Изобретение относится к области информационных систем и может быть использовано на .производственных линиях с последовательной обработкой изделий, например на прокатных станах.
Известны системы централизованного сбора и регистрации информации о работе и простоях оборудования с автоматической регистрацией количества обработанных изделий на каждом станке и кнопочными пультами ввода причин простоя на рабочих местах станочников, счетчиками времени простоя.
Однако эти системы, обеспечивая сбор, накопление и переработку технико-экономической и нормативной информации, позволяют регистрировать лишь предельные показатели технологического .процесса (оборудование работает, простаивает; заготовки, материалы, энергоносители имеются, не имеются).
Известные системы не позволяют непрерывно выявлять качественные производственные показатели работы, а именно отклонение производительности и ритма от нормативного, лимитирующий механизм технологической линии по каждому типу обрабатываемого изделия.
.перечисленных выше недостатков приведенных прототипов, за счет включения в состав системы программного устройства для ввода нормативных данных и обеспечения непрерывного сравнения фактических показателей производственного процесса с нормативными и непосредственного использования этих данных для управления производством.
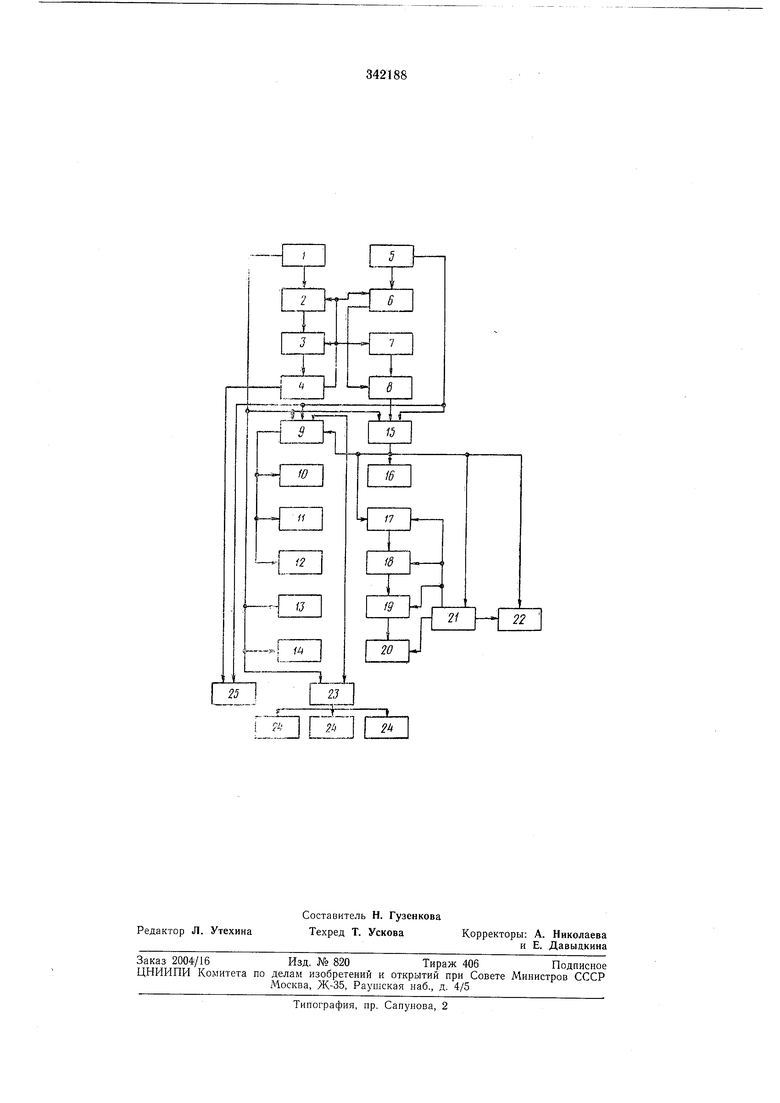
На чертеже приведена блок-схема системы
для листопрокатного стана.
Система состоит из технологических датчиков слежения за .прохождением заготовок 1, счетчика программного числа заготовок в партии 2, многопрограммного задатчика числа заготовок в партии 3, автоматическо.го переключателя программ 4, тактового генератора 5, счетчика нормативного времени 6, многопро граммного задатчика нормативного времени 7, генератора импульсов темпа прокатки 8, выявителя несоответствия темпа прокатки 9, счетчика времени опережения темпа прокатки 10, счетчика времени отставания темпа прокатки 11, реле времени 12, прибора одновременной регистрации на диаграммной ленте
ka времени невыясненной причины простоя 18, блока управления переписью времени из счетчика невыясненной причины простоя в счегчик причийных простоев 19, счетчика причинных простоев 20, Олока 21 включения счетчиков причинных простоев, прибора регистрации простоев станов .по причинам 22, реверсивного счетчика 23 и табло цифровой индикации отклонений от плана 24 и счетчика времени отсутствия набранных программ 25.
Схема работает следующим образом.
С помощью датчиков 1 осуществляется слежение за прохождением металла (слябы, листы) и вырабатываются командные импульсы, которые поступают в блоки 2, 9, 13, 14, 16 и 23. При поступлении импульсов с датчика 1 в блок программного устройства числа листов в плавке, включающего в себя блоки 2, 3 н 4, осуществляется счет прокатных листов.
С помощью задатчика 3 осуществляется набор числа заготовок, входящих в данную партию, причем одновременно может быть набрано несколько программ в последовательности прокатки плавок. Сигналы со счетчика 2 поступают в задатчик 3 и при совпадении кодов счетчика 2 и задатчика 3 со счетчика 3 на -переключатель 4 поступает импульс окончания работы данной программы. С переключателя импульс поступает в блоки 2, 3, -6 и 7, счетчики 2 и & устанавливаются в исходное состояние, и осуществляется автоматический переход с программы на программу в счетчике 6 и задатчике 7.
Блоки 6, 7 Е 8 являются программным устройством времени прокатки одной заготовки. Импульсы единиц времени с генератора 5 поступают на вход счетчика 6. С помощью задатчика 7 осуществляется набор нормативного времени, необходимого для прокатки одной заготовки данной плавки, лричем одновременно может быть набрано несколько программ в последовательности прокатки плавок. Число программ задатчика 7 равно числу программ задатчика 3, а программы задатчиков 3 и 7 переключаются синхронно. Сигналы со счетчика 6 поступают в задатчик 7, и пр.и совпадении их кодов с задатчика 7 в генератор 8 поступает импульс окончания времени, необходимого для прокатки одной заготовки. С генератора 8 импульс поступает на счетчик 6 и устанавливает его в исходное состояние. Кроме того, импульсы с генератора 8 поступают на входы блоков 9, 15 и 23.
При ритмичной работе стана число импульсов, поступивших в выявитель 9 с датчика /, равно числу импульсов, поступивших в выявитель 9 с генератора 8. В этом случае с выявителя 9 импульсы в блоки 10, 11 н 12 не поступают.
Если в выявитель 9 с датчика / поступило больше импульсов, чем с генератора 8, то с выявителя 9 на вход счетчика 10 поступают импульсы генератора 5, в счетчике 10 в этом случае отсчитывается время, равное t опережения темпа прокатки (Пх-П8)-/н,
где П1 -число импульсов с датчика i; - число импульсов с генератора 8; (н - нормативное время, необходимое
для прокатки одной слябы. Если в блок 9 с блока 8 поступило импульсов больше, чем с датчика /, то с выявителя У на вход счетчика 11 поступают импульсы тактового генератора 5, в счетчике Л в этом случае отсчитывается время, равное t отставания
темпа прокатки (Па-n.i)-tji.
Кроме того, с выявителя У поступает импульс на реле времени J2. Последнее срабатывает и включает прибор 13 с целью определения наиболее загруженного механизма, из-за
которого снизился темп прокатки. В этом случае разрешается поступление сигналов с датчиков / в прибор 13. На диаграммной ленте прибора J3 одновременно могут быть зарегистрированы циклы работы (машинное время
и пауза) десяти основных механизмов стана, при расшифровке которой определяется наиболее загруженный механизм (самое большое машинное время). Через заданный отрезок времени реле времени 12 отключается и прекращает работу прибора 13, который включается в работу каждый раз при работе счетчика П. С датчиков / импульсы поступают на счетчик 14 общего количества прокатанных заготовок.
В выявитель 15 импульсы поступают с датчика / и генераторов 8 н 5. Если на вход выявителя 15 поступит наперед заданное число импульсов, а с датчика / при этом не поступит ни одного импульса, то на выходе выявителя
15 появляется импульс начала простоя стана, который поступает в выявитель 9 и отключает его (выявитель 9 не выдает импульсов).
Кроме того, в этом случае с выявителя 15 в счетчик 16 и блок /7 поступают импульсы
генератора 5. Счетчик 16 начинает отсчитывать общее время простоев стана. С блока 17 импульсы генератора 5 поступают на вход счетчика 18, т. е. одновременно со счетчиком 16 включаются счетчик 18 и прибор 22,
который регистрирует на диаграммной бумаге время невыясненной причины простоя стана. После выяснения причины простоя стана с помощью блока 21 в систему вводится истинная причина простоя. При этом с блока 21
В Прибор 22 поступает сигнал данной причины простоя, которая регистрируется на диаграммной ленте вместо невыясненной причины простоя станов. Одновременно с этим с блока 21 сигналы поступают в блоки 17-20,
прекращается поступление импульсов с блока 17 в счетчик 18, со счетчика 18 через блок 19 осуществляется перепись кода в счетчик данной причины простоя стана, и счетчик 18 устанавливается в исходное состояние.
Кроме того, в счетчик данной причины простоя с блока 21 начинают поступать импульсы генератора 5. Это состояние сохраняется до прихода в выявитель 15 сигнала с датчика /, блоки 15-22 прекращают работу, и блок 21
Счетчик 23 и табло 24 работают следующим образом.
На входы реверсивного счетчика 23 поступают импульсы со счетчика 1 (равное число прокатанных заготовок) и с генератора 8. Со счетчика 23 сигналы поступают на табло 24, которые установлены на постах управления агрегатами стана. При ритмичной работе стана число импульсов, поступивши.к с датчика / и генератора 8, равно, в счетчике 23 записан нуль и цифровые табло 24 показывают нули.
Если на вход табло 24 поступило с датчика 1 (Yli) больше импульсов, чем с генератора 8 (Пв), то в счетчике 23 записан код HI- Пв и табло 24 показывает (со знаком «плюс) опережение плана в числе прокатанных заготовок. Если на вход счетчика 23 поступило со счетчика / меньше импульсов, чем € генератора 8, то в счетчике записан код Пз-rii и табло 24 показывает (со знаком «минус) отставание от плана в числе прокатанных заготовок.
В случае отработки всех набранных программ с переключателей 4 в счетчик 25 поступает импульс, при этом разрешается прохождение импульсов генератора 5 на вход счетчика 25, который отсчитывает время простоя системы из-за отсутствия набранных программ.
При вводе в систему одной из программ сигнал с переключателя 4 в счетчик 25 не поступает, и счетчик 25 отключается.
Предмет изобретения
Система сбора и обработки оперативно-производственной информации с nporpaMjMHpyeмым анализатором ритма, содержащая технологическ1 е датчики слежения за прохождением изделий по производственной линии (например, прокатному стану), соединенные со счетчиком количества заготовок, с выявителем простоя станов, с прибором регистрации циклов работы и со счетчиком числа заготовок в партии, генератор тактовых импульсов, соединенный с выявителем простоев станов, выход которого соединен со счетчиком времени
простоев и прибором регистрации простоев станов, переключатель программ, соединенный со счетчиком числа заготовок, задатчиком числа заготовок в партии и задатчиком нормативного времени, счетчик причинных простоев,
индикаторы, отличающаяся тем, что, с целью непрерывного контроля производительности и ритмичности работы производственной линии, в систему введены генератор импульсов темна прокатки, вход которого соединен с задатчиком нормативного времени обработки одного изделия, а выход - с выявителем простоя станов, счетчик нормативного времени, соединенный с генератором тактовых нмнульсов и генератором импульсов темпа прокатки, выявитель несоответствия темпа прокатки, соединенный с технологическими датчиками, с генератором тактовых импульсов и с генератором имиульсов темпа прокатки, счетчик времени опережения темпа и счетчик времени отставания темпа, соединенные с выявителем несоответствия темпа прокатки, счетчик времени отсутствия набранной программы, соединенный с переключателем программ и генератором тактовых импульсов, счетчик времсии простоев
по невыясненным причина:, соединеиный через блоки управления переписью со счетчиком причинных простоев.
zurx


| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления темпом выдачи заготовок из печей | 1976 |
|
SU609564A1 |
| Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов | 1983 |
|
SU1156756A1 |
| Система управления темпом выдачи заготовок из нагревательных печей | 1979 |
|
SU900904A1 |
| Управляющая система сбора и обработки оперативной производственной информации | 1973 |
|
SU488188A1 |
| Устройство для регулирования ритма выдачи заготовок из печей | 1976 |
|
SU651865A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СКОРОСТЕЙ БУМАГОДЕЛАТЕЛЬНЫХ МАШИН | 1972 |
|
SU330474A1 |
| Система управления темпом прокатки | 1978 |
|
SU676344A1 |
| УСТАНОВКА ДЛЯ УПРАВЛЕНИЯ ОПТИМАЛЬНЫМ РАСКРОЕМ ПРОКАТА НА ЗАГОТОВКИ | 1973 |
|
SU368470A1 |
| Система регулирования частоты выдачи заготовок из печи | 1976 |
|
SU655737A1 |
| Устройство для регулирования турбины | 1984 |
|
SU1199957A1 |