Изобретение относится к области производства строительных материалов, изделий и конструкций, в том числе для изготовления сборных стеновых панелей или облицовочных панелей.
Известен способ изготовления газобетонных изделий, заключающийся в том, что газобетонную смесь выдерживают в течение процесса газообразования и схватывания в закрытой со всех сторон форме (с крышкой), воспринимающей внутреннее давление, возникающее при газообразовании и допускающей вытекание части воды через неплотности, выжимаемой из смеси внутренним давлением. Из-за уплотнения верхней части смеси происходит формирование двухслойной структуры [А.с. №149701, класс 80b, 109 от 1962 Бюл. №16].
Недостатками данного способа является, то, что он пригоден для производства мелкоштучных изделий. Однако для изготовлениия крупноразмерных изделий (стеновые панели) он является технически сложным. Более того, реализовать данный способ можно исключительно при наличии в смеси порообразователя (алюминиевой пудры). При работе с легкими и тяжелыми бетонами он нереализуем. Получаемый с помощью данного метода защитный слой обладает повышенной пористостью и низкой маркой на морозостойкость, в результате чего требуется применение специальных теплозащитных штукатурок.
Известен способ изготовления вариатропных ячеистобетонных изделий [Патент РФ №2243190 C1, от 02.06.2003, МПК C04B 40/02, Бюллетень №36, опубл. от 27.12.2004]. Сущность способа заключается в следующем: в форму, предназначенную для изготовления ячеистобетонного изделия, заливают пенобетонную смесь. Через 20-60 мин после заливки в поверхностный слой вводят дополнительный ингредиент (пену) и перемешивают этот слой ограниченной толщины. Затем уменьшают толщину перемешиваемого слоя и заменяют вводимый дополнительный ингредиент - вместо пены начинают вводить дисперсный твердый материал, например цемент. Перемешивая его с пенобетонной смесью в поверхностном слое толщиной 5-10 мм, благодаря этому открытая поверхность сильно поризованного ячеистого бетона защищается слоем пенобетона повышенной плотности.
Недостатками этого изобретения являются: значительная трудоемкость изготовления изделий, повышенный расход дополнительного ингредиента; неравномерность образования защитного слоя из-за различной степени поверхностной и сквозной пористости пеноблока; данный способ не реализуем при применении легких и тяжелых бетонных смесей.
Прототипом к заявляемому изобретению является изобретение «Способ совмещенного формования двухслойных панелей «лицом вниз»», характеризующийся тем, что на отформованный нижний слой укладывается прокладка из листового материала, которую извлекают после формования верхнего слоя [А.с. №565822, от 02.01.1975, МПК B28B 1/08, Бюллетень №27, опубл. от 27.09.2007].
Недостатком этого изобретения является то, что для изготовления слоистого изделия требуется опалубочная форма сложной конфигурации, позволяющая без потери «цементного молока» убирать разделительный лист. Изделие, создаваемое данным способом, имеет четко выраженную контактную зону. Однако из-за того что формование и уплотнение слоев происходит с разделительной стенкой, то после ее удаления контактная зона двух слоев имеет низкую адгезию по всей границе. Это связано с тем, что структурообразование зоны контакта происходит за счет гравитационных сил собственного веса заполнителя, в результате чего происходит осаждение частиц верхнего слоя в нижний слой. При этом равномерная цементная упаковка этой зоне отсутствует. Кроме выше перечисленного, данное изобретение имеет повышенный расход металлоемкости и трудоемкий.
Задачей изобретения является совершенствование способа изготовления двухслойных бетонных панелей за счет разработки ресурсосберегающей технологии путем снижения материало- и трудоемкости изготовления.
Поставленная задача достигается тем, что в способе изготовления двухслойных бетонных панелей, включающем виброформование нижнего и верхнего слоев, согласно изобретению, сухую смесь перемешивают в течение 5 мин., затем добавляют воду в повышенном количестве с добавлением пластифицирующей добавки на основе поликарбоксилатов и перемешивают 5 мин., при перемешивании после затворения водой смесь расслаивается: крупный заполнитель отделяется, а остальные фракции в виде суспензии оседают вниз, и уже затем осуществляют вибрационно-динамическое воздействие в течение 60 секунд с пригрузом. После вибрирования происходит образование нижнего плотного слоя за счет осаждения дисперсной фазы - тонко дисперсных фракций: вяжущего и мелкого заполнителя, а крупная фракция образует крупнопористый поверхностный слой. Затем отформованное изделие подвергают естественному твердению или твердению при тепловлажностной обработке с обычным распалубливанием.
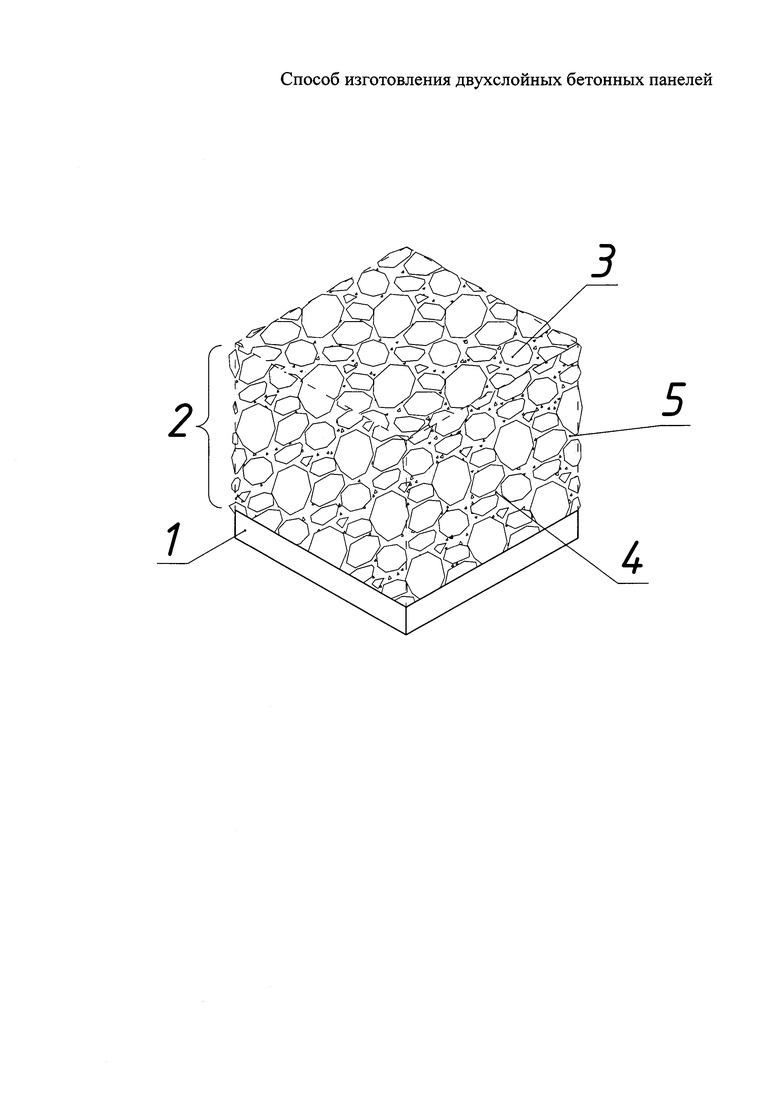
Сущность способа поясняется чертежом, где приведен общий вид полученного двухслойного образца способом изготовления двухслойных панелей методом вибрационно-динамического осаждения дисперсной фазы.
Изготовленный образец по предложенному способу состоит из нижнего слоя 1 с повышенной плотностью и верхнего крупнопористого слоя 2. Верхний слой 2 состоит из крупного заполнителя 3, мелкого заполнителя 4 и склеивающей их цементной прослойки 5. Нижний слой 1 имеет однородную плотноупакованную структуру из вышеперечисленных компонентов.
Разделение на два слоя происходит за счет явления расслоения бетонной смеси вызванной вибрационно-динамическим осаждением дисперсной фазы.
В качестве примера приготовляли бетонную смесь следующего состава. Расход твердых компонентов, кг/м3 бетонной смеси: портландцемент ЦЕМ I 42,5Н - 350; кварцевый песок средней крупности для строительных работ фракции 0,63-2,5 (мм) (Мкр=2,5) Кабаковского месторождения Респ. Башкортостан - 700; щебень крупностью не более 20 мм - 1050. Расход жидких компонентов, л/м3 бетонной смеси: суперпластификатор на основе поликарбоксилатного эфира - 3,5; вода водопроводно-питьевая с водородным показателем 4…12,5 - 192,5.
Способ осуществляется следующим образом.
Сухую смесь перемешивают в течение 5 мин. Далее добавляют воду в повышенном количестве с добавлением пластифицирующей добавки на основе поликарбоксилатов и перемешивают еще 5 мин. При перемешивании после затворения водой смесь расслаивается: крупный заполнитель отделяется, а остальные фракции в виде суспензии оседают вниз. Затем осуществляют вибрационно-динамическое воздействие в течение 60 с с пригрузом, после чего смесь должна иметь усадку 0,5-1,5 см за счет уплотнения нижнего слоя. Для этого необходимо предусмотреть расход материалов с учетом коэффициента выхода смеси. Образование нижнего плотного слоя после вибрирования происходит за счет осаждения дисперсной фазы - тонкодисперсных фракций: вяжущего и мелкого заполнителя, а крупная фракция всплывает вверх, образуя крупнопористый поверхностный слой. После окончания вибрирования отформованное изделие подвергают естественному твердению или твердению при тепловлажностной обработке с обычным распалубливанием.
Были получены образцы двухслойной панели размерами 100×100×100 мм предложенным способом со следующими параметрами:
Высота нижнего слоя 1-10 мм, высота верхнего слоя 2-90 мм. Прочность на сжатие нижнего слоя 1-29,8 МПа (класс бетона В20), прочность верхнего слоя 2-5,28 МПа (класс бетона В3,5). Плотность нижнего слоя 1-3030 кг/м3, прочность верхнего слоя 2-1617,7 кг/м3.
Предложенный способ изготовления двухслойных панелей методом вибрационно-динамического осаждения дисперсной фазы является ресурсосберегающей технологией за счет снижения материало- и трудоемкости изготовления в отличие от известных аналогов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУСЛОЙНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ, СПОСОБ И БЕТОНЫ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2017908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2003 |
|
RU2270091C2 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ | 1993 |
|
RU2071456C1 |
| СУХАЯ ТЕПЛОИЗОЛИРУЮЩАЯ ГИПСОПЕНОПОЛИСТИРОЛЬНАЯ СТРОИТЕЛЬНАЯ СМЕСЬ ДЛЯ ПОКРЫТИЙ, ИЗДЕЛИЙ И КОНСТРУКЦИЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2007 |
|
RU2338724C1 |
| КОНСТРУКЦИОННО-ТЕПЛОИЗОЛЯЦИОННЫЙ ЭКОЛОГИЧЕСКИ ЧИСТЫЙ ПОЛИСТИРОЛБЕТОН, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ И СПОСОБ ВОЗВЕДЕНИЯ ИЗ НИХ ТЕПЛОЭФФЕКТИВНЫХ ОГРАЖДАЮЩИХ КОНСТРУКЦИЙ ЗДАНИЙ ПО СИСТЕМЕ "ЮНИКОН" | 2002 |
|
RU2230717C1 |
| СПОСОБ РАЗДЕЛЬНОГО БЕТОНИРОВАНИЯ | 2017 |
|
RU2658737C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ БЕТОННОЙ СМЕСИ И БЕТОННАЯ СМЕСЬ | 1992 |
|
RU2028995C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОФОРМАТНОЙ ОГНЕЗАЩИТНОЙ ПЛИТЫ И СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОФОРМАТНОЙ ОГНЕЗАЩИТНОЙ ПЛИТЫ НА ОСНОВЕ ДАННОЙ СМЕСИ | 2021 |
|
RU2804960C2 |
| Способ приготовления шлакопемзобетонной смеси | 1987 |
|
SU1530624A1 |
| Способ изготовления строительных изделий | 1981 |
|
SU1011590A1 |
Изобретение относится к области производства строительных материалов, изделий и конструкций, в том числе для изготовления сборных стеновых панелей или облицовочных панелей. Способ изготовления двухслойных бетонных панелей включает виброформование нижнего и верхнего слоев. При этом сначала сухую смесь перемешивают в течение 5 мин. Затем добавляют воду в повышенном количестве с добавлением пластифицирующей добавки на основе поликарбоксилатов и перемешивают в течение 5 мин, после чего при перемешивании после затворения водой смесь расслаивается на крупный отделяемый заполнитель и фракции в виде суспензии, оседающие вниз. Затем осуществляют вибрационно-динамическое воздействие в течение 60 с с пригрузом с образованием нижнего плотного слоя за счет осаждения тонкодисперсных фракций: вяжущего и мелкого заполнителя, и крупной фракции, образующей крупнопористый поверхностный слой. Затем отформованное изделие подвергают естественному твердению или твердению при тепловлажностной обработке с обычным распалубливанием. Техническим результатом является совершенствование способа изготовления двухслойных бетонных панелей за счет разработки ресурсосберегающей технологии путем снижения материало- и трудоемкости изготовления. 1 ил.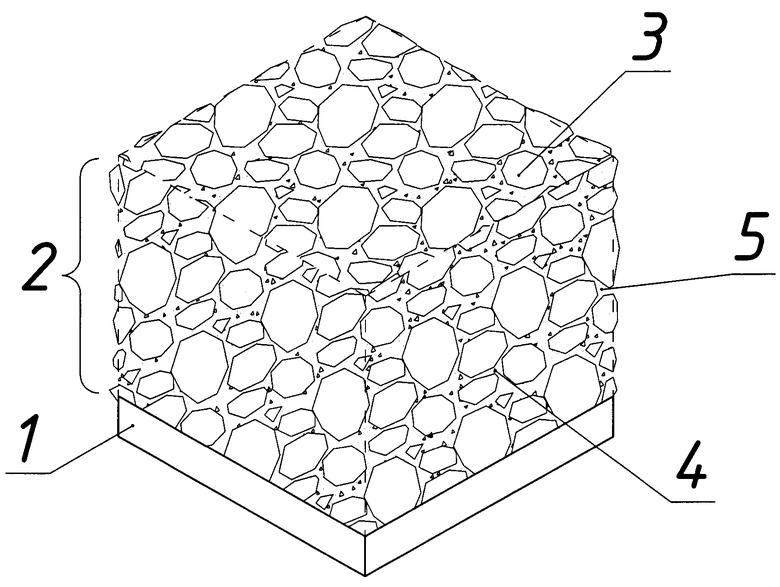
Способ изготовления двухслойных бетонных панелей, включающий виброформование нижнего и верхнего слоев, отличающийся тем, что сухую смесь перемешивают в течение 5 мин, затем добавляют воду в повышенном количестве с добавлением пластифицирующей добавки на основе поликарбоксилатов и перемешивают 5 мин, после чего при перемешивании после затворения водой смесь расслаивается на крупный отделяемый заполнитель и фракции в виде суспензии, оседающие вниз, затем осуществляют вибрационно-динамическое воздействие в течение 60 с с пригрузом с образованием нижнего плотного слоя за счет осаждения тонкодисперсных фракций: вяжущего и мелкого заполнителя и крупной фракции, образующей крупнопористый поверхностный слой, затем отформованное изделие подвергают естественному твердению или твердению при тепловлажностной обработке с обычным распалубливанием.
| Способ совмещенного формования двухслойных панелей "лицом вниз | 1975 |
|
SU565822A1 |
| Способ изготовления трехслойных стеновых панелей и устройство для его осуществления | 1989 |
|
SU1675115A1 |
| Способ изготовления трехслойных панелей | 1978 |
|
SU771066A1 |
| СПОСОБ НЕПРЕРЫВНОГО ФОРМОВАНИЯ АРМИРОВАННЫХ СЕТЧАТЫМ ПОЛОТНОМ ЛИСТОВ | 1992 |
|
RU2062701C1 |
| US 3998024 A1, 21.12.1976. | |||

