(вует полному осевому расширению образца.
Общими .недостатками обоих известных способов является сложность использования результатов исследования для проектирования и изготовления нагреваемой оснастки, отл1ичающийся высокой точностью. К. таким параметрам относятся припуоки .на оснастку и уклоны, которые будут различными для реальных стержневых смесей.
Целью изобретения является получение точных данных по размерам и формовочным уклонам.
Эта цель достигается тем, что в .способе определения деформации смесей при изготовлении lcfepжнeй в нагреваемой оснастке, включающем заполнение оснастки смесью, нагрев и извлечение полученного образца смеси из оснастки, после проведения операции извлечения образца его повторно устанавливают в оснастку, замеряют расстояние, яа которое выступает образец из оснастки, и по тангенсу угла формовочного уклона оснастки определяют деформацию.
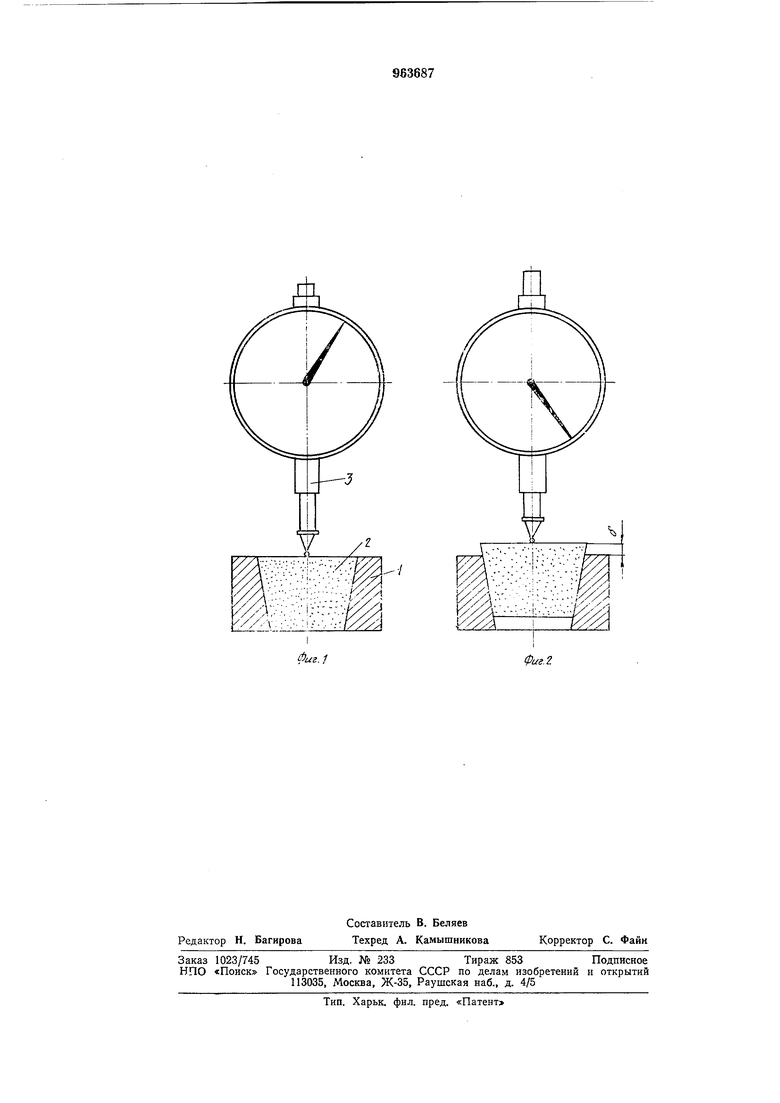
Способ поясняется фиг. 1 .и 2 и осуществляется следующим образом.
Смесь надувают в коническую полость нагреваемого ящика 1 с углом формовочного уклона не более 2°, так как в реальной оснастке углы больще 2° пра.ктически не встречаются. После отверждения образца 2 в ящике при фиксируемой температуре в течение необходимого технологического времени, с помощью и.ндикатора 3 измеряется положение верхней плоскости образца в оснастке. Затем образец 2 фиксируемым усилием выталкивается из ящика 1 до полного прекращения конта,кта с полостью ящика (усилие выталкивания сокращается до нуля), после чего выталкивание прекращается. Образец возвращается в оснастку, но нз-за своего расширения он не мож-ет полностью возвратиться в первоначальное положение. При помощи индикатора замеряют расстояние, на которое выступает образец из оснастки (б) (фиг. 2). Умножая эту величину на тангенс угла формовочного уклона ящика, получают абсолютное значение деформации образца.
При нагреве образца смеси он отверждается и стремятся расщнрнться, но встречает препятствие своему расширению со стороны оснастки. Расщирение образца затрудняется. При извлечении образец, расщиряясь, некоторое время контактирует с полостью оснастки. Причиной этого является свободное расщирение образца. С помощью известных способов измерить эту
деформацию нельзя, поскольку они предполагают определение деформации образцов в условиях свободного расширения при нагреве. Замеры стержня через некоторое
время после извлечения приведут к значительной ошибке, так как образец быстро охлаждается на воздухе и сокращает свои размеры.
Пример. В Качестве исследуемой смеси была использована смесь, где кварцевый песок в качестве наполнителя смешан с различньшИ .композициями фенолоспирта. Для заполнения смесью оснастки использовалась пескодувная машина лабораторного типа. Смесь вдувалась в оснастку при давлении сжатого воздуха 0,5МПа |И отверждалась под действием тепла электронагревателей при 240° С в течение 90- 150 с. Затем производилось извлечение образца и определение величины деформации смеси. Относительная деформация смеси в данном случае составила 0,3- 0,8% (в зависи.мости от -времени отверждения и содержания композиции фенолоспирта).
Экономический эффект от проведения мероприятий с использованием результатов, полученных при применении данного способа, составит 3-5 руб. на тонну год.ного литья. Изобретение по сравнению с существующими способами обеспечит возможность получения более точных данных для цроектирова.вия оснастки, а также определения усилия извлечения и размера
стержня после извлечения для различных смесей.
Формула изобретения
Способ определения деформации образца из смесей, используемых при изготовлении стержней в нагреваемой оснастке, включающий заполнение оснастки смесью, нагрев и извлечение полученного образца
смеси из оснастки, отличающийся тем, что, с целью получения точных данных по размерам и формовочным уклонам, после извлечения образца его повторно устанавливают в оснастку, замеряют расстояние, на которое выступает образец из оснастки, и по тангенсу угла формовочного уклона оснастки определяют деформацию.
Источники информации, принятые во внимание при экспертизе;
1.Медведев Я. И. и др. Технологические испытания формовочных смесей, М., 1973,
с. 203-205.
2.Там же, с. 204-205.
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения извлекаемости стержней и форм | 1987 |
|
SU1407657A1 |
| Способ определения усилия сцепления стержня с нагреваемой оснасткой | 1980 |
|
SU908480A1 |
| Способ определения сил взаимодействия стержня с нагреваемой оснасткой | 1980 |
|
SU921665A1 |
| Устройство для определения длительности отверждения литейных стержней | 1979 |
|
SU1004807A1 |
| СВЯЗУЮЩАЯ КОМПОЗИЦИЯ, СОДЕРЖАЩАЯ КОНДЕНСИРОВАННЫЙ ТАНИН И ФУРФУРИЛОВЫЙ СПИРТ И ЕЕ ПРИМЕНЕНИЕ | 2005 |
|
RU2353597C2 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ СТЕРЖНЕВЫХ И ФОРМОВОЧНЫХ СМЕСЕЙ | 1973 |
|
SU405047A1 |
| Пескодувная измерительная установка | 1985 |
|
SU1323219A1 |
| Способ изготовления стержней | 1980 |
|
SU990403A1 |
| Способ изготовления стержневого ящика | 1978 |
|
SU891201A1 |
| Противопригарное покрытие для литейных форм и стержней | 1982 |
|
SU1085093A1 |