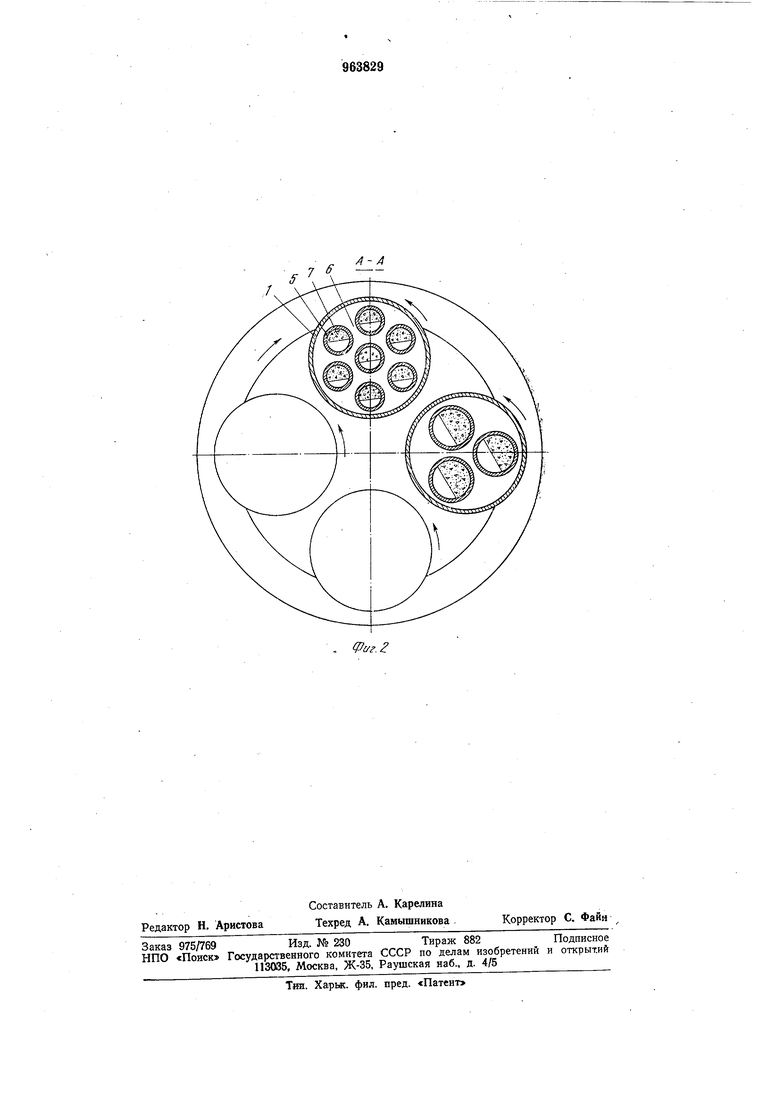
жиме наполнителя 7 к внутренней поверхности наружных колец 5 в каждой стоп-ке 4 центробежной силой, возникающей при вращении контейнера вокруг оси планщайбы, которая на порядок выше, чем сила, возникающая при вращении контейнера вокруг собственной оси, та,к что обработка по окружности достигается весьма равномерная. При обработке достигается тупление острых кромок, зачистка, обеспечиваются плавные переходы, например, с роликовой дорожки в галтель.
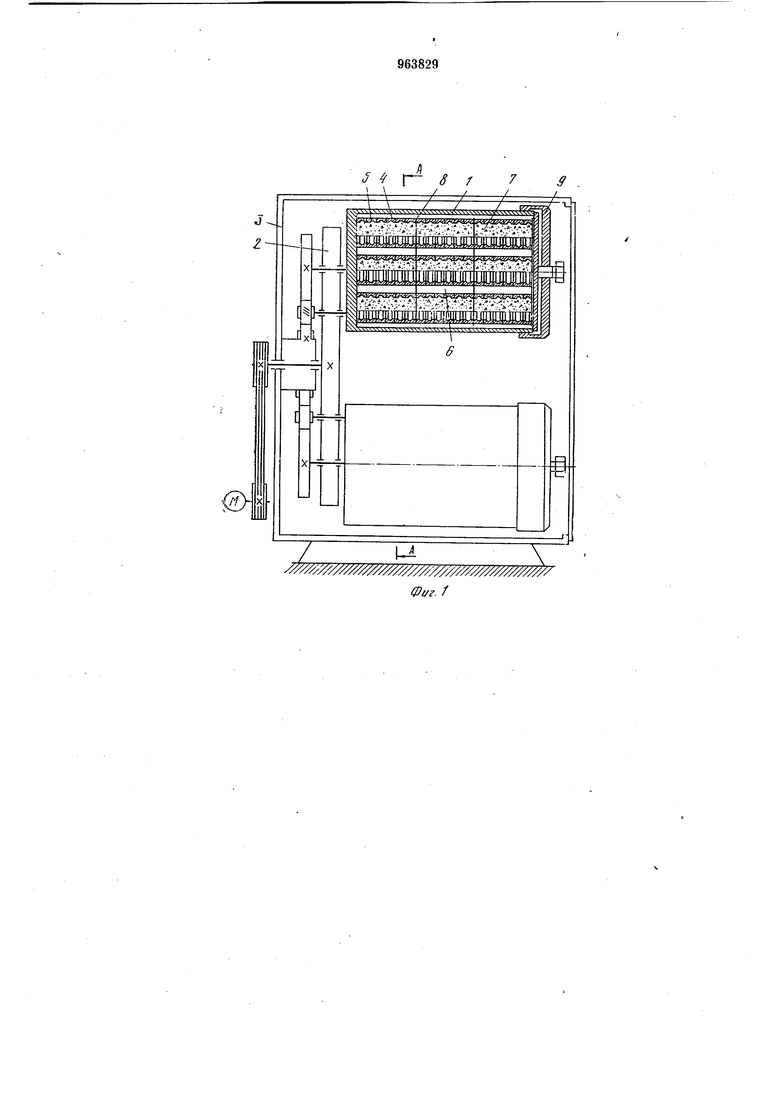
После обработки контейнеры 1 с планшайбы 2 снимают, крышки 9 с контейнеров снимают и извлекают стопки 4 наружных колец 5, обработанных по внутренней поверхности.
Пример осуществления способа. Обрабатывали наружные кольца диаметром 62 мм, внутренний диаметр по дорожке .качения 48 мм (тип подшипника 4206). Использовалась щентробежно-инерционная машина с 8 контейнерами. Паружиые кольца указанного диаметра укладывали стопками в каждый контейнер, имеющий внутренний диаметр 148 мм и высоту 168 мм стопками, осью параллельно оси контейнера, при коли-честве стопок, заполняющем диаметральное сечение контейнера с зазорами между стопками порядка 6-7 мм. В каждый контейнер, та-ким образом, было помещено по 40 наружных колец, а во все контейнеры в сумме - 320 наружных колец. После установок стопок коле,ц в контейнер, внутрь каждой стопки между прокладками помещали наполнитель, представляющий собой смесь гранул.
В каждом случае обработки используют наполнитель соответственно цели, которую необходимо достичь, и соответственно применяют фарфоровые шарики, бой шлифовальных кругов, стеклянные шарики и прочее и т. п.
Размер гранул наполнителя выбирают из условия обработки углублений (галтелей колец роликовой группы), достижения необходимой шероховатости.
При обработке колец данного типа применяли прокладки в количестве 2 шт., разделяющие стопки по высоте на отрезки по
3-4 шт., так как каждая стопка получалась высотой порядка высоты контейнера, т. е. 160 мм при внутреннем диаметре 48 мм, и существовала необходимость в равномерном распределении наполнителя по высоте стопки. Наполнитель помещали внутрь каждой стопки между прокладками. После заполнения контейнеры закрывали крышками, при этом фиксировали стопки, их по торцам и устанавливали на планшайбу центробежно-инерционной машины, после чего приводили контейнеры в планетариое движение с угловой скоростью вокруг центра плаищайбы 200 об/мин по радиусу 180 мм, вокруг собственной оси 200 об/мин. В результате этого происходило планетарное движение наполнителя внутри каждой стопки наружных колец, и производилась таким образом обработка. В процессе обработки обеспечивалась равномерность обработки по окружности за счет прижима наполнителя центробежной силой от вращения планшайбы. Обработка длилась 120 мин. После обработки установлено, что произошла равномерная по окружности внутреннего диаметра обработка всех 320 колец с достижением зачистки, туплением острых кромок, получением плавных переходов с роликовой дорожки в галтель.
Предлагаемый способ позволяет с высокой производительностью (160-800 колец за одну загрузку) производить обработку в ориентированном положении внутренних поверхностей наружных колец подщипников жачения.
Формула изобретения
Способ (центробежно-планетарной обработки колец по авт. св. № 897482, отличающийся тем, что, с щелью повышения производительности обработки, кольца укладывают в барабанах слоями и разделяют по высоте прокладками.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР N« 897482, ,кл. В 24 В 31/08, 1977.
J
Z
I I
il,,,,
.-V:-.--:.; . ... .v-;:-.;.. :;... .Л . -..-. Л, ,.- .-- .-.-..a . --л. -, . ЛТ.У
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежно-планетарной обработки колец | 1977 |
|
SU897482A1 |
| Способ абразивной центробежно-планетарной обработки деталей и устройство для его осуществления | 1978 |
|
SU992172A1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
| Способ центробежно-планетарной обработки рабочим агентом | 1979 |
|
SU921828A1 |
| Способ и устройство для центробежно-шпиндельной обработки поверхностей изделий | 2020 |
|
RU2755328C1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2304503C1 |
| Инструмент для обработки внутренних цилиндрических поверхностей | 1990 |
|
SU1773690A1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| СПОСОБ ЗАЧИСТКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2466017C1 |
| Инструмент для обработки внутренних поверхностей | 1990 |
|
SU1821338A1 |
////Zy/ / ///7//////7///////
X
м Фг/г. /
