Изобретение относится к изгртрвлению бетонных строительных конструкций и может быть использовано при производстве преимущественно сборных бетонных изделий из тяжелых бетонов, к которым предъявляются требования высокой плотности и прочности.
Известен способ изготовления бетонных и железобетонных изделий, включающий уплотнение в форме сухой смеси с последующей пропиткой во дои и тепловлажностной обработкой. Последнюю проводят после пропитки водой сухой смеси до полного водонасыщения.
Основным недостатком способа является зна.чительная длительность процесса изготовления изделий.
Наиболее близким по технической сущности и достигаемому результату . к изобретению является способ изготовления бетонных и железобетонных изделий, включающий укладку и уплотнение сухой бетонной смесн в форме с последующей пропиткой водой в процессе тепловлажностной обработки. Пропитку водой осуществляют в процессе тепловлажностной об работки, которую проводят в два
этапа: вначале чиствм паром с температурой 80-100 С до полногопрогрева изделия и образования корочки . на нем, а затем периодическим орошением корочки горячей водой до полного водонасыщения.
Основными недостатками известного способа являются недостаточно плотная
10 упаковка частиц цемента и зерен заполнителя виброуплотнением сухой смеси с пригрузом, некоторое разуплотнение сухой смеси, происходящее после снятия пригруза в процессе
15 перемещения формы и тепловлажностной Обработки с пропиткой водой, а также проведение тепловлажностной. обработки с ПРОПИТКОЙ водой в два этапа: чистым паром с температурой
20 для образования защитной корочки с последующим периодическим орошением поверхности сэбразовавшейся корочки горячей водой.
Следовательно,виброуплотнение су25хой смеси с пригрузом и последующее разуплотнение ее в процессе обработки обусловливают высокое содержание пор в структуре сухой смеси, а тепловлгикностная обработка с
30 пропиткой водой в два этапа удлйляет продолжительность процесса изготовления изделий.
Цель изобретения - ускорение процесса изготовления и повышение пЛотности изделий.
Поставленная цель достигается тем, что согласно способу изготовления бетонных и железобетонных изделий, включающему укладку и уплотнение сухой бетонной смеси в форме с последующей пропиткой водой в процессе тепловлажностной обработки, уплотнение осуществляют импульсами высокого давления с одновременным статическим обжатием, а пропитку производят в обжатом состоянии горячей водой с температурой 80ЮО С.
Одновременное уплотнение сухой смеси статическим сжатием и динамическими воздействиями импульсов высоких давлений, например взрывов химических веществ, высоковольтных электрических разрядов в я идкости или мощных ударов при индукционнодинамических преобразованиях в электромагнитном поле, обеспечивает гексагональную упаковку цементных частиц и зерен заполнителя tie по контактным точкам,.а по некоторым площадкам касания, образованным за счет деформации частиц компонентов смеси при контактном нагружении В результате комплексного воздействия статических и динамических сил резко сокращается объем пор в. структуре сухой смеси. Кроме того, сохранение сухой смеси в уплотненно-сжатом состоянии при пропитке водой способствует образованию практически беспористой структуры цементного камня. Это объясняется тем что фильтрующаяся в порах горячая вода полностью вытесняет свободнонаходящийся воздух, а затем сама, вступая в реакцию при гидратировании сжатых цементных частиц, замещается в порах и вытесняется из них образующейся сольватной оболочкой под действием контактных нагружении и внутренних сил взаимодействия.„ .
Непрерывная пропитка горячей водой сухой смеси при 80-100°С способствует ускорению кинетики формирования структуры цементного камня, сокращает продолжительность пропитки водой и тепловлажностной обработки, а следовательно, ускоряет процесс изготовления изделий.
Технология способа состоит в .следующем,
Готовят сухую смесь и помещают ее в форму изделия. Уплотняют сухую смесь статическим нагружением 0,1 МПа. Воздействуют на статически сжатую сухую смесь импульсом высокого давления -. взрывом за,ряда взрывчатых веществ бризантного действия - через метаемую стежку формы. Под действием механической энергии ударной волны и газообразных продуктов взрыва, имеющего время выделения .энергии около 10 МКС и давление на фронте ударной волны около 3000 МПа, происходит переупаковка цементных частиц и з.ерен заполнителя с их деформированием и развитием контактных .площадок. При этом структура сухой |смеси качественно изменяется в сторону снижения пористости. Затем сухую смесь в форме с сохранением уплртненно-сжатого состояния погружаю в бассейн с горячей водой при 80ЮО С для пропитки до полного водонасыщения. После -пропитки производят дальнейшую тепловую обработку твердеющих изделий до набора бетоном 40% Г7РОЧНОСТИ, Для набора бетоном требуемой прочности изделия. снова помещают в бассейн с горячей .
Пример-. Производят изготовление образцов из бетона состава 1:1; 5:2,5. Сухую смесь из компонентов воздушно-сухого состояния помещают в стальную форму с перфорированными стенками, облицованными с внутренней стороны дренирующим слоем. Статическое нагружение 0,1 МПа на подвижную стен.ку формы осуществляют при помощи стальных пржин. На подвижной (метаемой) стенке формы размещают слой аммонита б-ЖВ толщиной 10 мм, детонирующий шнур и электродетонатор. Взрывают этот заряд. Уплотненно-сжатое состояние сухой смеси сохраня1от постоянно усилиями пружин. Форму с уплотненносжатой смесью погружают в бассейн с горячей водой при 80, 90, 100°С. Вода через перфорацию быстро заполняет дренирующую оболочку и поэтому сразу же смачивает всю поверхность сухой смеси, фильтруясь вовнутрь до полного водонасыщения. Полное водонасыщение образца-куба с размерами сторон 150 мм составляет 20-25 мин. Через 1,8-2,5 ч производят распалубку изделий с дельнейшей тепловлажностной обработкой.
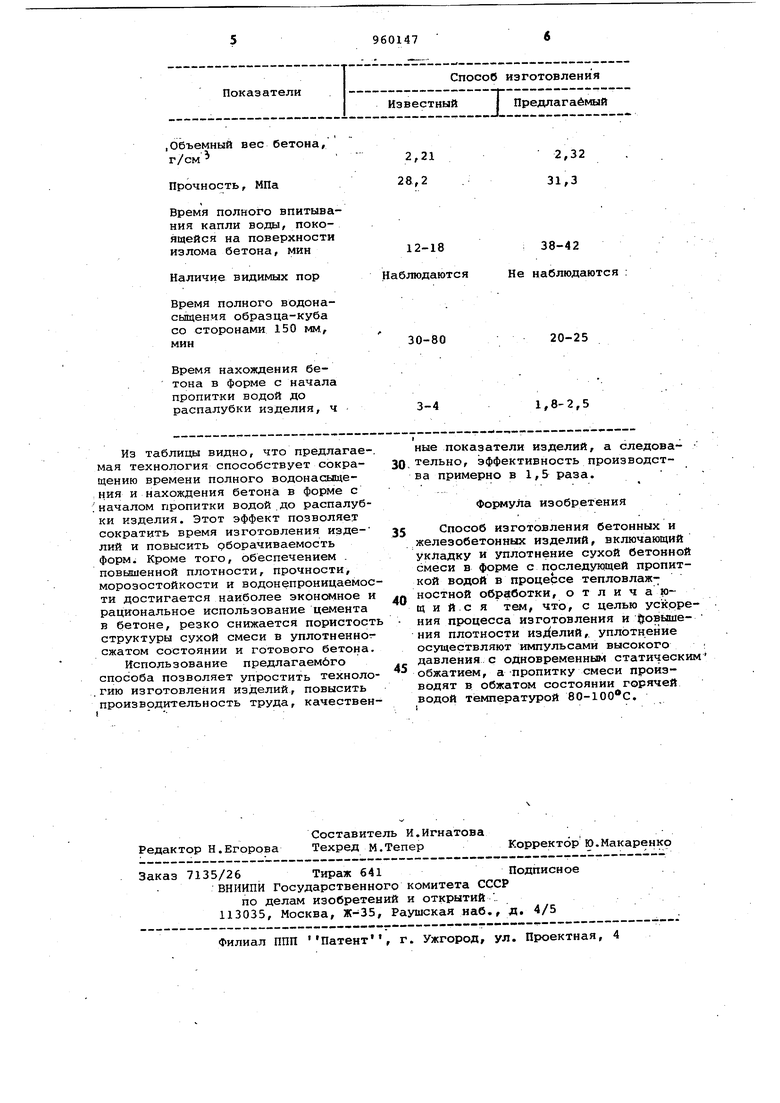
Данные испытаний сведены в таблицу. . .Объемный вес бетона, г/см
Прочность, МПа
Время полного впитывания капли воды, покоящейся на поверхности излома бетона, мин
Наличие видимых пор
Время полного водонасыщения образца-куба со сторонами 150 мм, мин
Время нахождения бетона в форме с начала пропитки водой до распалубки изделия, ч
Из таблицы видно, что предлагавмая технология способствует сокращению времени полного водонасьпцения и нахождения бетона в форме с
;началом пропитки водой.до распалубки изделия. Этот эффект позволяет сократить время изготовления издеЛИЙ и повысить рборачиваемость форм. Кроме того, обеспечением . повышенной плотности, прочности, морозостойкости и водонепроницаемости достигается наиболее эконсяу1ное и рациональное использование цемента в бетоне, резко снижается пористост структуры сухой смеси в уплотненнотсжатом состоянии и готового бетона.
Использование предлагаембго способа позволяет упростить техноло.гию изготовления изделий, повысить производительность труда, качествен2,21
2,32 28,2 31,3
38-42
12-18 Не наблюдаются аблюдаются
20-25
30-80 1,8-2,5 3-4
ные показатели изделий, а следовательно, эффективность производства примерно в 1,5 раза.
Формула изобретения
Способ изготовления бетонных и железобетонных изделий, включающий укладку и уплотнение сухой бетонной смеси в форме с последующей пропиткой водой в процессе тепловлажкостной обработки, о т л и ч а ющ и и с я тем, что, с целью ускорения процесса изготовления и |1овышения плотности изделий,, уплотнение осуществляют импульсами высокого :
давления.с одновременным статическим
обжатием, а пропитку смеси производят в обжатом состоянии горячей водой температурой 80-100 С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бетонных и железобетонных изделий | 1975 |
|
SU637257A1 |
| Способ изготовления бетонных изделий | 1981 |
|
SU1004110A1 |
| МОНОИМПУЛЬСНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2080989C1 |
| Способ изготовления бетонных и железобетонных изделий и конструкций | 1989 |
|
SU1719379A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В СУРОВЫХ КЛИМАТИЧЕСКИХ УСЛОВИЯХ | 1993 |
|
RU2121917C1 |
| Способ изготовления железобетонных изделий | 1987 |
|
SU1477556A1 |
| Способ изготовления бетонных и железобетонных изделий | 1989 |
|
SU1742273A1 |
| Способ изготовления декоративных железобетонных изделий | 1982 |
|
SU1183374A1 |
| Способ изготовления бетонных и железобетонных изделий | 1986 |
|
SU1491719A1 |
| Способ изготовления двухслойных бетонных панелей | 2017 |
|
RU2666171C1 |
