Фие. 1
чиком (М) 43. Шпиндель 15 установлен в ходовой гайке. Последняя подвижна в осевом направлении и имеет фиксатор 31 и пружину 34. На плите 5 установлена стойка 7 с собачкой 8, а на плите 1 - рычаги 29 и 30. При опускании плиты 5 пуансон 6 пробивает отверстие. После перемещения заготовки на следующую позицию при очередном рабочем ходе плита 5 через стойку 7 и собачку 8 действует на рычаги 29 и 30, а те-на шпиндель 15. Последний опускается, и пуансон 42 производит отбортовку. Ходовая гайка также перемещается вниз. Фиксатор 31 при окончании процесса отбортовки перед началом нарезки резьбы фиксирует ходовую гайку, а вместе с ней и шпиндель 15 перед началом нарезки резьбы относительно плиты 1. Включается механизм рабочего перемещения шпинделя 15. Он своим М 43 нарезает резьбу. По окончании нарезки включается реверс, и М 43 выходит из отверстия. 2 з.п. ф-лы, 4 ил.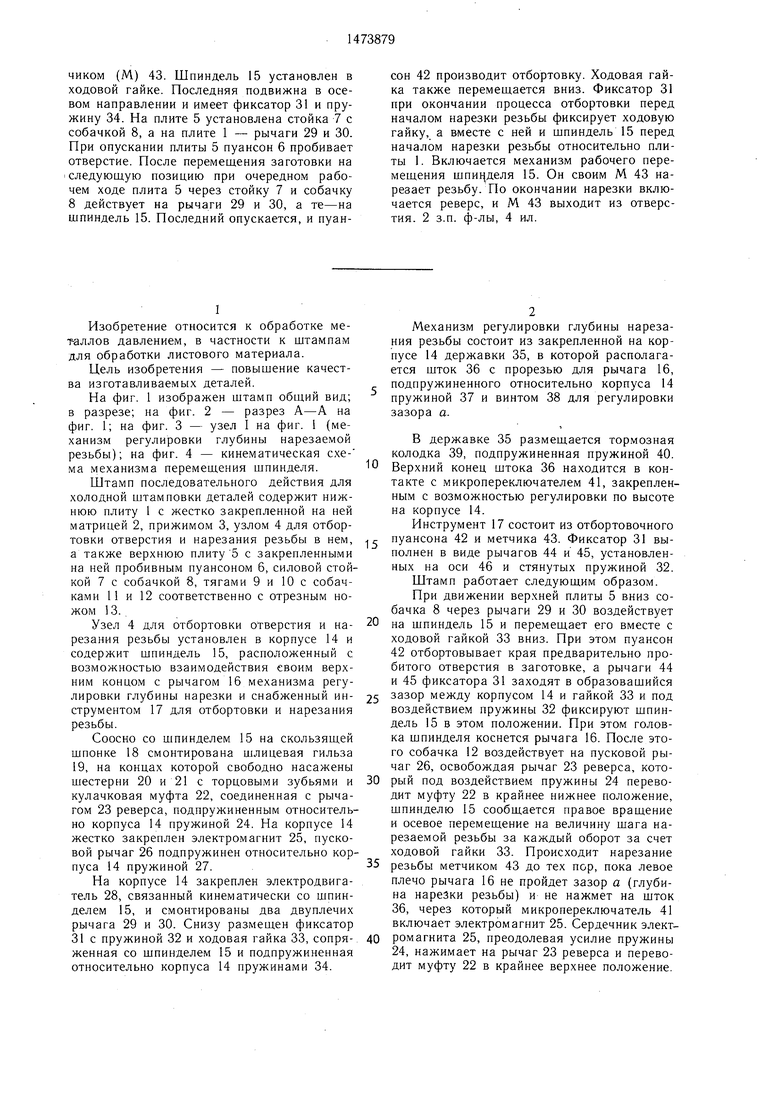
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1988 |
|
SU1588466A2 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1972 |
|
SU412999A1 |
| Резьбонарезная головка | 1976 |
|
SU603511A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1967 |
|
SU205507A1 |
| Дыропробивной револьверный пресс | 1985 |
|
SU1286360A1 |
| Дыропробивной револьверный пресс | 1981 |
|
SU975151A1 |
| Резьбонарезной станок | 1988 |
|
SU1633444A1 |
| Дыропробивной револьверный пресс | 1977 |
|
SU674847A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Штамп последовательного действия для получения деталей с резьбовыми отверстиями | 1985 |
|
SU1263403A2 |
Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала. Цель изобретения - повышение качества изготавливаемых деталей. Штамп содержит верхнюю плиту 5 с пуансоном 6 для пробивки и нижнюю плиту 1 с узлом 4 для отбортовки и нарезания резьбы. Узел 4 содержит шпиндель 15 с отбортовочным пуансоном 42 и метчиком /М/ 43. Шпиндель 15 установлен в ходовой гайке.Последняя подвижна в осевом направлении и имеет фиксатор 31 и пружину 34. На плите 5 установлена стойка 7 с собачкой 8, а на плите 1 - рычаги 29 и 30. При опускании плиты 5 пуансон 6 пробивает отверстие. После перемещения заготовки на следующую позицию при очередном рабочем ходе плита 5 через стойку 7 и собачку 8 действует на рычаги 29 и 30, а те - на шпиндель 15. Последний опускается. Пуансон 42 производит отбортовку. Ходовая гайка также перемещается вниз. Фиксатор 31 при окончании процесса отбортовки перед началом нарезки резьбы фиксирует ходовую гайку, а вместе с ней и шпиндель 15 перед началом нарезки резьбы относительно плиты 1. Включается механизм рабочего перемещения шпинделя 15. Он своим М 43 нарезает резьбу. По окончании нарезки включается реверс. М 43 выходит из отверстия. 2 з.п. ф-лы. 4 ил.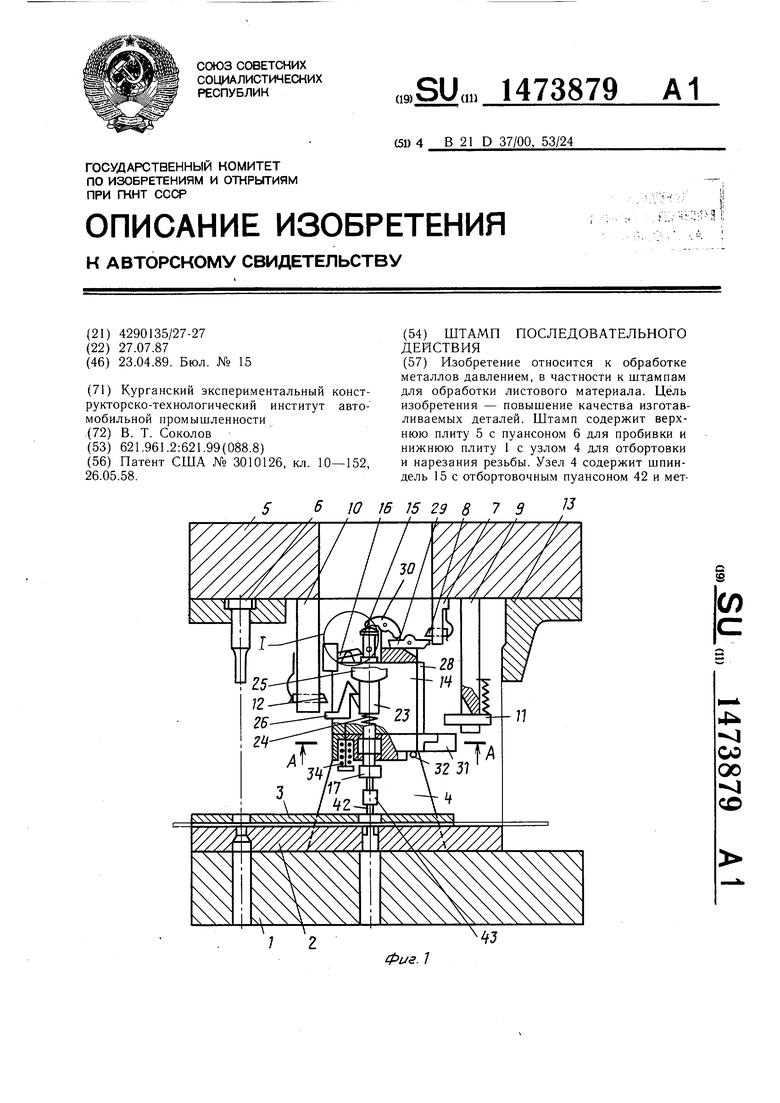
1
Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала.
Цель изобретения - повышение качества изготавливаемых деталей.
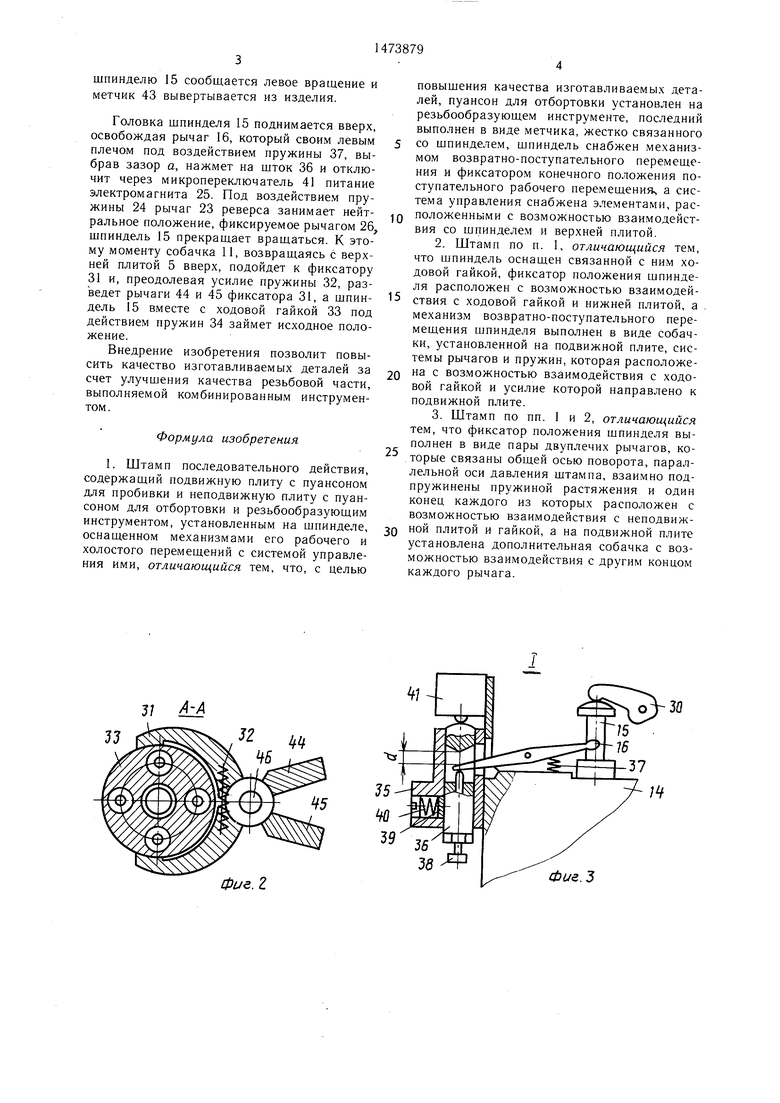
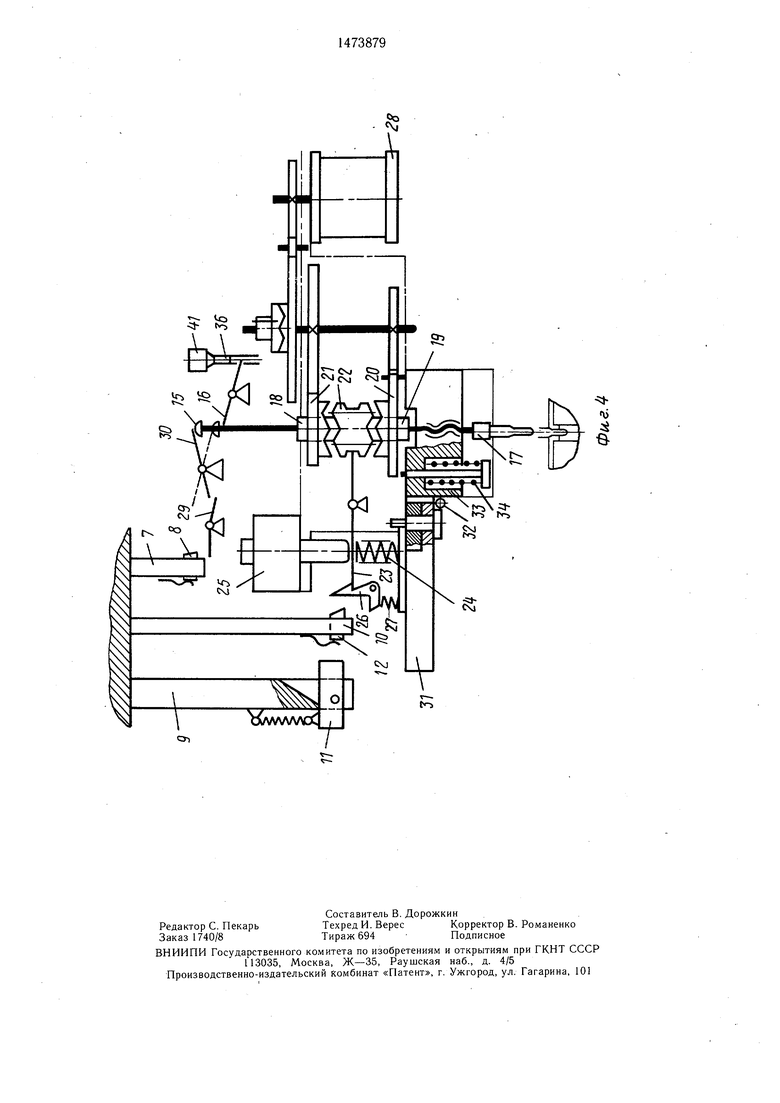
На фиг. 1 изображен штамп общий вид; в разрезе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1 (механизм регулировки глубины нарезаемой резьбы); на фиг. 4 - кинематическая схема механизма перемещения шпинделя.
Штамп последовательного действия для холодной штамповки деталей содержит нижнюю плиту 1 с жестко закрепленной на ней матрицей 2, прижимом 3, узлом 4 для отбортовки отверстия и нарезания резьбы в нем, а также верхнюю плиту 5 с закрепленными на ней пробивным пуансоном 6, силовой стойкой 7 с собачкой 8, тягами 9 и 10 с собачками 11 и 12 соответственно с отрезным ножом 13.
Узел 4 для отбортовки отверстия и нарезания резьбы установлен в корпусе 14 и содержит шпиндель 15, расположенный с возможностью взаимодействия своим верхним концом с рычагом 16 механизма регулировки глубины нарезки и снабженный инструментом 17 для отбортовки и нарезания резьбы.
Соосно со шпинделем 15 на скользящей шпонке 18 смонтирована шлицевая гильза 19, на концах которой свободно насажены шестерни 20 и 21 с торцовыми зубьями и кулачковая муфта 22, соединенная с рычагом 23 реверса, подпружиненным относительно корпуса 14 пружиной 24. На корпусе 14 жестко закреплен электромагнит 25, пусковой рычаг 26 подпружинен относительно корпуса 14 пружиной 27.
На корпусе 14 закреплен электродвигатель 28, связанный кинематически со шпинделем 15, и смонтированы два двуплечих рычага 29 и 30. Снизу размещен фиксатор 31 с пружиной 32 и ходовая гайка 33, сопряженная со шпинделем 15 и подпружиненная относительно корпуса 14 пружинами 34.
Механизм регулировки глубины нарезания резьбы состоит из закрепленной на корпусе 14 державки 35, в которой располагается шток 36 с прорезью для рычага 16, подпружиненного относительно корпуса 14 пружиной 37 и винтом 38 для регулировки зазора а.
В державке 35 размещается тормозная колодка 39, подпружиненная пружиной 40.
0 Верхний конец штока 36 находится в контакте с микропереключателем 41, закрепленным с возможностью регулировки по высоте на корпусе 14.
Инструмент 17 состоит из отбортовочного
- пуансона 42 и метчика 43. Фиксатор 31 выполнен в виде рычагов 44 и 45, установленных на оси 46 и стянутых пружиной 32. Штамп работает следующим образом. При движении верхней плиты 5 вниз собачка 8 через рычаги 29 и 30 воздействует
0 на шпиндель 15 и перемещает его вместе с ходовой гайкой 33 вниз. При этом пуансон 42 отбортовываег края предварительно пробитого отверстия в заготовке, а рычаги 44 и 45 фиксатора 31 заходят в образовашийся
5 зазор между корпусом 14 и гайкой 33 и под воздействием пружины 32 фиксируют шпиндель 15 в этом положении. При этом головка шпинделя коснется рычага 16. После этого собачка 12 воздействует на пусковой рычаг 26, освобождая рычаг 23 реверса, кото0 рый под воздействием пружины 24 переводит муфту 22 в крайнее нижнее положение, шпинделю 15 сообщается правое вращение и осевое перемещение на величину шага нарезаемой резьбы за каждый оборот за счет ходовой гайки 33. Происходит нарезание
5 резьбы метчиком 43 до тех пор, пока левое плечо рычага 16 не пройдет зазор а (глубина нарезки резьбы) и не нажмет на шток 36, через который микропереключатель 41 включает электромагнит 25. Сердечник элект0 ромагнита 25, преодолевая усилие пружины 24, нажимает на рычаг 23 реверса и переводит муфту 22 в крайнее верхнее положение.
шпинделю 15 сообщается левое вращение и метчик 43 вывертывается из изделия.
Головка шпинделя 15 поднимается вверх, освобождая рычаг 16, который своим левым плечом под воздействием пружины 37, выбрав зазор а, нажмет на шток 36 и отключит через микропереключатель 41 питание электромагнита 25. Под воздействием пружины 24 рычаг 23 реверса занимает нейтральное положение, фиксируемое рычагом 26, шпиндель 15 прекращает вращаться. К этому моменту собачка 11, возвращаясь с верхней плитой 5 вверх, подойдет к фиксатору 31 и, преодолевая усилие пружины 32, разведет рычаги 44 и 45 фиксатора 31, а шпиндель 15 вместе с ходовой гайкой 33 под действием пружин 34 займет исходное положение.
Внедрение изобретения позволит повысить качество изготавливаемых деталей за счет улучшения качества резьбовой части, выполняемой комбинированным инструментом.
Формула изобретения
JJ
44
Фиг. Z
0
5
повышения качества изготавливаемых деталей, пуансон для отбортовки установлен на резьбообразующем инструменте, последний выполнен в виде метчика, жестко связанного со шпинделем, шпиндель снабжен механизмом возвратно-поступательного перемещения и фиксатором конечного положения поступательного рабочего перемещения а система управления снабжена элементами, расположенными с возможностью взаимодействия со шпинделем и верхней плитой.
0
0
41
И
Фиг. 3
01
t«-s
| Патент США № 3010126, кл | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
