(54) СПОСОБ ОТДЕЛОЧНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС
12
Изобретение относится к области машиностроения и может быть использовано при обработке цилиндрических мелкомрдульных зубчатых колес внешнего и внутреннего зацепления.
Известен способ обработки зубчатых колес 13, когда инструмент и обрабатываемая деталь образуют зубчатую пару внутреннего зацепления. Для поддержания беззазорного контакта в зацеплении деталь подают на инструмент, деформируя конусообразную проставку, предназначенную для этой цели.
Недостатки этого способа обработки - невозможность применения инструмента на эластичной основе и низкое качество обработки, вызванное неточностью центрирования колеса и инструмента.
Цель изобретения - повышение качества обработки при отделочной операции .
Поставленная цель достигается тем, что по flpeдлoжeннoмy способу одному из элементов пары инструмент - деталь, выполненному в виде зубчатого обода, сообщают дополнительное планетарное вращение вокруг оси, не совпадающей с его геометрическим
центром, а другой элемент пары свободно перекатывают внутри обода. При этом величину радиального нагружения 5 регулируют посредством изменения скорости планетарного вращения.
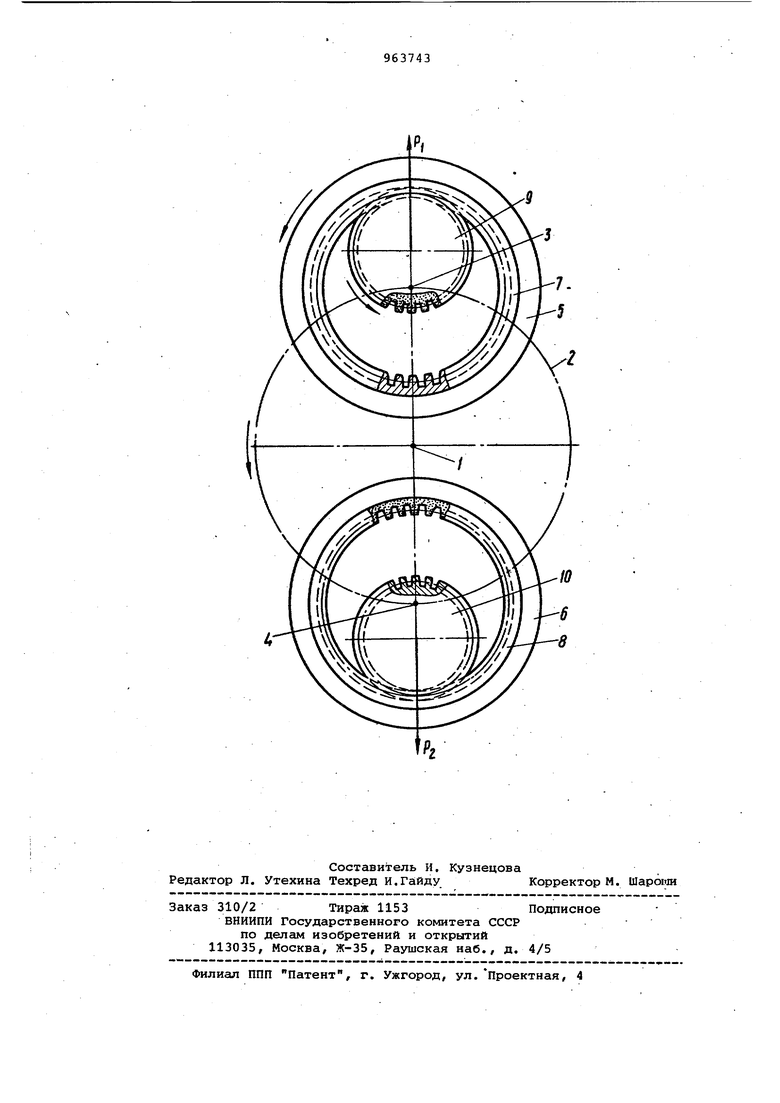
На чертеже изображена схема уста-, новки, реализукидей способ обработки
10 цилиндрических мелкомодульных колес внеинего и внутреннего зацепления.
На центральной оси 1 установлен корпус 2, несущий на себе оси 3 и 4 контейнеров 5 и б, Оси 3 и 4 являются также геометрическими центрами
15 зубчатых ободов 7 и 8, представляющих собой колеса внутреннего зацепления, располагаемые в контейнерах. Внутри зубчатых ободов помещены колеса 9 и 10 с внешними зубьями, об20разующие с ободами пары внутреннего за тепления. Оси ободов и колес не перекрещиваются. Каждому виду обрабатываемой летали соответствует свой вид инструмента. Если деталь - зуб25чатый обод 7, то инструмент - колесо 9. Если деталь - колесо 10, то инструмент - зубчатый обод 8. Инструмент изготовлен из эластичного материала (например, резины), поверхност30ный слой которого армирован абразивHfcjM порошком. Инструмент по ширине пе{эекрывает обрабатываемую деталь. Способ осуществляется следующим образом. Включают привод установки. При этом контейнеры 5 и б, вращаясь относительно своих осей 3 и 4, получают также планетарное вращение вокруг Нэси 1о Колеса 9 и 10, под воздействием центробежных сил Р и Pj, располагаются диаметрально противопдожно, и по мере вращения ободов относительно осей 3 и 4 начинают свободно перекатываться в них. Под воздействием радиального нагружения зубья инструмента деформируются заполняя до самого дна впадины обрабатываемой детали. По мере взаимного обкатывания зубья инструмента контактируют со всеми боковыми поверхностями зубьев обрабатываемой детали на всем их протяжении от головки до основания зуба и обратно. При этом происходит взаимное скольжение. В результате абразивны.зерна срезают частицы материала детали, осуществляя обработку. Регулирование сил радиального нагружения Р и Р/ осуществляют изме нением окружной скорости планетарного вращения контейнеров 5 и 6.. Данный способ обеспечивает удаление припуска на обработку по всей боковой поверхности зуба от вершины до основания, исключая образование ступеньки в нижней части ножки зуба и тем самым повышая качество обработ ки. Компенсация бокового зазора в за цеплении по мере износа инструмента и поддержание постоянства сил радиального нагружения на всем протяжении цикла обработки происходит автоматически. Погрешности установки не влияют на качество обработки. Практически исключаются усилия, из- . гибающие зубья инструмента. Полностью удаляются следы от зуборезного инструмента, направленные вдоль зуба и играющие роль режущих кромок, усиленно изнашивающих, например, текстолитовые сателлиты при их работе со стальным ободом в составе планетарного редуктора. Формула изобретения Способ отделочной обработки цилиндрических зубчатых колес путем совместной обкатки в беззазорном внутреннем зацеплении пары инструмент деталь с радиальным нагружениём, обличающийся тем, что, с целью повышения качества обработки, одному из элементов пары, выполненному в виде зубчатого обода, сообщают дополнительное планетарное вращение вокруг оси, не совпадающей с его геометрическим центром, а другой элемент пары свободно перекатывают внутри обода, при этом величину радиального нагружения регулируют посредством изменения скорости планетарного вращения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 356057, кл. В 23 F 19/00, 1970 (прототип)..
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки мелких деталей гранулированной средой | 1984 |
|
SU1206064A1 |
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| Способ отделочной обработки цилинд-РичЕСКиХ зубчАТыХ КОлЕС | 1978 |
|
SU818780A1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| Способ обработки рабочих поверхностей зубьев зубчатых колес | 1987 |
|
SU1558542A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ ЗУБЧАТЫХ КОЛЕС | 2007 |
|
RU2360781C1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332289C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕСТЕРЕН И КОНТРОЛЯ СБОРКИ ИЗ НИХ МНОГОПОТОЧНЫХ ВЕРТОЛЕТНЫХ РЕДУКТОРОВ | 2002 |
|
RU2236341C1 |
| СПОСОБ ОБКАТЫВАНИЯ ПРЯМОЗУБЫХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2332290C1 |