(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ АРМАТУРЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| ПНЕВМАТИЧЕСКИЙ ГИДРОПЛАСТОВЫЙ ПАТРОН | 1992 |
|
RU2104127C1 |
| Устройство для притирки уплотнительных поверхностей запорной арматуры | 1983 |
|
SU1134352A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2015 |
|
RU2615100C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ОБЕЧАЕК | 1969 |
|
SU253270A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1989 |
|
RU2035286C1 |
| Устройство для обработки уплотнительных поверхностей клиновых задвижек | 1989 |
|
SU1790479A3 |
| СПОСОБ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2017 |
|
RU2646179C1 |
| Гидрокопировальный привод | 1979 |
|
SU831539A1 |
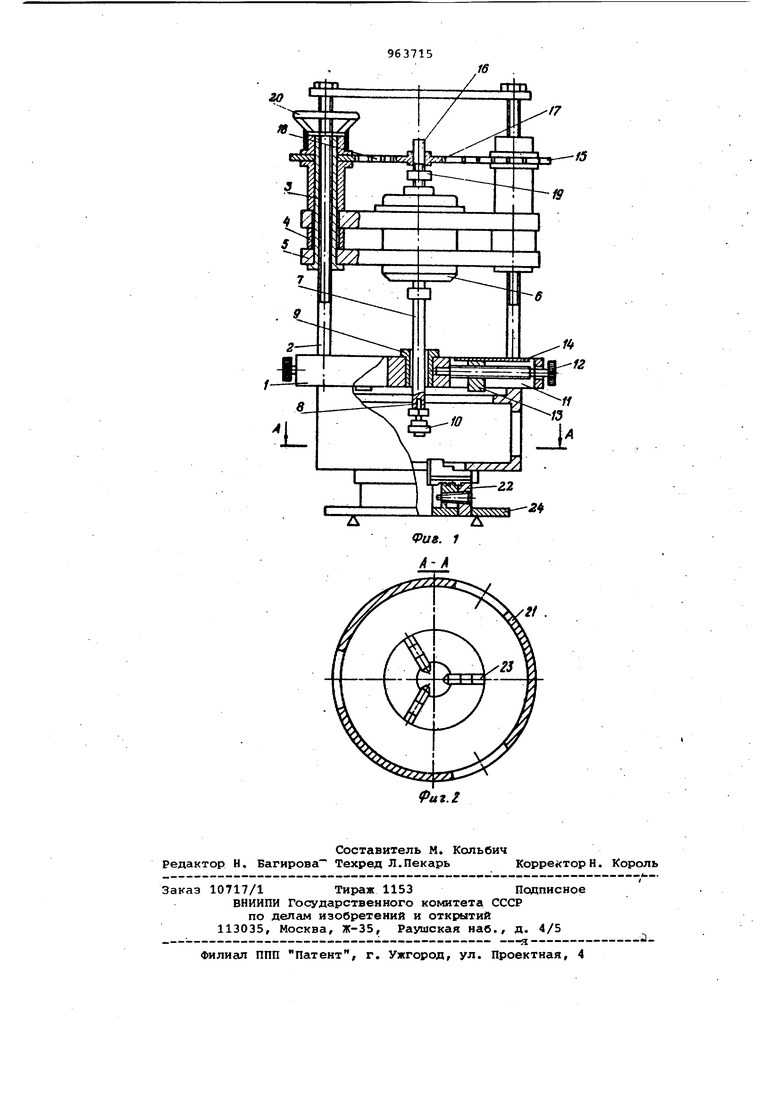
Изобретение относится к области механической обработки материалов,. к устройствам для проточки и притирки уплотнительных поверхностей сантехнической, тепловой и газовой арма туры. Известны устройства подобного на значения, включающие установленйай с возможностью возвратно-поступатель ного перемещения шпиндель и приспособление для закрепления детали арма туры 13. Цель изобретения - повышение точности обработки арматуры и производи тельности труда. С этой целью устройство снабжено установленным с возможностью центрирования относительно оси итинделя, связанным с приспособлением для закрепления первой детали, приспособле нием для закрепления второй детали арматуры, сопрягаемой с первой. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 сечение А-А на фиг. 1. Устройство состоит из планшайбы 1, являющейся приспособлением для закрепления детали арматуры, на которой с помощью ходовых яинтов 2, ходовых втулок 3 и распорных втулок 4 установлена каретка 5. В центре каретки 5 закреплен привод б шпинделя 7. Шпиндель 7 на конце снабжен зажимом 8 и пропущен .-ерез втулку 9 планшайбы 1.В зажим 8 устанавливают режущий инструмент 10. В планшайбе 1 выполнены сквозные пазы 11, в которых установлены с возможностью вращения ходовые винты 12 с навинченными на них сухарями 13. Вдоль пазов 11 установлены отсчетные линейки 14,на которых нанесены величнны условных диаметров СД ) арматуры. Ходовые винты 2 снабжены звездочками 15. На вал 16 привода б свободно посажена звездочка 17. Звездочки 15 и 17 соединены роликовой цепью 18. Вращение вала 16 передают на ведущую звездочку 17 посредством стопорного диска 19. Для ручного перемещения каретки 5 на одной из ходовых втулок 3 установлен маховик 20. Снизу планшайбы 1 установлен с помоиью муфты 21 дополнительный зажимной патрон 22, являющийся приспособлением для закрепления другой детали , с кулачками 23, так, что ось патрона 22 совпадает с осью планмайбы 1 и осью шпинделя 7. Патрон 22 снабжен опорной плитой 24 для установки всего устройства в вер тикальном положении. Обработку детали арматуры, например золотника, осуществляют следующим образом. Устройство устанавливают на опорной плите 24. Золотник закрепляют в кулачках 23 патрона 22, в зажим 8 -устанавливают режущий инструмент фрт зу 10. Поднятием стопорного диска 19 вращение вала 16 передают с помощью цепной передачи звездочек 15 и 17 и роликовой цепи 18 на втулку 3, которая, вращаясь, опускает каретку 5 с фрезой 10, Точный подвод фрезы 10 к золотнику осуществляют вручную с помощью маховика 20. Затем производят проточку золотника, удаляя по врежденный слой материала. После проточки золотника фрезу 10 отводят вверх, выключают привод и отсоединяю от планшайбы 1 муфту 21 с патроном 2 Планшайбу 1 устанавливают на фланец другой детали, например корпуса арматуры, вратением ходовых винтов 12 суха..ри 13 устанавливают против требуемого значения условного диаметра Д тем самым совмещая центр планшайбы с осью корпуса арматуры, и жестко закрепляют планшайбу 1 на фланце арматуры. Производят далее проточку седла корпуса арматуры с помощью фре зы 10, устанавливают затем в зажим 8 вместо фрезы 10, в котором закрепляют золотник и производят притирку уплотнительных поверхностей золотцика корпуса. Такое устройство позволяет производить операции проточки и притирки арматуры большого диапазона условных размеров непосредственно на объекте без демонтажа арматур. При этом производительность труда повышается в 15-20 раз, а качество притирки на 30-50%. Формула изобретения Устройство для обработки упло нительных поверхностей арматуры из двух деталей, включающее установленный с возможностью возвратно-поступательного перемещения шпиндель и приспособление для закрепления детали, о тличающееся тем, что, с целью повышения точности обработки и производительности труда, оно снабжено установленным с возможностью центрирования относительно шпинделя, связанным с приспособлением для закрепления первой детали приспособлением для закрепления второй детгши арматуры, сопрягаемой с первой. Источники информации, принятые во внимание при экспертизе 1. Патент СССР 8043, кл. В 23 С 1/20, опублик. 1927.
