ного диска (Д) 1, жестко установленного на общем валу с мальтийским крестом 4 в подшипниках 2 редуктора (Р) 3, размещенного на станине 5. Д1 имеет зажимы, равномерно расположенные по периметру окружности Д1„ Станок снабжен штампом 11 с подающим заготовку ползуном, работающим от силового пневмоцилиндра 9, плаваю- щей матрицей со ступенчатыми ножами, пуансоном с приводом от кулачкового вала, ловителем с подпружиненным нажимным роликом.Станок снабжен шпиндельными плавающими сверлильными головками (СГ) 22 с жестко закрепленной цент1
Изобретение относится к медицинской промьшшенности и применяется для изготовления шарнира очковых оправ, например,
типа гарпун,
а также может быть использовано для обработки деталей электро- и радиопромьшшен- ности.
I
Цель изобретения - повышение производительности.
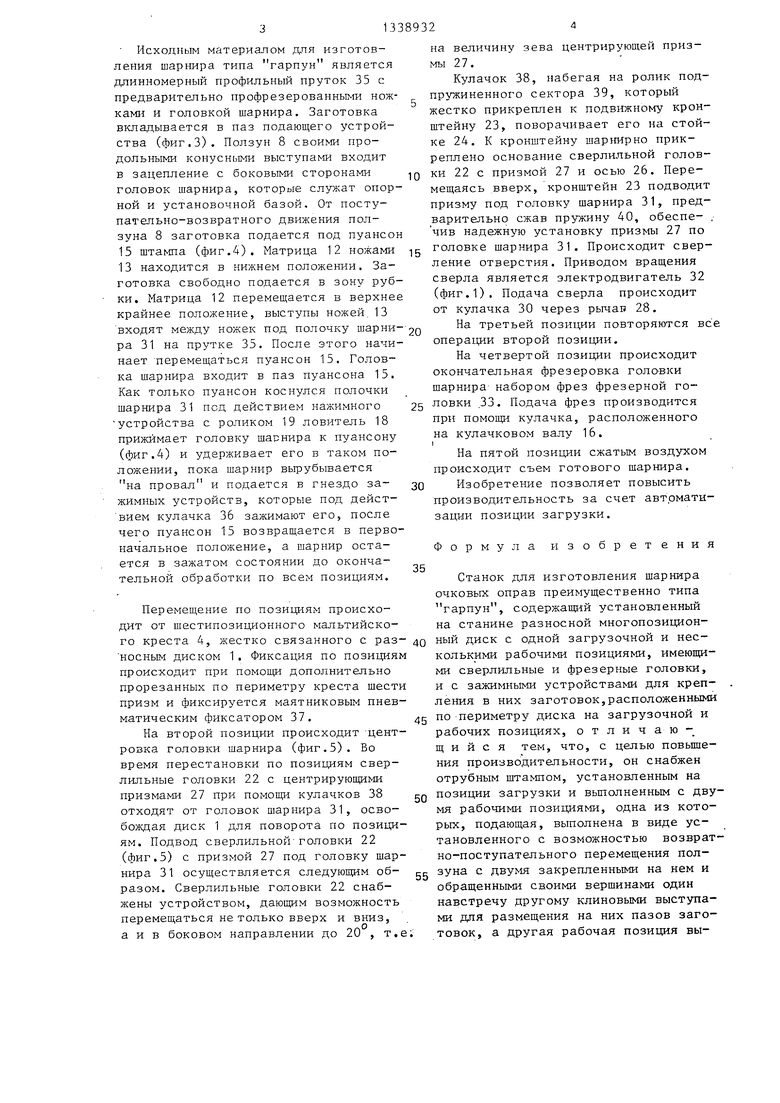
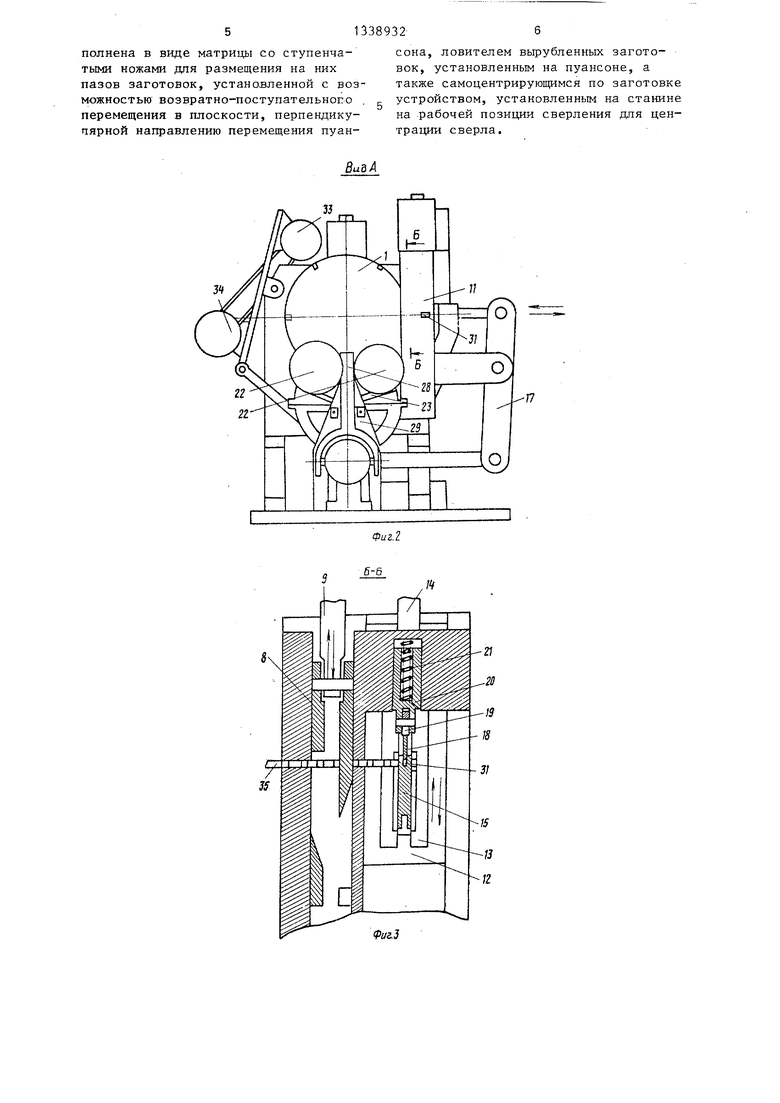
На фиг.1 показан станок, общий вид; на фиг.2 - вид А на фиг,1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.1j на фиг.5 - разрез Г-Г на фиг,1.
Станок состоит из разносного диска 1 (фиг.1), установленного в подшипниках 2 в корпусе редуктора 3 совместно с мальтийским крестом 4. Редуктор установлен на станине 5 и приводится во вращение от электродвигателя 6. Зажимные устройства 7 (фиг.4) равномерно расположены по периметру окружности диска 1. Подающее устройство включает в себя ползун 8 с силовым пневмоцилиндром 9, получающим питание от пневмораспределителя 10, штамп 11 (фиг.2).
Штамп содержит плавающую матрицу 12 (фиг. 4) со ступенчатыми ножами 13, приводимую в движение от силового пневмоцилиндра 14, получающего питание от пневмораспределителя 10, пуансон 15, приводимьш в поступательно- возвратное движение от кулачкового в.зла 16 через систему 17 рычагов.
ловитель 18, нажимное устройство с роликом 19, ползуном 20 и пружиной 21. Станок снабжен сверлильными гоJ ловками 22 (фиг.5), имеющими поворотные подпружиненные кронштейны 23, с помощью которых они шарнирно прикреплены к стойке 24, установленной на передней стенке редуктора.
10 Корпуса 25 шпиндельных головок шарнирно закреплены на кронштейнах 23 неподвижной осью 26, к корпусу 25 жестко закреплена и установлена точно по оси сверла центрирующая приз15 ма 27. Возвратно-поступательное перемещение сверла передается через ры- чаг 28, шарнирно укрепленный на стойке 29, от кулачка 30, расположенного на кулачковом валу 16.
20 Сверлильные головки 22 своими
осями расположены перпендикулярно относительно разносного диска 1. Они предназначены для сверления отверстия в головках шарнира 31, привод
25 вращения сверл осуществляется от электродвигателя 32.
Фрезерная головка 33 с набором фрез служит для зачистки боковых сте- 30 нок шарнира 31. Они шарнирно закреплены на боковой стенке редуктора,под- вод и отвод фрезы производится от кулачкового вала 16, привод вращения фрез - от .электродвигателя 34. 35 Станок работает следующим образом.
рирующей призмой 27. СГ22 закреплены на поворотном кронштейне, смонтированном на стойке, установленной на передней стенке РЗ. Привод отвода и подвода СГ производится от кулачкового вала 16 через кулачок и подпружиненный сектор. Привод подачи сверла осуществляется от кулачка 30 через рычаг 28, Станок снабжен фрезерной головкой с набором фрез 33 для зачистки боковых сторон шарнира гарпун. Таким образом автоматизируется процесс получения шарнира очковых оправ при повьш1ении производительности . 5 ил.
313
Исходным материалом для изготовления шарнира типа гарпун является длинномерный профильный пруток 35 с предварительно профрезерованныки ножками и головкой шарнира. Заготовка вкладывается в паз подающего устройства (фиг.3). Ползун 8 своими продольными конусными выступами входит в зацепление с боковыми сторонами головок шарнира, которьге служат опорной и установочной базой. От поступательно-возвратного движения ползуна 8 заготовка подается под пуансон 15 штампа (фиг.4). Матрица 12 ножами 13 находится в нижнем положении. Заготовка свободно подается в зону рубки. Матрица 12 перемещается в верхнее крайнее положение, выступы ножей.13 входят между ножек под полочку шарни- ра 31 на прутке 35. После этого начинает перемещаться пуансон 15. Головка шарнира входит в паз пуансона 15. Как только пуансон коснулся полочки шарнира 31 под действием нажимного устройства с роликом 19 ловитель 18 прижимает головку шаснира к пуансону (фиг.4) и удерживает его в таком положении, пока шарнир вырубывается на провал и подается в гнездо зажимных устройств, которые под действием кулачка 36 зажимают его, после чего пуансон 15 возвращается в первоначальное положение, а шарнир остается в зажатом состоянии до окончательной обработки по всем позициям.
Станок для изготовления шарнира очковых оправ преимущественно типа гарпун, содержащий установленный на станине разносной многопозиционПеремещение по позициям происходит от шестипозиционного мальтийского креста 4, жестко связанного с раз- 40 ный диск с одной загрузочной и нес- носным диском 1. Фиксация по позициям колькими рабочими позициями, имеющими сверлильные и фрезерные головки, и с зажимными устройствами для крепления в них заготовок,расположенными 45 по периметру диска на загрузочной и рабочих позициях, о т л и ч а ю -
происходит при помощи дополнительно прорезанных по периметру креста шести призм и фиксируется маятниковым пневматическим фиксатором 37.
На второй позиции происходит центровка головки шарнира (фиг.5). Во время перестановки по позициям сверлильные головки 22 с центрируюш ми призмами 27 при помош;и кулачков 38 отходят от головок шарнира 31, освобождая диск 1 для поворота по позициям. Подвод сверлильной головки 22 (фиг.5) с призмой 27 под головку шарнира 31 осуществляется следующим образом. Сверлильные головки 22 снабжены устройством, даюш;им возможность перемещаться не только вверх и вниз, айв боковом направлении до 20 , т.е;
щ и и с я тем, что, с целью повьшзе- ния производительности, он снабжен отрубным штампом, установленным на 5Q позиции загрузки и выполненным с двумя рабочими позициями, одна из которых, подающая, выполнена в виде установленного с возможностью возвратно-поступательного перемещения ползуна с двумя закрепленными на нем и обращенными своими вершинами один навстречу другому клиновыми выступами для размещения на них пазов заготовок, а другая рабочая позиция вы55
0
g о
на величину зева центрирующей призмы 27.
Кулачок 38, набегая на ролик подпружиненного сектора 39, который жестко прикреплен к подвижному кронштейну 23, поворачивает его на стойке 24. К кронштейну шаррирно прикреплено основание сверлильной головки 22 с призмой 27 и осью 26. Перемещаясь вверх, кронштейн 23 подводит призму под головку шарнира 31, предварительно сжав пружину 40, обеспе- . чив надежную установку призмы 27 по головке шарнира 31. Происходит сверление отверстия. Приводом вращения сверла является электродвигатель 32 (фиг.1). Подача сверла происходит от кулачка 30 через рычап 28.
На третьей позиции повторяются вс е операции второй позиции.
На четвертой позиции происходит окончательная фрезеровка головки шарнира набором фрез фрезерной го- 5 ловки .33. Подача фрез производится при помош кулачка, расположенного
на кулачковом валу 16. 1
На пятой позиции сжатым воздухом происходит съем готового шарнира.
Изобретение позволяет повысить производительность за счет автоматизации позиции загрузки.
0
Формула изобретения
Станок для изготовления шарнира очковых оправ преимущественно типа гарпун, содержащий установленный на станине разносной многопозиционный диск с одной загрузочной и нес- колькими рабочими позициями, имеющими сверлильные и фрезерные головки, и с зажимными устройствами для крепения в них заготовок,расположенными по периметру диска на загрузочной и рабочих позициях, о т л и ч а ю -
щ и и с я тем, что, с целью повьшзе- ния производительности, он снабжен отрубным штампом, установленным на позиции загрузки и выполненным с двумя рабочими позициями, одна из которых, подающая, выполнена в виде установленного с возможностью возвратно-поступательного перемещения ползуна с двумя закрепленными на нем и обращенными своими вершинами один навстречу другому клиновыми выступами для размещения на них пазов заготовок, а другая рабочая позиция вы
полнена в виде матрицы со ступенчатыми ножами для размещения на них пазов заготовок, установленной с возможностью возвратно-поступательного перемещения в плоскости, перпендику- пярной направлению перемещения пуанз13389326
сона, ловителем вьфубленных заготовок, установленным на пуансоне, а также самоцентрирующимся по заготовке устройством, установленным на станине на рабочей позиции сверления для цен- трации сверла.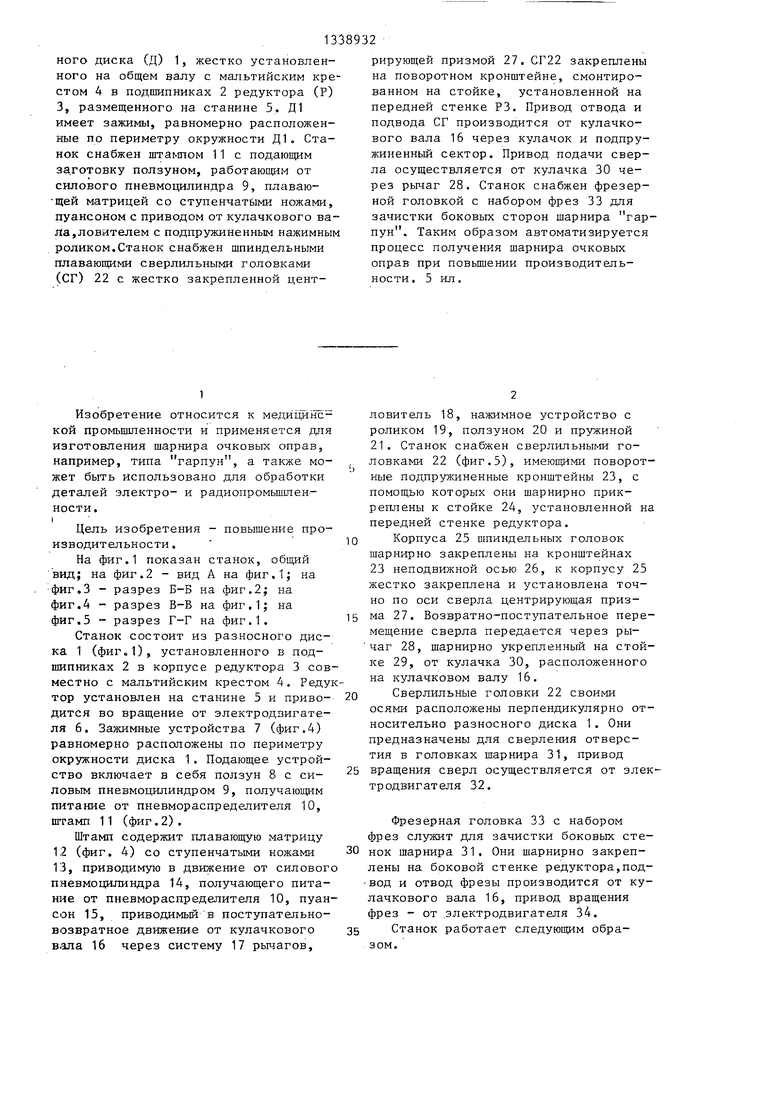
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фрезерования шарниров очковых оправ из профильного проката | 1983 |
|
SU1117146A1 |
| Устройство для обработки длинномерных заготовок | 1985 |
|
SU1572828A1 |
| Агрегат для обработки деревянных опор линий электропередач | 1981 |
|
SU933458A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОКI ВСЕСОЮЗНАЯ \ | 1973 |
|
SU381499A1 |
| ПОРТАТИВНЫЙ МНОГОФУНКЦИОНАЛЬНЫЙ СТАНОК | 2003 |
|
RU2264903C2 |
| Станок для изготовления деталей тел вращения | 1990 |
|
SU1733235A1 |
| Многопозиционный высадочный автомат | 1977 |
|
SU732063A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1971 |
|
SU288988A1 |
| Подающее устройство к деревообрабатывающему станку | 1985 |
|
SU1288061A1 |
Изобретение относится к медицинской промьшшенности и применяется для обработки шарнира очковых оправ типа гарпун, а также может быть использовано для обработки деталей в радио- и электропромьшшенности. Целью изобретения является повышение производительности. Станок состоит из разносСЛ С № 5 (Pui.l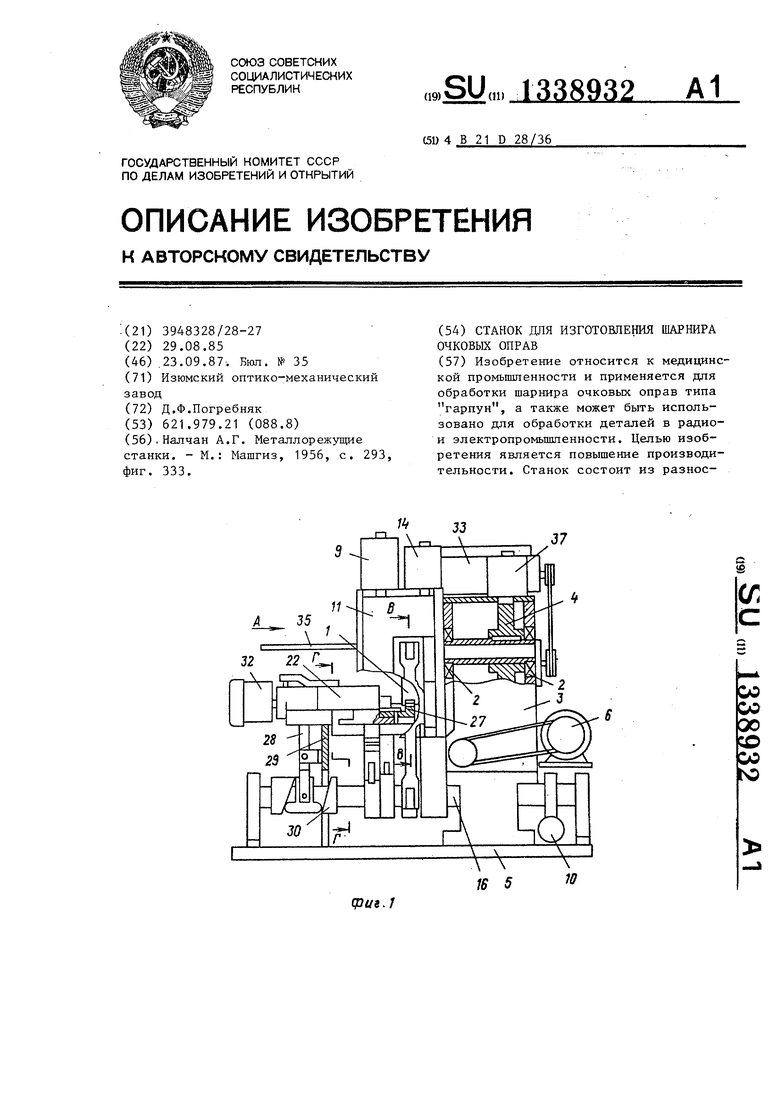
S
Фиг.3
в-в
РЦ2.
Г-Г
ад
Фиг.5
Редактор Н.Тупица
Составитель М.Тарлавская
Техред Л.ОлийныкКорректор А.Обручар
Заказ 4167/8Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| .Налчан А.Г | |||
| Металлорежущие станки | |||
| - М.: Машгиз, 1956, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОДАЧИ УГЛЯ В ТЕНДЕР ПАРОВОЗА | 1920 |
|
SU293A1 |
| Телефонная трансляция с катодными лампами | 1922 |
|
SU333A1 |
