Изобретение относится к области аргоно-дуговрй точечной сварки обечаек из нержавеющих- и жаропрочных сталей и титановых сплавов.
Известны установки для сварки поперечных швов обечаек, содержащие сварочную горелку с пневмоцилиндром, механизм продольного перемещения горелки по рядам сварки и механизм поворота свариваемого изделия на шаг сварки.
, Однако эти устройства не обеспечивают хорошего качества сварки и имеют низкую производительность.
Предложенная установка отличается от известных тем, что механизм продольного перемещения выполнен в виде смонтированного на станине вала с продольным пазом, на котором установлен шпиндель с планшайбой, и поджимного пневмоцилиндра, имеющего возможность перемещения вдоль паза вала посредством привода, который через ходовой винт связан с горелкой. Механизм поворота свариваемого изделия на шаг сварки выполнен в виде установленных па шпинделе захватного и тормозного дисков с колодками, смонтированными на шарнирно соединенных хомутах, концы которых связаны со штоками зажимных пневмоцилиндров, установленных на упомянутых дисках. Причем захватный диск имеет палец, размещенный в пазу вилки, смонтированной
на подвижном столе, закрепленном на штоке пневмоцилиндра шагового перемещения, расположенного в станине. Это повышает производительность труда и улучшает качество при аргоно-дуговой точечной сварке ненлавящимся электродом.
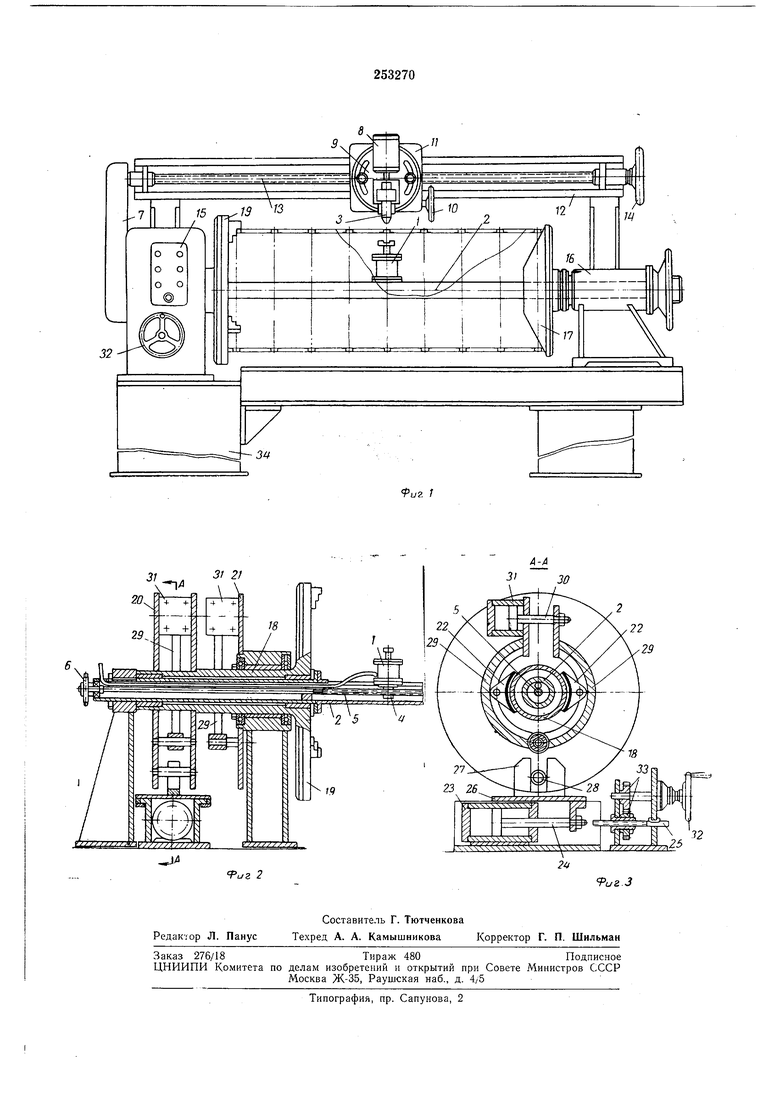
На фиг. 1 изображена описываемая установка, общий вид; на фиг. 2 - механизм поворота свариваемого изделия в разрезе вдоль оси вала; на фиг. 3 - поперечный разрез по Л-Л на фиг. 2.
Поджимной пневмоцилиндр 1 установлен на валу 2 соосно с горелкой 3 в вертикальной плоскости и соединен гайкой 4 с винтом 5, снабженным звездочкой 6 привода 7 цепной передачи, а горелка 3 скреплена жестко со штоком пневмоцилиндра 8 и смонтирована в направляющих поворотной каретки 9, имеющей возможность перемещаться в вертикальной плоскости как от пневмоцилиндра 8, так и от вращения маховика W поворотной каретки 9. Основание 11 поворотной каретки 9 вмонтировано в нанравляющие 12 и соединено с приводом 7 цепной передачи через ходовой винт 13 со звездочкой 6. Второй конец ходового винта 13 снабжен маховичком 14.
кольцевых рядов сварки по команде с пульта 15 управления.
Вал 2 установки выполнен из неподвижной трубы, имеющей на одном конце заднюю бабку 16 с планшайбой 17, а в рабочей зоне вдоль оси направляющий - вырез для перемещения поджимного пневмоцилиндра / от винта 5, вставленного внутрь трубы. На второй конец вала насажен щпиндель 18 с планщайбой 19, осуществляющий поворот обечайки на щаг сварки.
Механизм поворота свариваемого изделия выполнен в виде захватного 20 и тормозного 21 дисков с колодками 22, смонтированными на шпинделе 18, причем , захватный диск 20 установлен с возможностью поворота от пневмоцилиндра 23 шагового перемещения, шток 24 которого имеет ограниченное перемещепие от винта 25 настройки. Пневмоцилиндр 23 связан подвижным столом 26 с вилкой 27, в лаз которой входит палец 28 захватного диска 20. Колодки 22 захватных 20 и тормозных 21 дисков установлены на щарнирно соединенных хомутах 29, концы которых прикреплены соответственно к штокам 30 зажим-ных пневмоцилиндров 31, расположенных на самих дисках 20 и 21. Винт настройки 25 служит для изменения хода штока 24 пневмоцилиндра 23 в зависимости от заданного шага сварки в кольцевых рядах сварки обечайки, и он получает продольное перемещенне от маховичка 32 через прямозубую пару щестерен 33.
Все пневмоцилиндры установки обслуживаются реле времени с пульта 15 управления через пневморазводку (на чертеже не показана) по заданному циклу работы, нричем ноджимной Пневмоцилиндр / и пневмоцилнндр В с горелкой 3 получают одновременную команду к работе.
Устройство приспособления смонтироваиы на станине 34, имеющей нанравляющие для отвода задней бабки 16.
Обечайку, стянутую зажимными хомутами и подлежащую точечной сварке как кольцевым, так и нродольным швом, устанавливают одним концом на планшайбу 19, а другой - поджимают задней бабкой 16. Горелку 3 и поджимной нневмоцилиндр 1 подводят против места сварки но команде с пульта 15 управления приводам 7 цепной передачи, а нажатием кнопки «пуск производят продувку места сварки аргоном и одновременно двухсторонний поджим свариваемого пакета, затем включают сварочный ток. После сварки горелку 3 и поджимной Пневмоцилиндр / отводят от места сварки и поворачивают обечайку шпинделем 18 с планшайбой 19 от механизма поворота на заданный шаг сварки посредством пальца 28 захватного диска 20, который входит в паз вилки 27, установленной на подвижном столе 26, перемещаемом штоком 24 пневмоцнлиндра щагового перемещения 23.
Процесс повторяется автоматически до окончапия процесса сварки кольцевого шва, после чего переводят горелку 3 и поджимной пневмоцилиндр 1 на следующий кольцевой ряд.
Для сварки продольных щвов производят одиночный перевод горелки 3 и поджимного ппевмоцилиндра / на шаг сварки.
Предмет изобретения
Установка для сварки поперечных швов обечаек, содержащая сварочную горелку с пневмоцилиндром, механизм продольного перемещения горелки по рядам сварки и механизм поворота свариваемого изделия на шаг сварки, отличающаяся тем, что, с целью повышения производительности труда и улучщения качества при аргоно-дуговой точечной сварке неплавящимся электродом, механизм продольного перемещения выполнен в виде смонтированного на станине вала с продольным пазом, на котором установлен- щпиндель с планшайбой, и поджимного пневмоцилиндра, имеющего возможность перемещения вдоль паза вала посредством привода, который через ходовой винт связан с горелкой, а механизм поворота свариваемого изделия на щаг сварки выполнен в виде установленных на щпинделе захватного и тормозного дисков с колодками, смонтированными на шарнирно соединенных хомутах, концы которых связаны со штоками зажимных пневмоцилиндров, установленны.х на упомянутых дисках, причем захватный диск имеет палец, размещенный в пазу вилки, смонтированной на подвижном столе, закрепленном на штоке пневмоцилиндра шагового перемещения, расположенного в станине.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| ЛТЕПТПО- ^,j I ''^ TiXitH^fCK.Mi ^^iEHSJHOTCKA' | 1966 |
|
SU185421A1 |
| Устройство для сборки под сварку обечаек | 1989 |
|
SU1729723A1 |
| Установка для сварки | 1990 |
|
SU1812036A1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Установка для сварки | 1989 |
|
SU1669680A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |