние электроды 20). Обработка производится в среде электролита. Простота и точность в регулировании взаимного расположения электродов по технологическому шаблону - щупу, возможность обработки сдвоенной (по длине) заготовки, отсутствие необходимости в переналадке взаимного расположения штока 5 с упорами 17 относительно зазготовок 4 после обработки последней позволяют получить точность в пределах iO,OO3 мм по толщине перемычек 7 и 8 и повысить производительность в 3 - 4 раза. Формула изобретения Электродное устройство для электроэрозионной прошивки пазов в заготовке, включающее базовый опорный элемент для крепления заготовки и установленный с возможностью возвратно-поступательного перемещения относительно него электрододержатель с электродами, о т л и ч а ю- щ е е с я тем, что, с целью повышения точности и производительности обработки
при прошивке крестообразных пазов, опо ный элемент выполнен в виде корпуса со сквоэныкга отверстиями, оси которых вза им но перпендикулярны и пересекаются, одно из отверстий, расположенное вдоль вы- 5 соты корпуса, предназначено для размещения и направления электрододержателя, а друше - для закрепления заготовки, а электрододержатель выполнен в виде штока с двумя расположёнными вдоль его оси параллельными между собой лысками, соединенными сквозным пазом, ось которого параллельна оси штока, на каждой из лысок жестко закреплены введенные в yciw ройство сменные упоры в виде пластин 5
из неэлектропроводного материала, котсу рые расположены параллельно оси паза с двух сторон от него и на концах которых установлены электроды, при этом длвна паза превышает длину упоров с закрео ленными на них электродами, а ширвва паза больше диаметра отверстия для уста новки заготовки.
Источники информации,,
принятые во внимание при экспертизе 1. Новые технологические nponecd электрофизической обработкн. Методнчео кие рекомендации НИИвнформацнв по мв шиностроению. М., 1973, с. 202.
; ./

| название | год | авторы | номер документа |
|---|---|---|---|
| Электродное устройство для изготовления пазов в заготовке | 1983 |
|
SU1247204A2 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ДЛЯ ЛОКАЛЬНОЙ ЭЛЕКТРОИСКРОВОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 2012 |
|
RU2527108C2 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ПЕРФОРАЦИОННЫХ КАНАЛОВ В СКВАЖИНЕ И ЕГО МЕХАНИЗМ УЗЛА ПРОШИВКИ ОТВЕРСТИЙ | 2014 |
|
RU2546695C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Приспособление к электроэрозионному станку | 1978 |
|
SU856727A2 |
| Электроэрозионный станок для группового прошивания отверстий | 1976 |
|
SU649536A1 |
| Устройство для механизированного электроэрозионного легирования | 1990 |
|
SU1813029A3 |
| Электрододержатель для электрохимической обработки | 1976 |
|
SU680846A1 |
| Устройство для электроискрового легирования | 2018 |
|
RU2703216C2 |
W
сриг
