а ел
Изобретение относится к литейному про- |изводству и может быть использовано при изготовлении литейных форм и стержней.
Цель изобретения - получение досто- рерных данных о конструкторско-технологи- 1 еских характеристиках реальных стержней
и форм.
i
Согласно способу, включающему заполнение оснастки смесью известной прочности и извлечение исследуемого образца из ос- 10 настки, образец извлекают после отверждения с одновременной регистрацией усилия извлечения, прикладываемого к образцу через выталкивающую систему оснастки, и о величине извлекаемости судят по соотно- щению между прочностью образца при извлечении и удельным усилием извлечения.
Призер. Создают устройство для опробования предлагаемого способа. Оно включает в себя пескострельную мащину с узлом для
15
Результаты указывают на невозможность извлечения образцов из оснастки через 30 с ввиду недостаточной прочности в горячем состоянии - образец «прошивается толкателями из-за слищком малой толщины от- вердевщей смеси.
Через 60 с отверждения образец извлекается с трудом, в отдельных случаях наблюдаются трещины.
Вторая смесь содержит 100 мас.% песка, 2,1 мас.% композиции фенолоспирта и 5,8 мас.% (от композиции) хлорного железа (табл. 2).
Образцы извлекаются из оснастки при всех режимах отверждения без образования трещин.
Сравнение результатов испытания двух смесей позволяет сделать следующие выводы относительно их конструкционно-технологических свойств. Во-первых, если соотнощение между прочностью в горячем состоянии и
надува образцов из смесей и нагреваемую 20 удельным усилием извлечения для первой оснастку с выталкивающей системой. Стержсмеси 2,0-2,2 в зависимости от продолжительности отверждения, то для второй смеси эти значения изменяются в пределах 2,5-5,9. Таким образом, поскольку запас прочности у смеси с хлорным железом значительно больще, чем у первой смеси, представляется возможным изготавливать из нее стержни и формы более сложной конфигурации.
невую смесь надувают в нагретую оснастку, отверждают, и образец при помощи толкателей выталкивают из оснастки. При этом регистрируют усилие извлечения на манометре. Извлеченный образец помещают в захваты разрывной мащины, где подвергают растяжению до разрущения, при этом опре- |деляют прочность смеси.
Таким образом, практически одновремен
но определяют две характеристики: удельное усилие на растяжение (усилие извлечения, отнесенное к поверхности контакта образца с оснасткой) и прочность образца на растяжение, в данном случае в горячем состоянии.
С использованием устройства воспроизведены условия изготовления и извлечения образцов по предлагаемому способу. Продолжительность заполнения оснастки смесью 0,6 с. Давление сжатого воздуха при надуве 0,5 МПа. Оснастка, в которой отвержда- ют образцы, стальная. Формовочный уклон ЗО , щероховатость RX 20. На поверхность оснастки наносят разделительный состав в виде водного раствора кремнийорганической эмульсии КЭ-6009. Температура оснастки 240°С, продолжительность отверждения изменяют от 30 до 180 с.
Испытывают две смеси. Первая смесь состоит из 100 мас.% песка, 4,0 мас.% композиции фенолоспирта (фенолоспирт с 20% технической мочевины).
В табл. 1 представлены результаты испытаний этой смеси.
0
5
Результаты указывают на невозможность извлечения образцов из оснастки через 30 с ввиду недостаточной прочности в горячем состоянии - образец «прошивается толкателями из-за слищком малой толщины от- вердевщей смеси.
Через 60 с отверждения образец извлекается с трудом, в отдельных случаях наблюдаются трещины.
Вторая смесь содержит 100 мас.% песка, 2,1 мас.% композиции фенолоспирта и 5,8 мас.% (от композиции) хлорного железа (табл. 2).
Образцы извлекаются из оснастки при всех режимах отверждения без образования трещин.
Сравнение результатов испытания двух смесей позволяет сделать следующие выводы относительно их конструкционно-технологических свойств. Во-первых, если соотнощение между прочностью в горячем состоянии и
0 удельным усилием извлечения для первой
удельным усилием извлечения для первой
смеси 2,0-2,2 в зависимости от продолжительности отверждения, то для второй смеси эти значения изменяются в пределах 2,5-5,9. Таким образом, поскольку запас прочности у смеси с хлорным железом значительно больще, чем у первой смеси, представляется возможным изготавливать из нее стержни и формы более сложной конфигурации.
Во-вторых, возможность получать качественные стержни и формы за более короткую продолжительность отверждения позволяет увеличить производительность технологического оборудования.
Результаты испытания показывают, что применение смеси, содержащей хлорное железо, предпочтительнее с позиции оценки конструкционно-технологических свойств стержней и форм.
Формула изобретения
Способ определения извлекаемости стержней и форм, изготавливаемых в нагреваемой или холодной оснастке в массовом производстве, включающий заполнение оснастки смесью, отверждение смеси, извлечение образца смеси из оснастки с одновременным определением удельного усилия извлечения, определение прочности образца, отличающийся тем, что, с целью получения достоверных данных о конструкционно-технологических характеристиках реальных стержней и форм, извлекаемость определяют по соотно- щению между прочностью образца и удельным усилием извлечения.
Таблица 1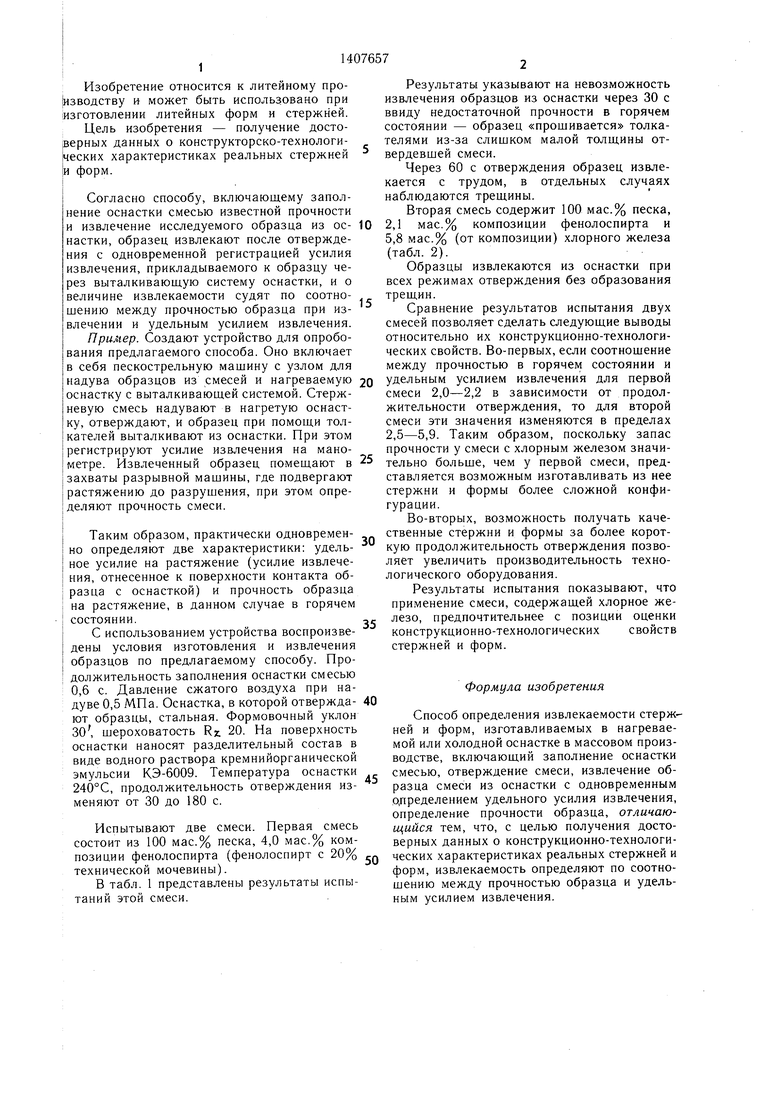
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления литейных стержней и форм в нагреваемой оснастке | 1986 |
|
SU1424939A1 |
| Смесь для изготовления литейных стержней и форм в нагреваемой оснастке | 1980 |
|
SU859005A1 |
| Смесь для изготовления литейных стержней и форм в нагреваемой оснастке | 1979 |
|
SU768530A1 |
| Противопригарное покрытие для литейных форм и стержней | 1982 |
|
SU1085093A1 |
| Смесь для изготовления литейных стержней и форм в нагреваемой оснастке | 1985 |
|
SU1279737A1 |
| СПОСОБ ОЦЕНКИ ИЗВЛЕКАЕМОСТИ СТЕРЖНЕВЫХ И ФОРМОВОЧНЫХ СМЕСЕЙ | 2021 |
|
RU2763105C1 |
| Способ определения деформации образца из смесей | 1980 |
|
SU963687A1 |
| Смесь для изготовления литейных стержней | 1975 |
|
SU590888A1 |
| Смесь для изготовления литейных стержней и форм, отверждаемых в нагреваемой снастке | 1978 |
|
SU778895A1 |
| Способ изготовления образцов для испытаний из стержневой химически отвержденной смеси | 1990 |
|
SU1747233A1 |
Изобретение относится к области литейного производства и может быть использовано при изготовлении литейных стержней и форм. Цель изобретения - получение достоверных данных о конструктивно-технологических характеристиках реальных стержней и форм, отверждаемых в нагреваемой и холодной оснастке. Образец извлекают из оснастки после отверждения с одновременной регистрацией усилия извлечения, прикладываемого к образцу через выталкивающую систему оснастки, и о величине из- влекаемости судят по соотношению между прочностью образца при извлечении и удельным усилием извлечения. 2 табл.
30 60 90 120 150 180
0,17 0,20 0,22 0,25 0,27
0,34 0,48 0,56 0,58 0,80
30 60 90 120 150 180
0,08 0,15 0,17 0,19 0,20 0,22
0,20 0,56 0,74 0,98 1,18 0,93
Таблица 2
| Способ определения сил взаимодействия стержня с нагреваемой оснасткой | 1980 |
|
SU921665A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
