Вышедшие из строя, изношенные железнодорожные колесные бандажи перекатываются в другие формы, пригодные в использованию для производства разных ходких изделий, напр. лопат, вил, лемехов и т.п. многочисленных предметов сельского хозяйства и других машин. Чтобы получать материал без пленок (складок), требуется бандажи до перекатки подвергать предварительной подготовке, при которой срезаются внутренние их выступы. Подготовительная работа перед перекаткой производится обычно на нормальных лобовых и карусельных станках, производительность коих для данного рода работ незначительна, при чем перекатанный из старых бандажей материал обходится слишком дорого, и только при применении специальных, большой производительности, станков возможно получение из старых бандажей дешевого перекатанного материала.
В предлагаемом карусельном станке для срезания внутренних выступов на использованных колесных бандажах, с целью их последующей переделки, или др. работ установлены в осевой полости стола четыре призматические колонки, снабженные резцовыми суппортами, которые могут работать порознь или одновременно при концентрации режущих инструментов.
На чертеже фиг. 1 изображает общий вид установки карусельного станка; фиг. 2 - то же, вид сверху; фиг. 3 - продольный разрез установки карусельного станка.
Карусельный станок состоит (фиг. 1, 2 и 3) из цилиндрической станины 1, укрепленной к ней призматической суппортной колонки 2, на каждой стороне которой размещены по одному суппорту 3, 3, 3, 3, кольцеобразной планшайбы (патрона) 4. Планшайба получает вращение вокруг суппортной колонки по наклонным направляющим 5 станины 1 от электромотора 6, приводящего во вращение через зубчатое и червячное колеса 7 и 8 скрепленный с планшайбой зубчатый обод 9 посредством вертикального вала 10 и зубчатки 11.
Четыре суппорта 3, 3, 3, 3 получают независимые друг от друга автоматические перемещения, а именно: от зубчатого обода 9, через червячную передачу, конические шестерни 12, расположенный внутри колонки вертикальный вал 13 и насаженную на валу зубчатку 14, действующую, в зависимости от ее соединения с зубчатками 15, 15, 15, 15, связанными с ходовыми винтами 16, 16, 16, 16, на каждый суппорт в отдельности (фиг. 3).
Вращением вручную крестовин 17, зубчаток 18, 15 и ходовых винтов 16 достигается вертикальное перемещение соответствующих суппортов по колонке. Радиальное перемещение вручную державок резцов 19 по суппортам производится крестовинами 20 с помощью червячной передачи зубчатки 21. Последняя перемещает зубчатую рейку державки резца.
Во избежание бокового перекашивания и дрожания планшайбы от больших сил, действующих на резцы, укрепляется к фланцу колонки двухполовинчатое кольцо 22, прилегающее выступающей частью к планшайбе в виде упорной направляющей.
При рациональном использовании четырех суппортов получается производительность станка по срезанию внутренних выступающих частей а и б бандажа.
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНОЙ ПЕРЕНОСНОЙ СТАНОК ДЛЯ РАСТОЧКИ ОТВЕРСТИЙ | 1925 |
|
SU2568A1 |
| Суппорт к станку для обточки колесных бандажей | 1927 |
|
SU13125A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБРАБОТКИ КОНЦОВ ДЕТАЛЕЙ ТИПА ТРУБ | 1966 |
|
SU214286A1 |
| Устройство для расточки соосных отверстийи пОдРЕзКи ТОРцОВ | 1979 |
|
SU848161A1 |
| Мобильный станок для обработки отверстий трубопроводной арматуры | 2021 |
|
RU2777795C1 |
| ПЕРЕНОСНЫЙ СТАНОК ДЛЯ ОБТОЧКИ ПАЛЬЦЕВ КРИВОШИПА КОЛЕСНЫХ ПАР | 1939 |
|
SU58260A1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| Станок для обработки колесных бандажей | 1926 |
|
SU5428A1 |
| Станок для обточки колесных пар | 1958 |
|
SU118679A1 |
| Резьбонарезной станок | 1981 |
|
SU990447A1 |
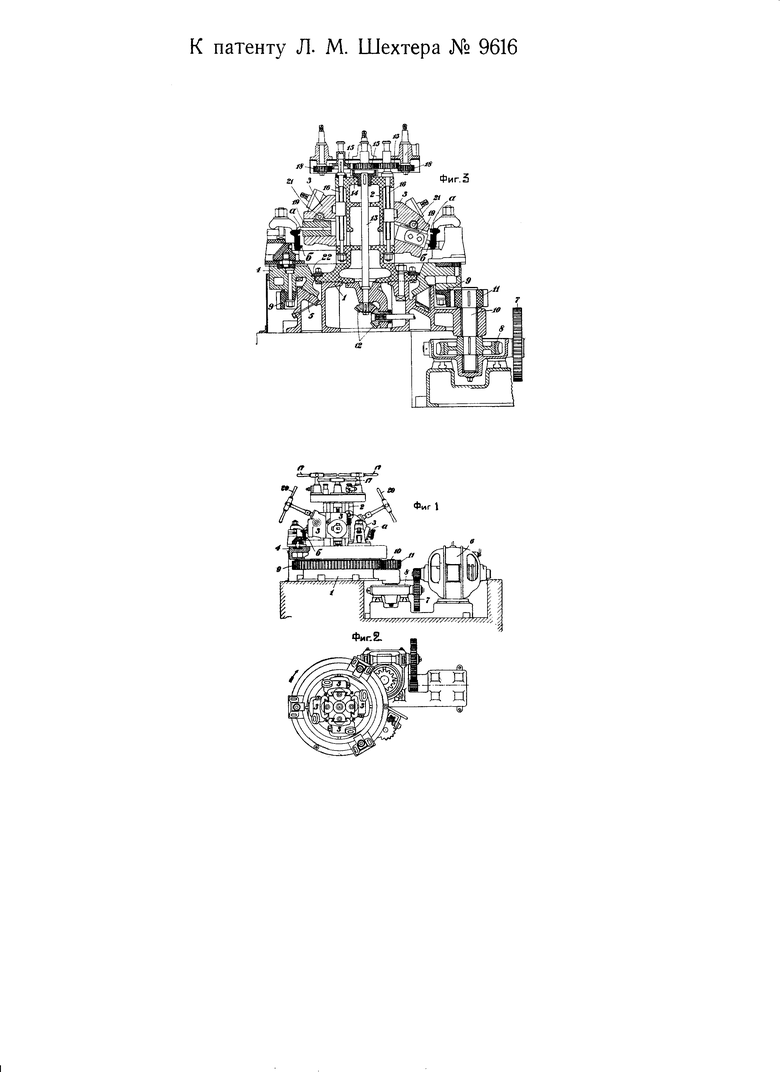
Карусельный станок для срезания внутренних выступов на использованных колесных бандажах, с целью их последующей переделки, или др. работ, характеризующийся применением установленной в осевой полости стола 4 призматической колонки 2, снабженной на боковых сторонах резцовыми суппортами 3 (фиг. 1, 2), ходовые винты 16 (фиг. 3) которых могут быть порознь или одновременно сцепляемы с заключенным в колонке передаточным валиком, связанным посредством конических шестерен 12 и червячной передачи с приводным валом 10 станка.
