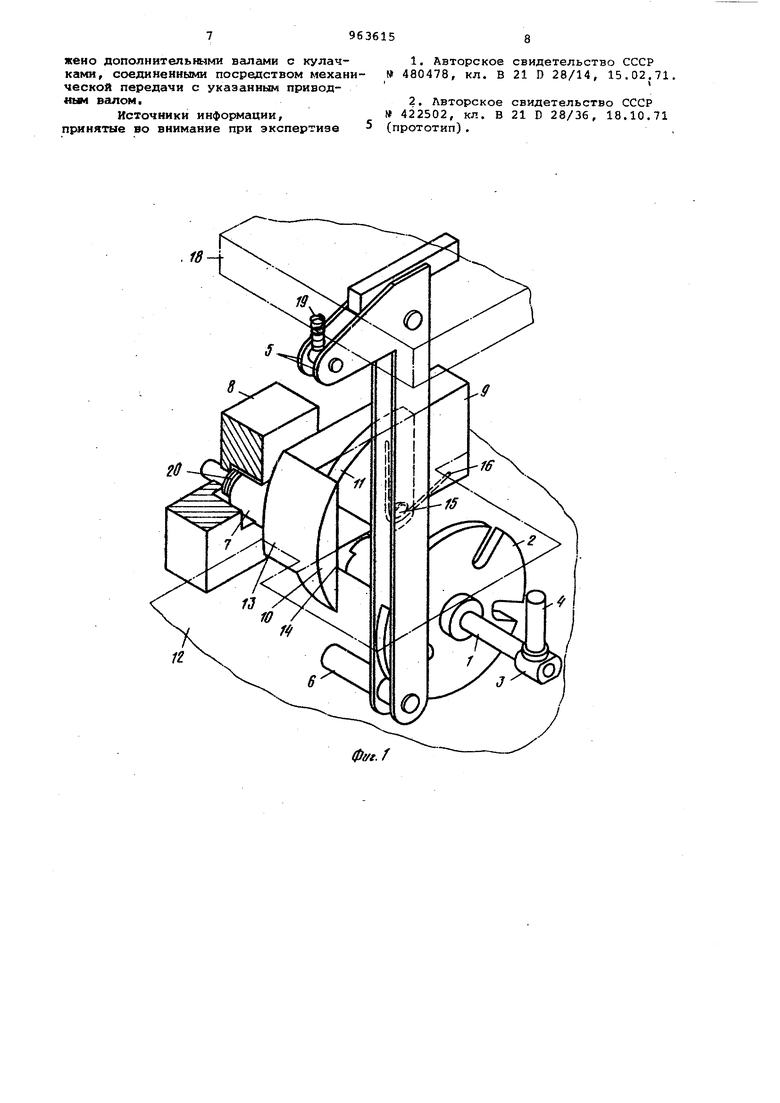
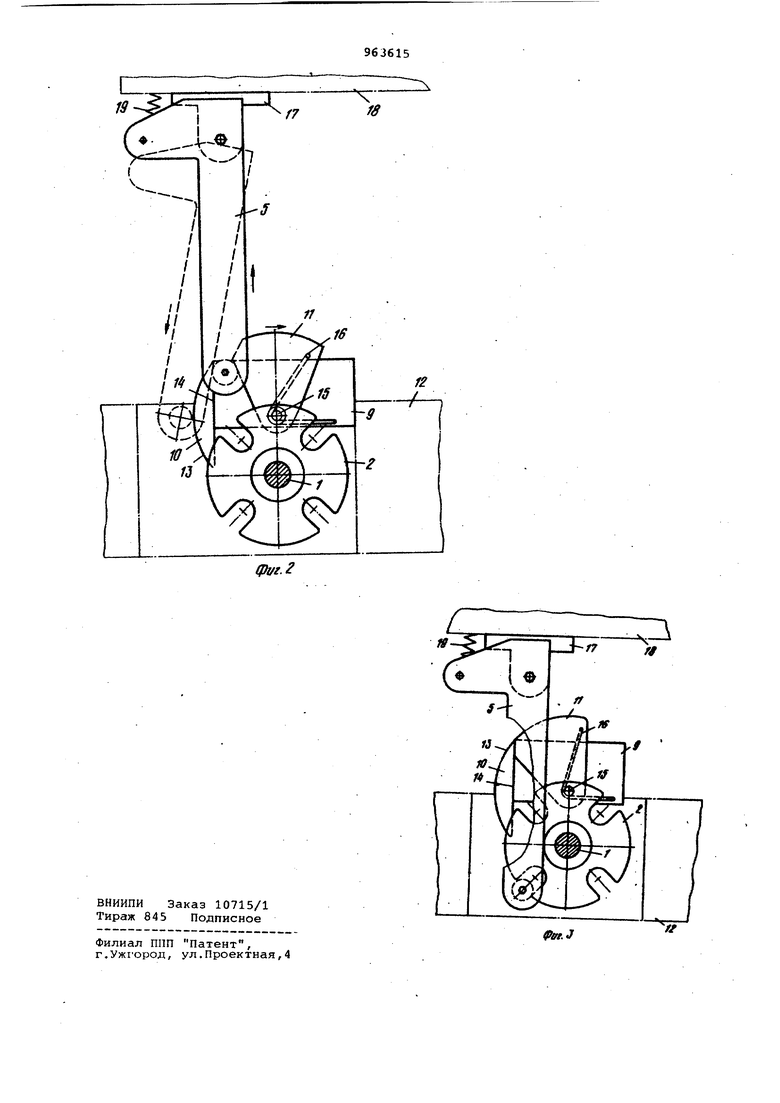
водила, закрепленного на одном валу с этим колесом. Устройство для авто матической установки пуансонов пре рывает вращение валов и синхронизир ет их выстой с периодом взаимодействия экс1 ентрикового вала и пуансо нов, и благодаря этому эксцентриков тзал автоматически устаналивает nyafT соны в рабочее положение при вертикальном положении пуансонов по отно шению к матрицам, когда зазор между ними минимальный и равномерный, чт исключает образование заусенцев в вырезаемых деталях 2. Однако известное устройство позв ляет изготавливать только детали с одинаковым количеством отверстий и не обеспечивает изготовление штам повкой на прессе деталей, имеющих одинаковый наружный контур, но различное количество отверстий на oднo штамповочном инструменте с автомати ческой установкой пуансонов в рабочее положение. Целью изобретения является снижение металлоемкости штамповкой оснаст ки. Поставленная цель достигается тем, что устройство к для автоматической установки пуансонов в рабочее положение, содержащее корпус со смонтированными на нем водилом и мальтийским крестом, связанным с пуансоном посредством приво димого вала и кулачка,снабжено установленными на корпусе сегментом и шарнирно соединенным с корпусом подпружиненным сектором, причем дуги сектора и сегмента имеют общий центр а водило выполнено в виде подпружиненного рычага, смонтированного с возможностью взаимодействия с сектором и сегментом. Кроме того, устройство снабжено дополнительными валами с кулачками, соединенными посредством механической передачи с указанйым приводным валом. На фиг. 1 в аксонометрии приведен пример выполнения устройства для изготовления двух деталей, имеющих одинаковый наружный контур, одна из которых не имеет отверстия ( т.е. ко личество отверстий равно нулю), а другая - имеет одно отверстие; на фиг. 2 - изображен вид на устройство с показом движущихся деталей в верхнем положении; на фиг. 3 - то же, в нижнем положении. Устройство к штампам для автс 1атической установки пуансонов в рабочее положение содержит вал 1, на котором жестко установлены мальтийский крест 2 в виде диска с четырьмя прорезями и кулачок 3, приводящий в движение пуансон 4. Устройство имеет также водило 5 с пальцем б, взаимодействующим с мальтийским крестом 2. На одном из концов вала 1 установлена подпружиненная в осевом напр влении муфта 7. На правой торцовой части муфты 7 и на левой торцовой части ступицы мальтийского креста 2 выполнены четыре зубца с наклонИымИ поверхностями, предназначенные для обеспечения вращения вала только в одном направлении, чтобы исключить возможность вращения его в двух направлениях вследствие неточности . сборки или регулировки устройства. Муфта 7 установлена в подшипнике 8 без возможности вращения. Роль муфты 7 может выполнять также храповой механизм, если храповое колесо установить на валу 1. Устройство также снабжено корпусом 9 с сегментом.: 10 и сектором 11. Корпус 9 закреплен на нижней плите 12 штампа (не показан) неподвижно и может быть выполнен в виде параллелепипеда, одна из граней 13 которого может иметь цилиндрическую форму. За одно целое с корпусом 9 изготовлен сегмент 10. Для этого цилиндрическая грань 13 корпуса 9 выполнена шире и переходит в дугу сегмента 10, имеющего хорду 14. Сектор 11 установлен шарнирно на оси 15, прикрепленной к корпусу 9 с возможностью вращения вокруг него и подпружинен пружиной 16, благодаря этому сектор 11 постоянно прижат к сегменту 10. Водило 5 выполнено в виде рычага, закрепленного одним концом посредством серьги 17 к верхней плите 18 штампа. Водило 5 подпружинено пружиной 19, которая прижимает его к дугам Сектора 11 и сегмента 10. Причем душ сегмента 10 и сектора 11 выполнены одной кривизны и имеют общий центр, поэтому они вместе образуют часть окружности одного радиуса, которая выполняет роль направляющей для пальца 6 водила 5 и не позволяет ему при движении вниз попадать в первую прорезь мальтийского креста 2, чтобы обеспечить поворот вала 1 на , а при движении пальца б вверх направляющей ему служит хорда 14 сегмента 10. Для изготовления деталей, каждая из которых имеет одно или несколы о отверстий различного расположения, устройство может быть снабжено дополнительными валами с кулачками (не показаны, так как они аналогичны валам 1 и кулачкам 3), соединенными посредством механической передачи с валом 1; соличество дополнительных валов с кулачками определяется количествам отверстий, пробиваемых в типах изготавливаемых деталей. Устройство работает следующим образом. Перед началом работы кулачок 3 расположен горизонтально, пуансон 4 опущен (см. фиг. 11, а серьга 17 с водилом 5 находится в крайнем вер нем положении. Во время работы верхняя плита 18 штампа, а вместе с нею водило 5 движутся вйиэ, при этом палец 6 скользит как по направляющим сначала по дуге сектора 11, затем плавно переходит на дугу сегмента 10 и опускается по ней вниз, пропуская на своем нути первую прорезь мальтийского креста 2 (см. фиг. 2), где водило 5 показано пунктирной линией. В нижней части своего движения палец 6 сходит с дуги сегмента 10 и при дальнейшем движении попадает в нижнюю прорезь мальтийского креста 2 (см. фиг, 3), одновременно штамп вырубает первую деталь по наружному контуру (без отверстия). При ходе верхней плиты 18 штампа вверх палец 6 также движется вверх, только уже по хорде 14 сегмента 10 как по направляющей, поворачивая мал т ийский крест 2 и вместе с ним вал 1 с кулачком 3 на 90 (см. фиг. 2, где водило 5 показано сплсаиной линией) , при этом кулачок поднимает пуансон 4 устанавливая его в рабочее положение В конце своего хода вверх палец б касается сектора 11, отводит его в сторону (на фиг. 2 вправо) и попадает на дугу сектора (при следующем ходе вниз), при этом сектор 11 под действием пружины 16 возвращается в исходное положение. Во время следующего (четного) хода верхней плиты 18 штампа вниз происходит вырубка такого же наружного контура другой детгши, но вместе с отверстием, а при ходе вверх мгшьтий ский крест 2 поворачивает кулачрк.3 еще на 90°, при этом пуансон 4 под действием силы тяжести опускается в нерабочее положение. В дальнейшем процесс работы повто ряется и обеспечивается изготовление двух типов деталей с одинаковым наружным контуром: деталь, получаемая при нечетном ходе водила вниз (в дан ном примере без отверстия), и деталь получаемая при четном ходе водила вниз (в данном примере с отверстием) Муфта 7 установлена на валу 1 сво бодно, а в подшипнике 8, жестко закрепленном на нижней плите 12 штампа, может перемещаться под действием пружины 20 только в осевом направ лении. Торцовыми зубьями муфта 7 взаимодействует с торцовыми зубьями мальтийского креста 2, жестко закреп ленного на валу 1. При вращении мальтийского креста 2 наклонные поверхности его торцовых зубьев, скользя по наклонным поверхностям торцовых зубьев муфты 7, перемещают последнюю в осевом направ Ленин влево. При этом торцовые зубья выходят из зацепления друг с иругом. После поворота мальтийского креста 2 на 90° муфта 7 под действием пружиНы 20 перемещается вправо, входя CBqими торцовыми зубьями вновь в зацепленив с торцовыми зубьями ступицы мальтийского .креста 2, чем препятствует повороту мальтийского креста 2 в обратном направлении. Роль муфты 7 могут выполнять также известные храповой механизм или муфта обгона, обеспечивающие вращение вала 1 только в одном направлении. Снабжение устройства дополнительными валами с кулачками, соединенными посредством механической передачи с валом, приводимым во вращение с помощью водила, обеспечивает изготовление деталей (получаемых как при нечетном, так и при четном ходе верхней плиты штампа) с одним или несколькими отверстиями различного расположения. Технико-экономическая эффективность от йнедрения изобретения в производство зависит от того, сколько деталей с одинаковым наружным контуром (но различным количеством и расположением отверстий) можно изготовить на одном штампе и какова суммарная стоимость всех штампов, если бы каждая деталь изготавливалась на отдельном штампе или сколько времени потребовалось бы на переналадку одного и того же штампа. Кроме того, экономия зависит от количества типоразмеров деталей с одинаковым наружным контуром, которые можно вырубить на одном штампе с помощью предлагаемого устройства. Причем чем больше типов деталей можно вырубить, тем больше экономия. Устройство позволяет повысить производительность труда и уменьшить количество штамповой оснастки. Формула изобретения 1.Устройство к штампам для автоматической установки пуансонов в рабочее положение, содержгицее корпус со смонтированными на нем водилом и мальтийским крестом, связанным с пуансоном посредством приводного вала и кулачка, отличающееся тем, что, с целью снижения металлоемкости штамповой оснастки, оио снабжено установленными на корпусе сегментом и шарнир но соединенным с корпусом подпружиненным сектором, причем дуги сектора и сегмента имеют общий центр, а водило выполнено в виде подпружиненного рычага, смонтированного с воз14ожностью взаимодействия с сектором и сегментом. 2,Устройство по п. 1, сРт л ичающееся тем, что оно сиабжено дополнительными валами с кулач- 1. Авторское свидетельство СССР
ками, соедименньами посредством механи- 480478, кл. В 21 D 28/14, 15.02.71
ческой передачи с указанным привод-
«104 валом.2. Авторское свидетельство СССР
Источники информации,( 422502, кл. В 21 D 28/36, 18.10.71
принятые во внимание при экспертизе (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод револьверного диска к штампу для обработки деталей из трубчатых заготовок | 1982 |
|
SU1050785A1 |
| Устройство для штамповки деталей из длинномерного материала | 1988 |
|
SU1574328A1 |
| ПЕЧАТНО-ОТМЕТОЧНАЯ МАШИНА | 1968 |
|
SU210186A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО \ ХОЛОДНОГО ВЫДАВЛИВАНИЯВПТБ[^ ^^.'." 'з T't Г Г" Т f " .•' ''' '.'.. •;' iT' (^ 5 * | 1971 |
|
SU424647A1 |
| Устройство для устранения затиранияРЕжущЕгО иНСТРуМЕНТА HA зубОдОлбЕжНОМСТАНКЕ | 1979 |
|
SU797849A1 |
| Установка для мойки деталей | 1989 |
|
SU1754229A1 |
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
| ДРОССЕЛЬНЫЙ КЛАПАН С АВТОМАТИЧЕСКИМ ОТКЛЮЧЕНИЕМ | 1993 |
|
RU2079027C1 |
| ТУРНИКЕТ | 2009 |
|
RU2387782C1 |
| Устройство для перестройки резонансных контуров | 1988 |
|
SU1663759A1 |
, 18-л
20
1г
0tft.f
Г7
