Изобретение относится к черной металлургии, в частности к контролю и управлению нагревом металла в методической печи.
Известна система визуального наблюдения за технологическим процессом (например, за прохождением металла через методическую печь, содержаицая стеклянную трубку, в которую с помощью насоса засасывается жидкость, служащая носителем информации, электропневматический клапан для ввода воздушных меток, датчик фиксации воздушных пузырей -и изображение продольного разреза печи ll.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является система слежения за параметрами заготовок, содержащая пульт с ручными задатчиками исходной информации о параметрах заготовок, подаваемых в печь, и следящее устройство с изобргикением продольного разреза печи, вырабатывающее визуально считываемую информацию о распределении этих параметров по длине печи.
Следящее устройство представляет .собой мнемосхему, основным узлом кр.торой является прозрачная капиллярная
трубка с носителем информации, расположенная вдоль изображения контуров методической печи. Внутри трубки находится вода и воздушные пузыри. Вода подается в трубку шланговым насосом, ротор которого приводиться во вращение приводом, состоящим из двигателя, редуктора и электромагнита сцепления. Воздух для формирова10ния пузырей подается от источника сжатого воздуха через электропневматический клапан.
Каждая нагреваемая в печи заготовка отображается на мнемосхеме пузы15рем и прилегающим к нему участком воды. Пузыри нормального размера соответствуют 3aroTOBKciM с одинаковыми параметрами а пузыри . увеличенные т первым заготовкам,, у которых
20 хотя бы один параметр отличается от параметров предыдущих заготовок. Расстояние между соседними пузырями соответствует ширине заготовки.
С помощью ручных задатчиков, вы25полненных в виде переключателей и установленных на пульте, оператор вводит в следящее устройство исходную информацию о параметрах подаваемых в печь заготовок. При выдаче .
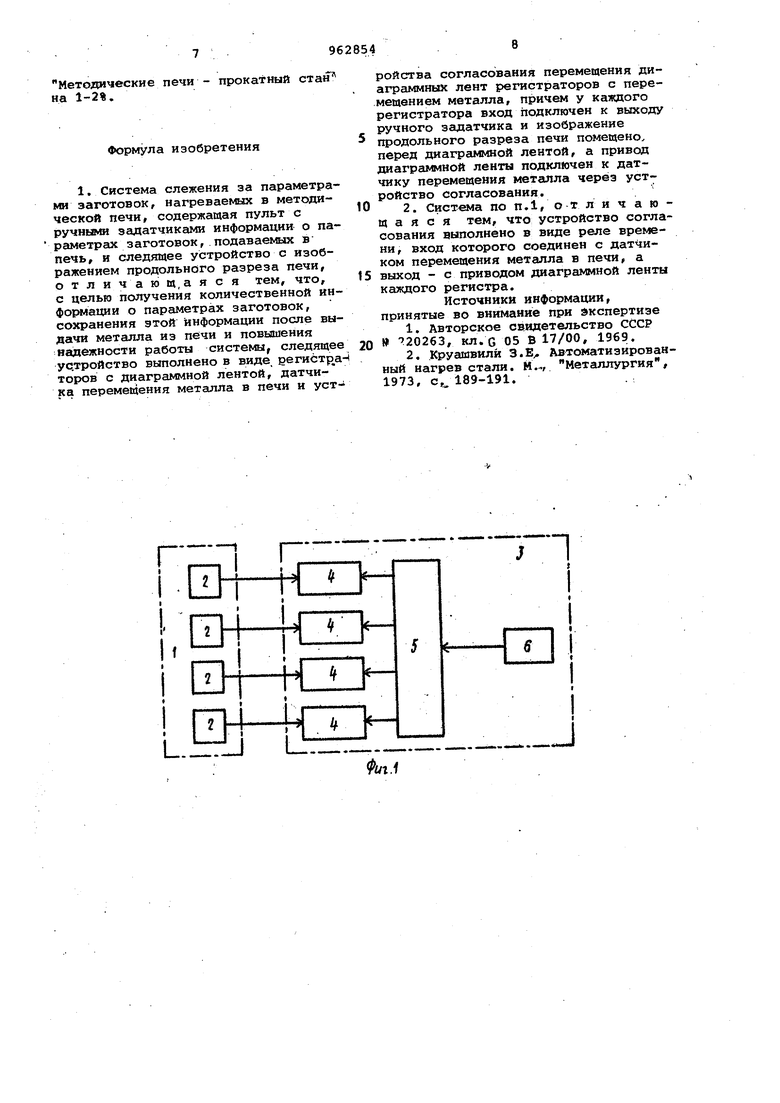
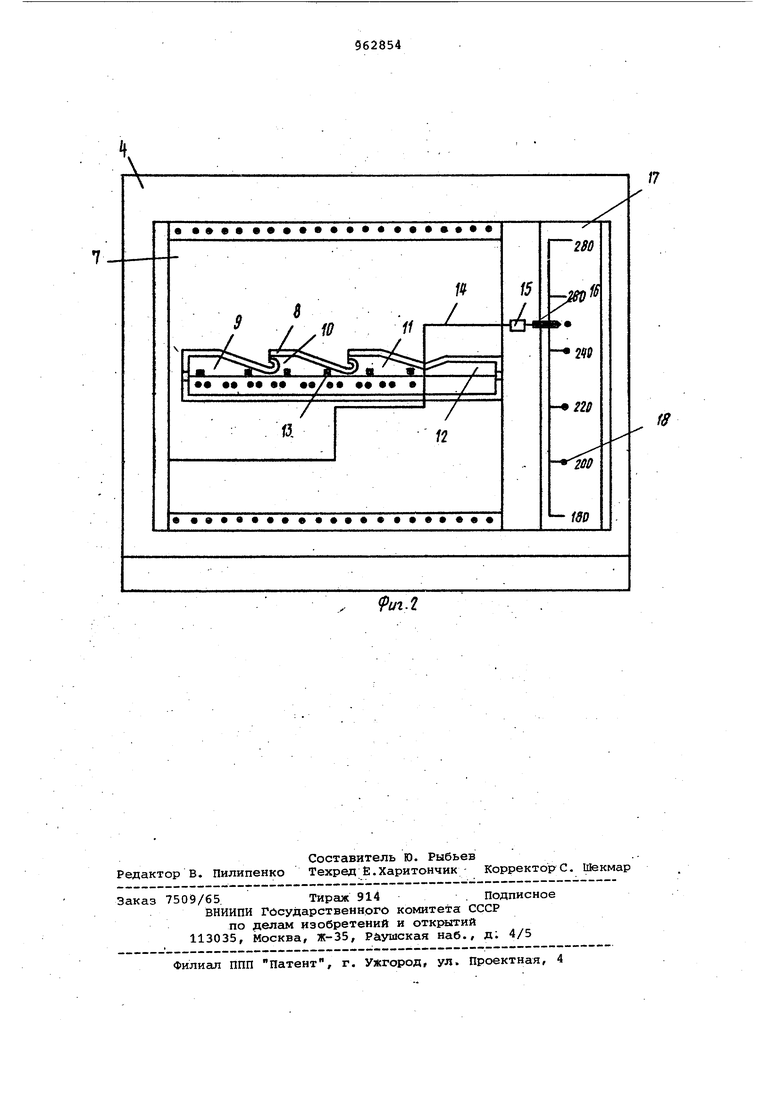
30 Н. печи очередной заготовки, вода с пузырями перемещается вдоль трубки н расстояние, соответствующее ширине этой заготовки, а в начало трубки вводится пузырь, отобраясающий посаже ную в печь новую заготовку 21. Недостатком известной системы является то, что по мнемосхеме опера тор может визуально наблюдать только за расположением границ садок (партий заготовок с одинаковыми параметрами) в печи и лишь ориентировочно . определять ширину заготовокна разли ных участках печи, т.е. мнемосхема не дает количественной информации о других параметрах заготовок (толщи не, марке стали и др.). Кроме того, после нагрева заготовок информация об их параметрах пропадает, что затрудняет последующую проверку соответ ствия температурного режима параметрам заготовок. Также надо отметить и то,.что система сложна в изготовле нии, наладке, эксплуатации, так как содержит значительное число специаль ных (нетиповых) и разнородных элементов: гидравлических, пневматичес ких, электрических, электромеханичес ких и др. Цель изобретения - получение коли чественной информации о всех интере СУЮ1ЦИХ параметрах заготовок, сохранение этой информации после выдачи металла из печи и повышение надежно ти работы системы слежения. Указанная цель достигается,тем, что в системе, содержащей пульт с ручными задатчиками информации о па раметрах заготовок, подаваемых в печь, и следящее устройство : с изоб ражением продольного разреза печи, вырабатывающее визуально считывае.му информацию о распределении этих параметров по длине печи, следящее устройство выполнено в виде регистр торов с диаграммной:лентой, датчи ка перемещения металла в печи и уст ройства согласозвания перемещения диаграмл1ных лена регистраторов с перемещением металла, причем у каждого регистратора вход подключен к выходу ручного задатчика и изображение продольного разреза печи поме но перед диаграммной лентой, а привод диаграммной ленты подключен к датчику перемещения металла через устройство согласования. Устройство согласования выполнено в виде реле времени,, вход которо го соединен с датчиком перемещения металла в печи, а выход - с приводом диаграммной ленты каждого регистратора. Система слежения предназначена для получения визуально воспринимав мой информации о параметрах заготовок (их толщине, ширине, марки стали и др.), расположенных в различных участках методической печи. Эта информация используется оператором для управления температурным режимом в отдельных зонах печи. На фиг. 1 приведена структурная схема системы слежения; на фиг. 2 изображена лицевая сторона регистратора с нанесенными на диаграммную ленту данными о толщине заготовок, проходящих через различные зоны печи. Система слежения состоит из пульса 1 с ручными задатчиками 2 исходной информации и следящего устройства 3, включающего в себя регистраторы 4 с диаграммной лентой, устройство 5 согласования и датчик б перемещения металла в печи, причем выходы ручных задатчиков 2 подключены к входам регистраторов 4, приводы диаграммных лент регистраторов 4 соединены с устройством 5 согласования, на вход которого подключен датчик 6 перемещения металла в печи (фиг. 1). Число регистраторов 4 равно числу ручных задатчиков 2 и соответственно числу контролируемых параметров заготовок. Шкапа каждого регистратора 4 проградуирована в единицах соответствующего контролируемого параметра. Регистратор имеет диаграммную ленту 7 (фиг. 2). Перед диаграммной лентой 7 каждого регистратора 4 помещается выполненное в масцггабе упрощенное изображение 8 продольного разреза методической печи, на котором показаны ее основные элементы: внешние контуры, томильная зона 9, вторая сварочная зона 10, первая сварочная зойа 11, метгодическая зона 12, окна 13. Изобрежени 8 может быть нанесено на фотопленку (фотопластинку), устанавливаемую под лицевое стекло регистратора 4. В результате запись 14 на движущейся диаграммной ленте 7 видна на фоне неподвижного изображения печи. Начало изображения установлено против точки, в которой перо 15 с указывающей стрелкой 16 касается диаграммной ленты 7. Для удобства считывания информации значения определяемых параметров могут быть нанесены на шкале 17 ре-г гистратора 4 рёперными точками 18 (фиг. 2). В качестве регистраторов с диагрг1ммной лентой могут быть использованы самопишущие электронные потенциометры, мосты милливольтметры, вторичные приборы и пр. На методических печах с шагающими балками или с шагающим подом, в которых металл в печи перемещается шагами (циклами), в качестве датчика б перемещения металла можно использовать командоаппарат горизонтального или вертикального хода металла, либо любое реле, срабатывающее один раз при каждом шаге балок (пода|. На толкательных методических печах в качестве датчика 6 перемещения металла целесообразно использовать датчик рабочего хода штанги толкателя, выходной контакт которого замыкается Ксикцый раз при перемещении металла в печи на фиксированное расстояние. Система слежения работает следую щим образом. При изменении какого-либо паргме ра заготовок, подаваемых в печь, оп ратор с помощью одного из ручных задатчиков 2 пульта 1 воздействует на соответствующий регистратор 4 следящего устройства 3, Перо 15 и указывающая стрелка 16 этого регист тора устанавливается в положение, соответствующее новому значению параметра. Каждый раз, когда металл в метогдической печи перемещается на определенное расстояние Н, от датчика 6 перемещения металла на вход устройства согласования 5 поступает сигнал По этому сигналу устройство согл сования 5 включает на заранее выбранное время привод диагргшмной ленты 7 каждого регистратора 4 и он перемещается на расстояние h. После этого привод отключается, диаграммная лента 7 останавливается и оста ется неподвижной до тех пор, пока с ва не поступит сигнал о перемещении металла. Таким образ Л4, благодаря действию устройства 5 согласова:ния, величина перемещения диа1раммной ле ты 7 пропорциональна величине перемещения металла в печи. Ве сичину h можно варьировать, изменяя время С. Время С подобрано так, что при п ремещения металла от входа в методи ческую печь до выхода из нее запись на диагрс1Ммной ленте перемещается от начала и зобрг1жения печи до его конца Это обуславливает полное срответствие между перемещением записи 14 относительно изображения 8 печи и перемещением металла в самой печи и позволяет по этой записи одиозначио определять значения параметров эаготовок на любом участке печи, так как местоположение записи по оси ординат определяет величину параметра заготовок, а на оси абсцисс - рас положение заготовок по.длине печи. Так, например, запись, приведенная на фиг. 2, показывает, что вся томильная зона 9 печи и часть второй сварочной зоны 10 (до первого окна 13) заполнены заготовками толскиной 200 мм. В остальной части зоны 10 и в зоне 11 находятся заготовки тол(циной 220 мм, а в методической зоне 12 - заготовки толщиной 250 мм. Полу чая эту информёщию, оператор увеличивает температуру в зоне 10 в соответствии с постепенной заменой в ней толщины заготовок с 200 мм на 220 мм. Кроме того, оператор заблаговременно предупреждается о предстоящей замене в зоне .11 толщины заготовок с 220 мм на 250 мм. Если число дискретных значений nap k eTpoB заготовок невелико (например, толщина заготовок может принимать только четыре значения: 200, 220, 240, 250 мм), то для удобства работы оператора ручные задатчики 2 исходной информации можно выполнять на базе переключателей, число положений которых равно числу дискретных значений соответствующих параметров. Для удобства считывания эти значения могут быть помечены на шкале 17 регистратора 4 репервыми точками 18, поэтому оператор их считывает по записи без погрешности. Точность слежения за местонахождением границ заготовок в печи зависит от точности настройки устройства 5 согласования и может быть доведена до ±1% от длины печи. Такая точность слежения является более, чем достаточной. Преимуществапредлагаемой системы состоят в том, что во-первых, она позволяет аналогично осуществлять слежение ча другими параметрами заготовок (шириной, маркой стали, требуемой температурой на выходе из печи и т.п. ) , т.е. число контролируемых параметров может быть любым, благодаря описанному выше построению следящей системы. Во-вторых, система обеспечивает сохранение информации о параметрах заготовок в виде записи на диаграммах и после выдачи заготовок из печи, осо-, бенно важно при выявлении причин брака в нагреве металла. В-третьих, конструктивное выполнение системы упрощено, так как она реализуется на широко распространенных на методиЧеских печах устройствах. Единственным нетиповым элементом системы является изображение печи, которое может быть выполнено фотохимическим способом. В-четвертых, система проста в наладке: вся наладка сводится к подбору времени С. Эксплуат щионные и Надёжностные характеристики системы практически такие же, как и у набора обыкновенных регистраторов с диаграммной лентой. В-пятых, система дает возможность своевременно изменять температурный режим в во- нах методической печи в соответствии с изменением параметров нагреваемых заготовок, исключить перегрев и оплавление заготовок, сократить расход топлива на 1,5-3,0%, повысить производительность комплекса Методические печи - прокатный стан на 1-2%. Формула изобретения 1, Система слежения за параметрами заготовок, нагреваемых в методической печи, содержащая пульт с ручнмим залатчиками информации о параметрах заготовок, подаваемых в печь, и следящее устройство с изображением продольного разреза печи, отличающ.аяся тем, что, с целью получения количественной информации о параметрах заготовок, сохранения этой информации после выдачи металла из печи и повышения надежности работы системы, следящее устройство выполнено в виде, регистр ан торов с диаграммной лентой, датчика перемещения металла в печи и устройства согласования перемещения диаграммных лент регистраторов с перемещением металла, причем у каждого регистратора вход подключен к выходу ручного задатчика и изображение продольного разреза печи помещено, перед диаграммной лентой, а привод диаграммной ленты подключен к датчику перемещения металла через устройство согласования, 2. Система по п.1, о т л и ч а ю щ а я с я тем, что устройство согласования выполнено в виде реле времени, вход которого соединен с датчиком перемещения металла в печи, а выход - с приводом диаграммной ленты каждого регистра. Источники информации, принятые во виимание при экспертизе 1,Авторское свидетельство СССР 720263, кл.с 05 В 17/00, 1969. 2.Круашвилй З.В Лвтоматизированный нагрев стали. М.,, Металлургия, 1973, с 189-191.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА СБОРА И ОБРАБОТКИ ОПЕРАТИВНО-ПРОИЗВОДСТ | 1972 |
|
SU342188A1 |
| Способ управления нагревом заготовок в многозонной нагревательной печи | 1980 |
|
SU964015A1 |
| Устройство для учета перемещаемых изделий | 1985 |
|
SU1324045A1 |
| Система слежения за перемещением заготовок в кольцевой печи | 1986 |
|
SU1315498A1 |
| Устройство управления загрузкой печи для нагрева заготовок | 1982 |
|
SU1062487A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Устройство для управления загрузкой,выгрузкой и перемещением заготовок в нагревательной печи | 1985 |
|
SU1307196A1 |
| Устройство для управления режимом нагрева многозонной печи | 1983 |
|
SU1137452A1 |
| Управляющее устройство для автоматического управления температурным режимом методической печи | 1985 |
|
SU1296613A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ МЕТАЛЛА | 1960 |
|
SU133320A1 |
Г
