Изобретение относится к области обработки металлов давлением, в частности к .устройствам для пробивки отверстий и образования фасок.
Известно устройство для пробивки отверстий и образования фасок, содержащее неподвижную плиту, на которой укреплена матрица для пробивки отверстия, возвратно-поступательно подвижные пуансоны для пробивки и инструмент для образования фаски вокруг пробитого отверстия 1.
Качество деталей,получаемых при помощи такого устройства является недостаточно хорошим.
Вокруг обработанного отверстия возникает вспучивание материала.
Низкая, порядка трех сотен обработанных отверстий, стойкость инструмента для образования фасок.
Указанные недостатки устранены в известном устройстве для пробивки отверстий и образования фасок, содержащем неподвижную плиту, на которой укреплена матрица для пробивки отверстия, возвратно-поступательно подвижные пуансон для пробивки и инструмент для образования фаски вокруг прюбитого отверстия, привод 2.
Недостатком, известного устройства является низкая производительность процесса обработки штучных заготовок.
Целью изобрет-ения является повышение производительности процесса обработки штучных заготовок.
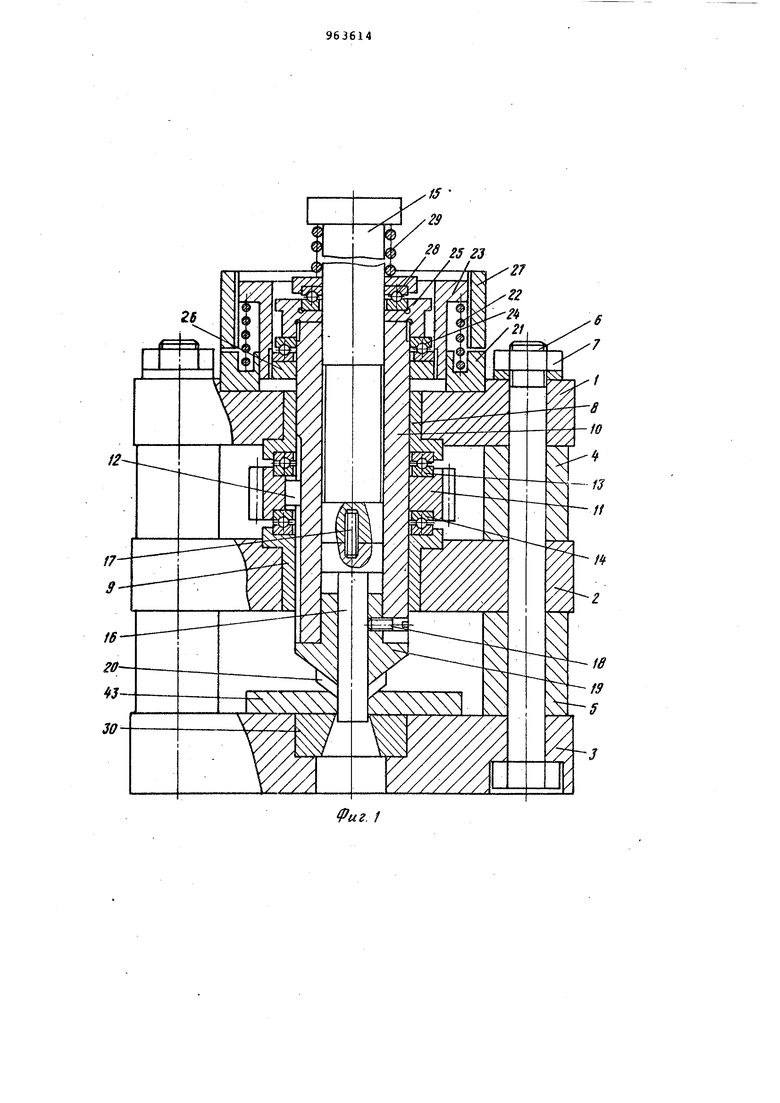
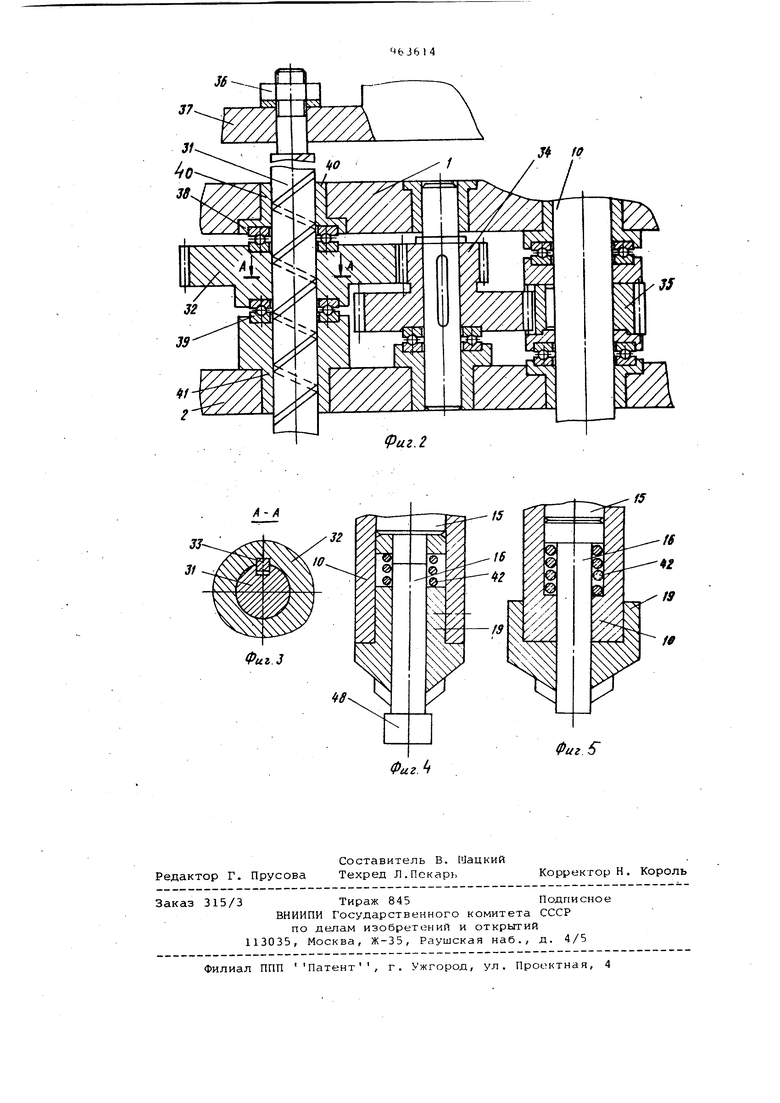
Для достижения поставленной цели в устройстве для пробивки отверстий и образования фасок, содержащем неподвижную плиту, на которой укреплена матрица для пробивки отверстия, возвратно-поступательно подвижные пуансоны для пробивки и инструмент для образования фаски вокруг пробитого отверстия, привод, инструмент для образования фаски установлен с возможностью поворота вокруг оси пуансона для пробивки, снабжен полым шпинделем и размещен на нем, а шпиндеЛь расположен концентрично с пуансоном для пробивки,, подпружинен к неподвижной плите и кинематически связан с приводом, пуансон для пробивки подпружинен к неподвижной плите. Инструмент для образования фаски выполнен с коническим рабочим торцом и снабжен режущими зубьями, кинематическая связь между шпинделем и приводом осуществлена посредством системы шестерен, одна из которых установлена на шпинделе, и стержня с несамотормозящейся винтовой нарезкой, связанного сухарем с другой шестерней, на посадочной юверхност которой выполнена винтовая канавка Устройство снабжено регулировочной гайкой для регулирования усилия пру жины, поджимающей шпиндель, снабжен /упорными подшипниками, размещенными между шпинделем и регулировочной га кой. Пружина, поджимающая пуансон для пробивки, размещена между подшипником и головкой пуансона. Непод вижная плита выполнена составной из трех плит и установленных между ним проставок. На фиг. 1 представлено предлагае мое устройство, продольный разрез; на фиг. 2 - механизм вращения шпинделя; на фиг. 3 - разрез А-А на фйг На фиг. 4 и 5 варианты выполнения крепления пуансона для пробивки и инструмента для образования фаски. Устройство содержит верхнюю 1, среднюю 2 и нижнюю 3 плиты, между которыми помещены проставки 4 и 5. Плиты и проставки скреплены между собой болтами 6 и гайками 7. В плитах выполнены отверстия, в которых закреплены сменные втулки 8 и 9, а последних установлен шпиндель 10. На шпинделе размещена шестерня 11. Шпиндель установлен с возможностью осевого перемещения относительно ше терни 11 и связан с ней шпонкой 12. Во втулках выполнены расточки, в ко торые установлены упорные подшипники 13 и 14, аналогичные расточки вы полнены и в шестерне, на которую опираются другие обоймы упомянутых подшипников. Шпиндель выполнен полым, в нем установлен шток 15 и пуансон 16 для пробивки, которые соединены между собой резьбовой шпилькой 17. На шпинделе закреплен винтом 18 инструмент для образования фаски 19 с режущими зубьями 20, рас положенными на его коническом рабочем торце. Пуансон для пробивки направляется инструментом для образования фаски. На штоке выполнена проточка для уменьшения, трения. На верхней плите размещено кольцо 21, в котором выполнена проточка, и в нее установлена пружина 22, возвращающая шпиндель в исходное положени после рабочего хода. На фигурной га ке 23 выполнена наружная и внутренЕ1 резьба.Фигурная гайка охватывает yiT ный подшипник 24,установленный межд крышкой 25, связанной со шпинделем, и кольцом 26, ввернутым во внутренней 1 езьбе фигурной гайки, на наруж нойрезьбе которой установлен регулятор величины рабочего хода шпинделя, выполненный в виде гайки 27, регулирующей усилия поджатия пружины. В крышке выполнена проточка и в нее помещен упорный подшипник 28, под подшипником установлена пружина 29, на которую опирается головка штока, являющаяся головкой пуансона. В расточке нижней плиты установлена матрица 30 для пробивки. Кинематическая связь между шпинделем и приводом (не показан) осуществлена следующим образом. Стержень 31 с несамотормозящейся винтовой нарезкой связан с шестерней 32, на посадочной поверхности которой выполнена винтовая канавка, сухарем 33, далее через шестерни 34 и 35 связь идет к шпинделю. Стержень укреплен с возможностью осевого возвратно-поступательного перемещения и связан с помсяцью гайки 36 и держателя 37 с приводом (не показан). Стержень установлен в упорных подшипниках 38 и 39, одна обойма которых размещена на шестерне, взаимодействующей со стержнем, а другая - в сменных втулках 40 и 41. Пуансон для пробивки отверстия и инструмент для образования фаски могут иметь различное исполнение и крепление. По одному из вариантов между инструментом для образования фаски и пуансоном для пробивки размещается пружина 42. Если в обрабатываемой детали 43 необходимо пробить несколько отверстий и соответственно получить вокруг них фаски, устройство располагает необходимым количеством инструментов. Устройство работает следующим образом. На нижнюю.плиту 3 устанавливают обрабатываемую деталь 43 и крепят ее известным способом. При рабочем ходе привод (не показан) воздействует на шток 15, перемещая его совместно с пуансоном 16 для пробивки, который пробивает отверстие в детали 43. Держатель 37 перемещает стержень 31 с несамотормозящейся винтовой нарезкой. Поступательное перемещение стержня преобразуется во вращательное движение шестерни 32 с помощью сухаря 33 и винтовой канавки на шестерне. Вращательное движение передается на шпиндель 10. Шток 15 сжимает пружину 29, перемещая шпиндель к обрабатываемой детали, при этом сжимается пружина 22. Скорость перемещения шпинделя в несколько раз меньше скорости перемещения пуансона для пробивки. Шпиндель вращает инструмен для образования фаски, который режет обрабатываемую деталь. Образование фаски прекращается, как только гайка 27 коснется кольца 21. При обратном ходе держатель 37 поднимается вверх, возвращая стержень 31 в исходное положение. Пружина 29 возвращает в неходное положение шток с пуансоном, а шпиндель возвращается пружиной 22.
Предлагаемое устройство работает при следующих режимах -обработки.
Скорость перемещения пуансона находится в пределах 0,5-5 м/мин. Скорость продольного перемещения шпинделя регулируется подбором пружин. Окружная скорость инструмента для образования фаски составляет 15 м/ми и более. Угол подъема несамотормозящейся винтовой нарезки на стержне 31 выполнен равным 30. Передаточное отношение шестерен равно12. При скорости перемещения держателя 37, равной 1,5 м/мин, шпиндель 10 вращается со скоростью 505 об/мин. Инструмент 1|ДЛЯ образования фаски имеет восемь зубьев, на которых передний угол равен 10°, передний угол на фаске равен 0°, главный угол в плане равен 60°, угол наклона режущей кромки равен 5. Шероховатость поверхности фаски обеспечивается в пределах 2,51 мкм. Стойкость инструмента для образования фаски равна 1800 отверстий между переточками при обработке стали 45°. С повышением прочности материала преимущества предлагаемого устройства увеличивается.
Формула изобретения
1. Устройство для пробивки отверстий и образования фасок, содержащее
неподвижную плиту, на которой укреплена матрица для пробивки отверстия, возвратно-поступательно подвиясные пуансон для пробивки и инструмент для образования фаски вокруг пробитого отверстия, привод, о т л ичающееся тем, что, с целью повышения производительности процесса обработки штучных заготовок, инструмент для образования фаски установлен с возможностью поворота вокруг оси пуансона для пробивки, снабжен полым шпинделем и размещен на нем, шпиндель расположен Концентрически с пуансоном для пробивки, подпружинен к неподвижной плите и кинематически связан с приводом, пуансон для пробивки подпружинен к неподвижной плите.
2.Устройство по п. 1, отличающееся тем, что инструмент для образования фаски выполнен с коническим рабочим торцом и снабжен режущими зубьями.
3.Устройство по п. 1,. о т л ичающееся тем, что кинетическая связь между шпинделем и приводом осуществлена посредством систекы шестерен, одна из которых установлена на шпинделе, и стержня с нёсамотормозящейся винтовой нарезкой, связанного сухарем с другой шестерней, на посадочнор поверхности которой выполнена винтовая канавка
4.Устройство по п. 1, отличающееся тем, что оно снабжено регулировочной гайкой для регулировки усилия пружины, поджимающей шпиндель.
5.Устройство по п. 1, отличающееся тем, что оно снабжено упорными подшипниками, размещенными между шпинделем и регулировочной гайкой.
6.Устройство по п. 1, отличающееся тем, что пружина, поджимающая пуансон для пробивки, размещена между подшипником и головкой пуансона.
7i Устройство по п. 1, о т л ичающееся тем, что неподвижная плита выполнена составной из трех плит и установленных между ними проставок.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
629067, кл. В 21 D 37/00, 24.12.76
2.Патент США 4072039,
кл. 72-334, опублик. 1978 (прототип)
fpuz 1
(риг.2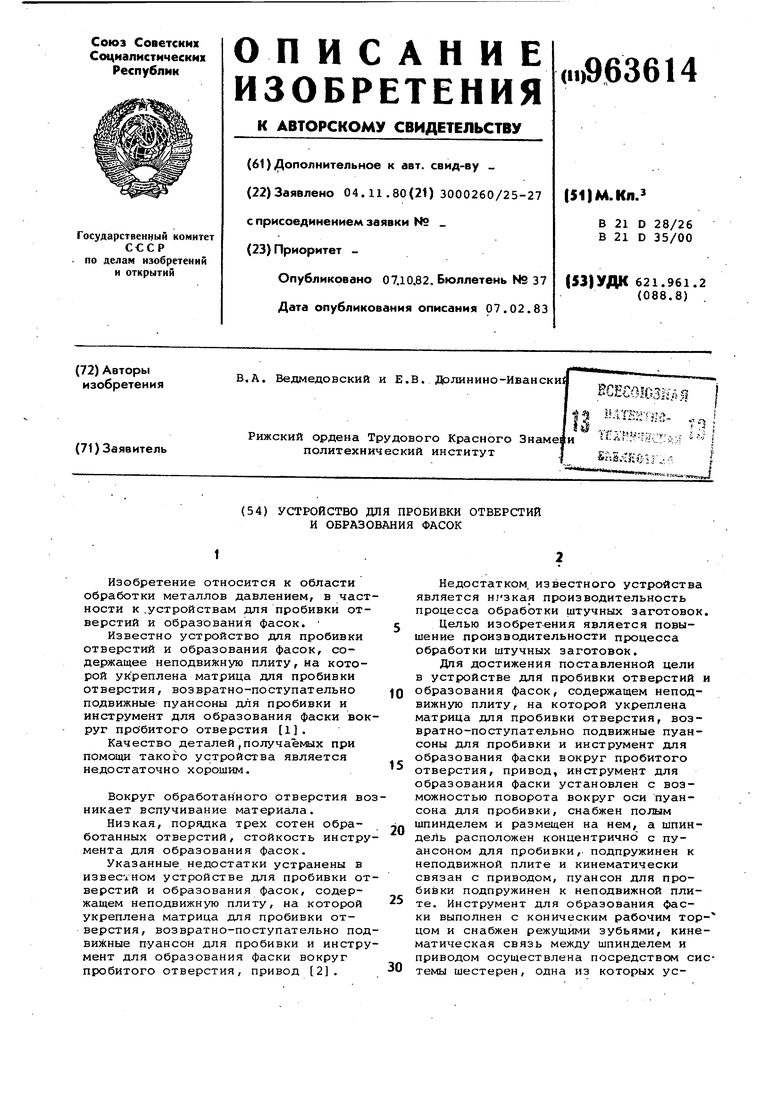
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пробивки и зачистки цилиндрических отверстий | 1980 |
|
SU1015975A1 |
| Устройство для обработки трубных заготовок | 1982 |
|
SU1034855A1 |
| Устройство для образования резьбы | 1985 |
|
SU1278103A1 |
| Штамп последовательного действия | 1987 |
|
SU1473879A1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК | 1998 |
|
RU2137875C1 |
| Штамп для обработки листового материала | 1988 |
|
SU1562045A1 |
| УСТАНОВКА ДЛЯ ИЗМЕЛЬЧЕНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 1993 |
|
RU2042510C1 |
| Механизм доворота шпинделя | 1977 |
|
SU804361A1 |
| Устройство для скручивания и отрезки проволоки | 1979 |
|
SU935177A1 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
ФигЛ Фиг S
