(54) УСТРОЙСТВО ДЛЯ ФИГУРНОЙ КИСЛОРОДНОЙ РЕЗКИ
листов
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кислородной вырезки деталей | 1982 |
|
SU1073023A1 |
| Машина для термической резки листов | 1979 |
|
SU872086A1 |
| Машина для термической резки | 1973 |
|
SU602323A1 |
| Устройство для резки профильного проката | 1980 |
|
SU946836A1 |
| Установка для тепловой обработки деталей | 1975 |
|
SU529915A1 |
| Устройство для термической резки слябов | 1980 |
|
SU961885A1 |
| Устройство для раскроя рулонного эластичного материала | 1982 |
|
SU1341026A1 |
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ | 1995 |
|
RU2098244C1 |
| Устройство для раскроя рулонного эластичного материала | 1982 |
|
SU1129070A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО РАСКРОЯ ЛИСТА ЗАГОТОВКИ, УСТРОЙСТВО ДЛЯ АВТОМАТИЗИРОВАННОГО РАСКРОЯ ЛИСТА ЗАГОТОВКИ И МЕХАНИЗМ ЗАХВАТА И УДАЛЕНИЯ ВЫКРОЕННОГО СЕГМЕНТА ЗАГОТОВКИ ЗАДАННОЙ ФОРМЫ | 1994 |
|
RU2114780C1 |
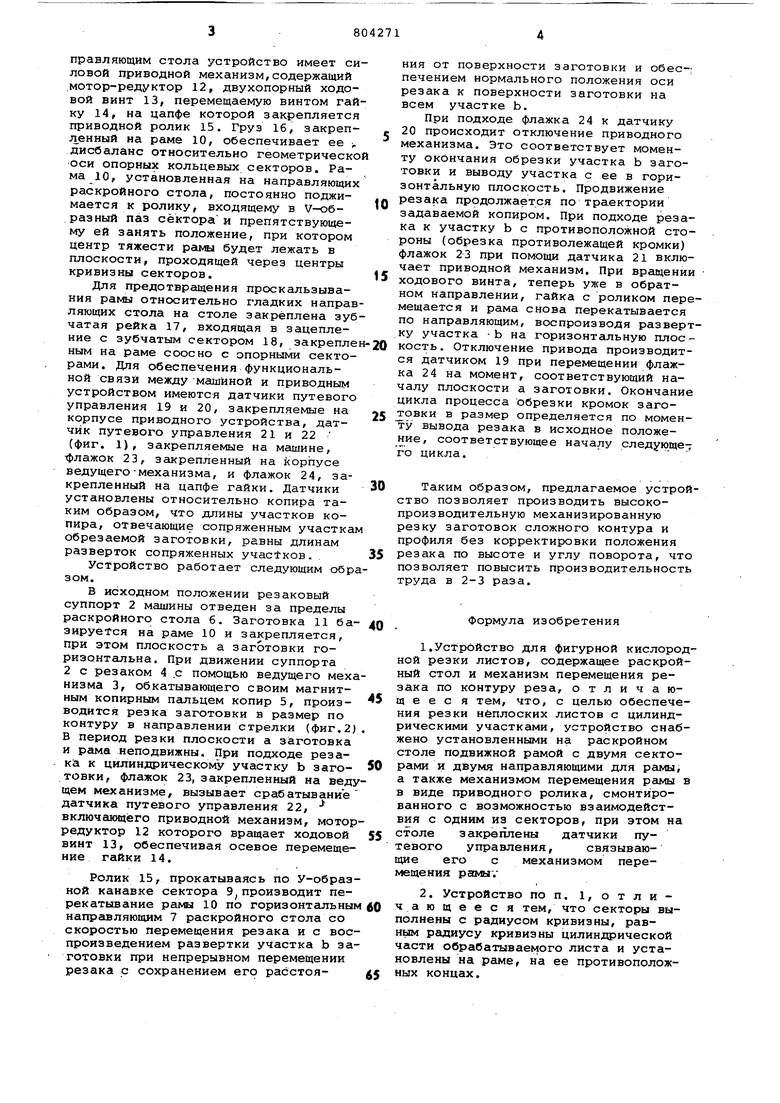
Изобретение относится к газопламен ной обработке металлов и может быть использовано в различных отраслях народного хозяйства при обрезке в раз мер и обработке кромок под сварку заготовок сложного контура и профиля гнутых или штампованных из листа, име ющих в продольном сечении, плоский угол больше радиусом сопряжения пересекающихся плоскостей большим,чем толщина разрезаемого листа. Известно устройство для механизированной разделительной кислородной , резки I заготовок сложного контура (по лос из изогнутых листов), содержащее узел воспроизведения профиля резки с кулачком, смонтированным на рамке 1J Наиболее близкое к предлагаемому устройство для фигурной кислородной резки листов содержит раскройный сто и механизм перемещения резака по кон туру реза 2J. Однако устройство обеспечивает pesky только плоских листов. Цель изобретения - обеспечение резки неплоских листов с цилиндри ческими участками. Указанная цель достигается тем, что устройство снабжено установленными на раскройном столе подвижной. рамой с двумя секторами, двумя направляющими для рамы, механизмом перемещения рамы в виде приводного ролика, смонтированного с возможностью взаимодействия с одним из секторов, а также датчиками путевого управлени я, закрепленными на столе и связывающими его с механизмом перемещения рамы. Кроме того, секторы выполнены с радиусом кривизны, равным радиусу кривизны цилиндрической части обрабатываемого листа, и установлены на раме концентрично цилиндрической части листа. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - раскройный стол с рс1мой и приводным механизмом. Устройство содержит балку 1 с резаковым суппортом 2, перемещаемым ведущим механизмом 3 с обеспечением движения резака 4 по траектории, задаваемой копиром 5. Под консолью машины размещается раскройный стол 6, на горизонтальные направляющие 7 которого (фиг. 2) секторами 8 и 9 опирается рама 10 с закрепляемой на ней заготовкой 11. Сектор 9 имеет V-образную кольцевую канавку, а сектор 8 выполнен глад.КИМ.Для перекатывания рамы 10 по направляющим стола устройство имеет силовой приводной механизм,содержащий .мотор-редуктор 12, двухопорный ходовой винт 13, перемещаемую винтом гайку 14, на цапфе которой закрепляется приводной ролик 15. Груз 16, закрепленный на раме 10, обеспечивает ее ;. дисбаланс относительно геометрической оси опорных кольцевых секторов. Рама 10, установленная на направляющих раскройного стола, постоянно поджимается к ролику, входящему в V-образный паз сектораи препятствующему ей занять положение, при котором центр тяжести рама будет лежать в плоскости, проходящей через центры кривизны секторов.
Для предотвращения проскальзывания рамы относительно гладких направляющих стола на столе закреплена зубчатая рейка 17, входящая в зацепление с зубчатым сектором 18, закреплен ным на раме соосно с опорными секторами. Для обеспечения функциональной связи между машиной и приводным устройством имеются датчики путевого управления 19 и 20, закрепляемые на корпусе приводного устройства, датчик путевого управления 21 и 22 (фиг. 1), закрепляемые на машине, т1)лажок 23, закрепленный на корпусе ведущего-механизма, и флажок 24, закрепленный на цапфе гайки. Датчики установлены относительно копира таким образом, что длины участков копира, отвечающие сопряженным участкам обрезаемой заготовки, равны длинам разверток сопряженных учас±ков.
Устройство работает следующим образом.
В исходном положении резаковый суппорт 2 машины отведен за пределы раскройного стола 6. Заготовка 11 базируется на раме 10 и закрепляется, при этом плоскость а заготовки горизонтальна. При движении суппорта 2 с резаком 4 .с помощью ведущего механизма 3, обкатывающего своим магнитным копир ным пальцем копир 5, производится резка заготовки в размер по контуру в направлении стрелки (фиг.2) В период резки плоскости а заготовка и рама неподвижны. При подходе резака к цилиндрическому участку b заготовки, флажок 23, закрепленный на ведущем механизме, вызывает срабатывание датчика путевого управления 22, включающего приводной механизм, моторредуктор 12 которого вращает ходовой винт 13, обеспечивая осевое перемещение гайки 14.
Ролик 15, прокатываясь по У-образной канавке сектора 9,производит перекатывание 10 по горизонтальны направляющим 7 раскройного стола со скоростью перемещения резака и с воспроизведением развертки участка Ь заготовки при непрерывном перемещении резака с сохранением его расстояния от поверхности заготовки и обес-; печением нормального положения оси резака к поверхности заготовки на всем участке Ь.
При подходе флажка 24 к датчику 20 происходит отключение приводного механизма. Это соответствует моменту окончания обрезки участка Ь заготовки и выводу участка с ее в горизонтальную плоскость. Продвижение резака продолжается по траектории задаваемой копиром. При подходе резака к участку Ь с противоположной стороны (обрезка противолежащей кромки) флажок 23 при помощи датчика 21 включает приводной механизм. При вргицении ходового винта, теперь уже в обратном направлении, гайка с роликом перемещается и рама снова перекатывается по направляющим, воспроизводя развертку участка -Ь на горизонтальную плоскость. Отключение привода производится датчиком 19 при перемещении флажка 24 на момент, соответствующий началу плоскости а заготовки. Окончание цикла процесса обрезки кромок заготовки в размер определяется по моменту вывода резака в исходное положение, соответствующее началу следующе-; го цикла.
Таким образом, предлагаемое устройство позволяет производить высокопроизводительную механизированную резку заготовок сложного контура и профиля без корректировки положения резака по высоте и углу поворота, что позволяет повысить производительность труда в 2-3 раза.
формула изобретения
