Изобретение относится к электро- и электротехгшческим способам обработки и, в частности, касается электродных устройств для изготовления пазов в заготовках.
Цель изобретения - повьппение точности обработки путем сокращения пе- резакреплений обрабатываемых заготовок во время обработки.
Каждое перезакрепление снижает точность вьшолнения размеров, поэтому сокращение переустановок повышает точность обработки .
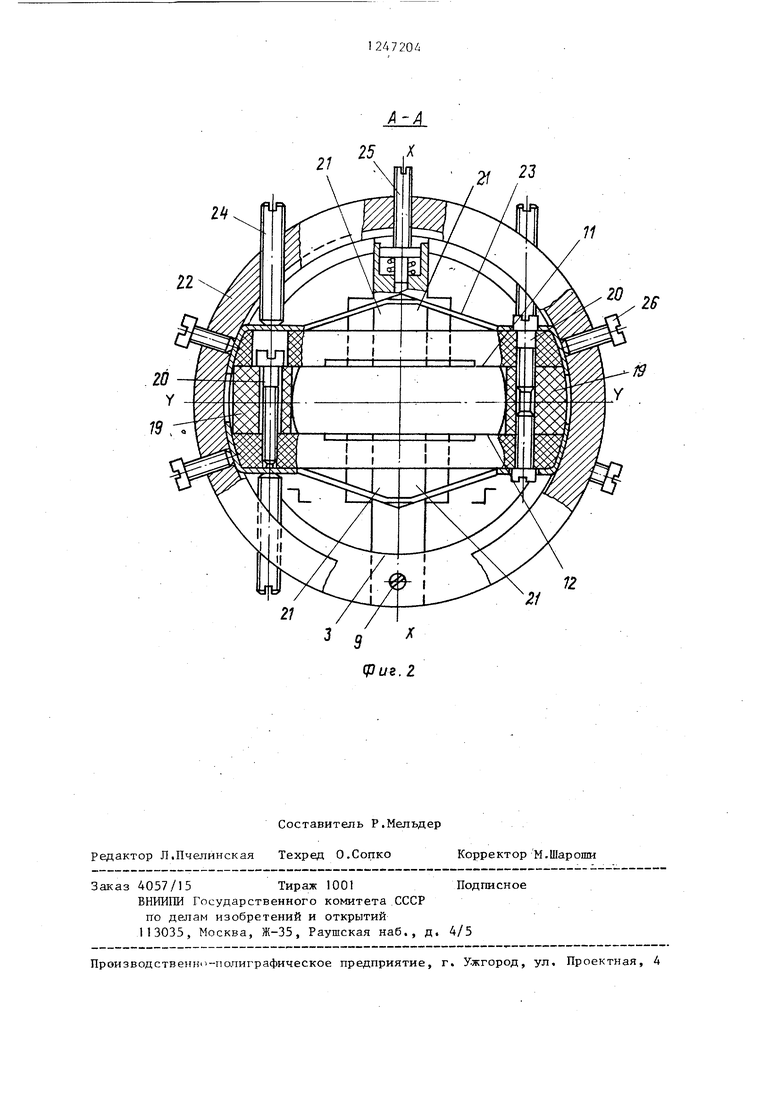
На фиг.1 изображено устройство,; общий вид; на фиг.2 - разрез А-А на фиг.1,
Устройство имеет корпус 1 с двумя отверстиями 2 и 3, в которых с возможностью взаимного перемещения установлена цилиндрическая заготовка 4 и подвижный шток 5. Корпус 1 имеет .два параллельных опорных торца 6 и 7 которыми он крепится на столе 8 электроискрового станка (не показан), Заготовка 4 крепится на корпусе J неподвижно двумя винтами 9. Шток 5 имеет сквозной радиальный паз 10, внутри которого помещена заготовка 4, и пару лысок 11, и 12. На каждой лыске 11 и 12 неподвижно закреплены две пары сменных упоров 13 и 14, выполненных из диэлектрика. На каждом упоре 14 с помощью накладок 15 закреплены электроды 16. На торце штока 5 установлена плоская пружина 17, закрепленная на корпусе 1. Кроме того, на щтоке 5 установлен злектродо- держатель 18, содержащий пластины из диэлектрика 19, скрепленные между собой винтами 20 так, что упомянутые пластины охватывают шток 5. На пластины 19 устанавливают дополнительные электроды 2, закрепленные с
помощью кольца 22, гиюских пружин 23 и винтов 24. При сборке используется технологический фиксатор 25, а кольцо 22 устанавливается на пластинах 19 вместе с пружиной 23 с помощью винтов 26.
Устройство работает следуюпщм образом.
В отверстия 2 и 3 корпуса 1 устанавливают заготовку 4. На штоке 5 собирают упоры 13 и 14, на которых с помощью накладок 15 устанавливают электроды 16. Корпус I устана вливают на стол электроискрового станка.
К электродам и заготовке подводят шины электропитания (не показаны) и производят обработку крестообразных пазов в заготовке 4 при поступательных перемещениях штока 5.
При необходимости обработки дополнительных пазов в заготовкеj профиль которых параллелен линиям крестообразных пазов, на штоке 5 монтируют электрододержатель 18 с пластинами 19, дополнительными .электродами 21, кольцом 22 и плоскими пружинами 23, а на корпусе г плоскую пружину 17, которая своей опорной поверхностью поджимает шток 5 так,
что электроды 16 упирадатся в поверхность заготовки. В таком положении производится обработка пазов при поступательных перемещениях элект- рододержателя 18 и дополнительных
электродов 21 .
Благодаря опоре базовых обработанных поверхностей заготовки 4 на электроды 16 обеспечивается достаточно точное совмещение обрабатьшаемых крестообразных пазов с использованием электродов 16 и дополнительных пазов с применением электродов 2 1 .
24
22
21
23
11
21
12
(Риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродное устройство для электроэрозионной прошивки пазов в заготовке | 1980 |
|
SU959980A1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК НА АЭРОСТАТИЧЕСКИХ ОПОРАХ | 2007 |
|
RU2347676C2 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Станок для электроискровой обработки внутренних цилиндрических поверхностей | 1988 |
|
SU1657308A1 |
| Автоматизированная линия для многопереходной листовой штамповки | 1982 |
|
SU1014624A1 |
| Станок для электроэрозионной обработки внутренней цилиндрической поверхности | 1982 |
|
SU1065123A1 |
| Подающее устройство для распиловки короткомерных заготовок | 1986 |
|
SU1445963A1 |
| Способ измерения термо-ЭДС при сверлении | 2020 |
|
RU2737658C1 |
| Устройство для вырубки заготовок из плоского материала | 1983 |
|
SU1136870A1 |
| Способ измерения термо-ЭДС при сверлении | 2021 |
|
RU2761400C1 |

| Электродное устройство для электроэрозионной прошивки пазов в заготовке | 1980 |
|
SU959980A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
