(54) СПОСОБ АБРАЗИВНОЙ ЦЕНТРОБЕЖНО-ПЛАНЕТАРНОЙ
ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО
ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
1
Изобретение относится к обработке деталей свободным абразивом и может быть использовано в машиностроительной, литейной и других промышленностях.
Известен способ абразивной центробежно-планетарной обработки деталей, заключаюш,ийся в том, что рабочую смесь, состоящую из обрабатываемых деталей и абразивной среды, размеш.ают в контейнерах и вращают под действием центробежно-планетарных сил.
Известный способ осуществляется устройством для центробежйо-планетарной обработки деталей абразивом, содержащим контейнеры с рабочей смесью, расположенные на получающей вращение от привода планщайбе, соосно установленной в роторе 1.
Указанный способ не обеспечивает интенсивной обработки деталей, так как абразивная среда и детали перемещаются с относительно небольщим взаимодействием.
Цель изобретения - достижение интенсификации процесса обработки путем сообщения дополнительного перемещения рабочей смеси.
Указанная цель достигается тем, что согласно способу абразивной центробежно-планетарной обработки деталей рабочую смесь в процессе обработки циклично подвергают угловым качательным перемещениям, при чем последние производят дискретно. .
В устройстве для абразивной центробежно-планетарной обработки, содержащем контейнеры с рабочей смесью, расположенные на получающей вращение от привода план10 щайбе, соосно установленной в роторе, ротор смонтирован на оси, расположенной перпендикулярно оси вращения планщайбы, и снабжен механизмом поворота его относительно этой оси, причем последняя расположена между приводом и планшайбой из условия
обеспечения уравновешивания веса планщайбы.
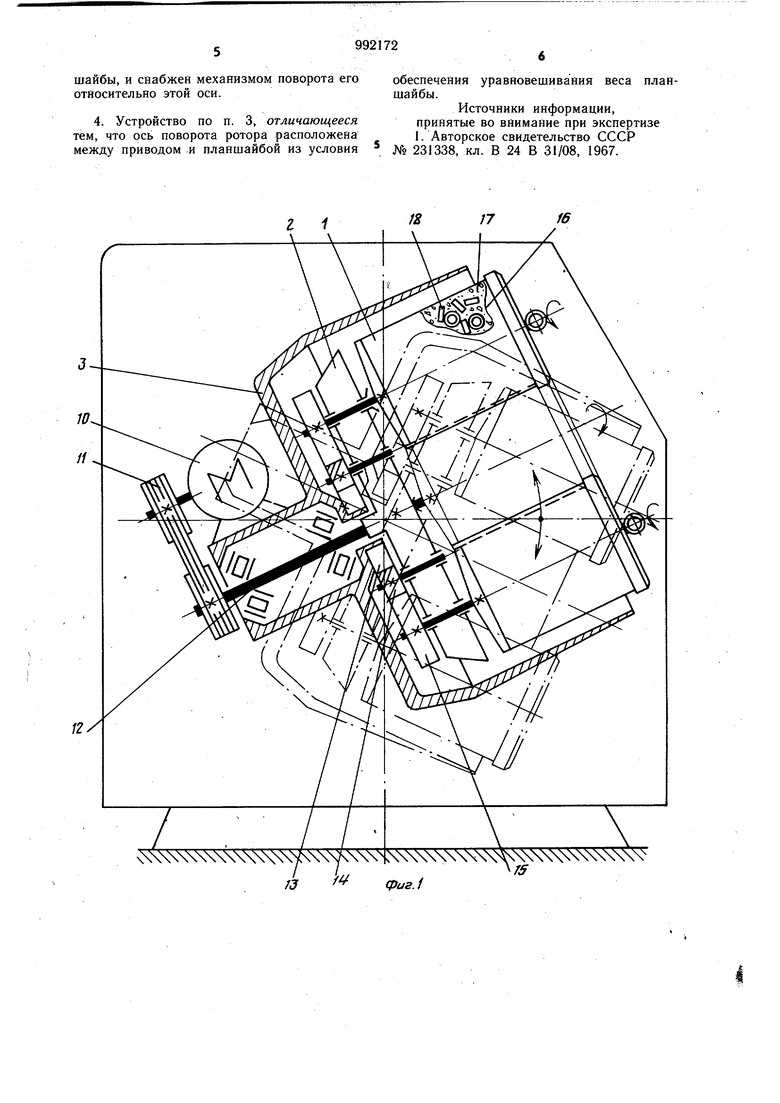
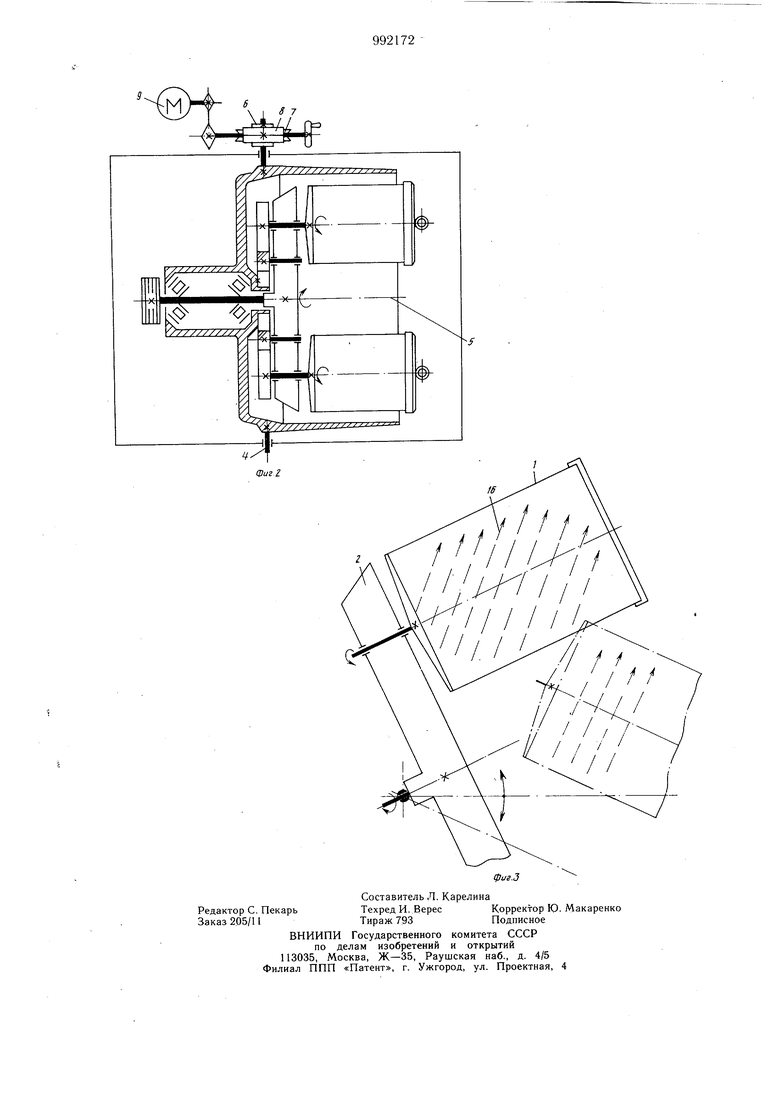
На фиг. 1 изображено устройство для осуществления предлагаемого способа, общий вид; на фиг. 2 - то же, вид сверху;
20 на фиг. 3 - движение среды в барабане при ее угловом перемещении.
Предлагаемый способ осуществляется посредством центробежно-планетарного устройства, содержащего барабаны 1, установленные с возможностью вращения на планшайбе 2, которая смонтирована с возможностью вращения на роторе 3. Ротор 3 снабжен осью 4 (осями), смонтированной перпендикулярно оси 5 вращения планщайбы. Посредством оси 4 ротор 3 установлен на станине с возможностью поворота в вертикальной плоскости под воздействием механизма 6 поворота, выполненного в виде, например, червячнрго колеса 7, укрепленного на оси 4, и взаимодействующего с ним червяка 8, вращаемого двигателем 9. Непосредственно к ротору 3 установлен привод 10 вращения, кинематически связанный посредством ременной передачи 11, вала 12 с планщайбой 2, а посредством зубчатых колес 13-15 - с барабанами 1 так, что при вращении планщайбы 2 и одновременно барабанов 1 обеспечивается планетарное движение барабанов 1.
Планщайба 2 и привод 10 вращения расположены на роторе 3 по разные стороны от оси 4 для уравновешивания веса планщайбы 2 с барабанами 1 весом привода 10 вращения.
Барабаны 1 могут быть выполнены съемными, а устройство может быть снабжено двумя комплектами барабанов 1 и подъемником (не показан), посредством которого .барабаны 1 с обработанными деталями удаляются с планщайбы 2, а комплект барабанов 1 с подлежащими обработке деталями устанавливается на планщайбу 2.
Способ обработки в центробежно-планетарном устройстве осуществляют следующим образом.
Барабаны 1 загружают средой 16, т.е. наполнителем 17 (в качестве которого обычно используют бой шлифовальных кругов, фарфоровые шарики, треугольные призмы и т.п.), и деталями 18, например массивными сепараторами подшипников качения, прощедщими токарную обработку, операцию протяжки окон и имеющими заусенцы, а также острые кромки на 70% объема каждого барабана 1.
Затем барабаны 1 устанавливают на планщайбу 2, находящуюся в момент загрузки в горизонтальном положении (с вертикально расположенной осью), с помощью подъемника.
После этого переводят планщайбу 2 путем поворота ротора 3 механизмом 6 поворота в положение, при котором ось ее горизонтальна, и включают привод 10 вращения планшайбы 2 и барабанов 1, при этом барабаны 1 приводятся в планетарное движение вокруг оси вращения планщайбы 2.
Одновременно с этим посредством механизма 6 поворота ротор 3, планщайбу 2 с ее осью и барабанами 1 циклично в процессе обработки подвергают угловому качательному перемещению, что приводит к появлению новой составляющей скорости перемещения деталей 18 и наполнителя 17 за счет проявления гидроскопического эффекта: среда 16 стремится сохранить направление движения вокруг прежней оси вращения планщайбы 2, тогда как барабаны 1 приняли иное угловое положение в результате углового перемещения планщайбы 2.
Путь деталей и наполнителя при пересыпании также удлиняется за счет того, что сразу после углового перемещения среда движется уже не по кратчайщей хорде, находящейся в диаметральном сечении, а под углом к оси вращения барабана 1, отличным от прямого.
Угловые качахельные перемещения можно производить дискретно, переводя планщайбу 2 из одного углового положения в другое с большей скоростью. При этом достигаются наилучшие результаты по повышению производительности процесса обработки.
Предлагаемый способ и устройство для его осуществления позволяют повысить производительность обработки не менее чем на . Этот эффект достигается за счет использования гироскопического эффекта, проявляющегося при угловом перемещении вращающейся планщайбы, осуществляемого циклично в процессе обработки согласно способа, так что среда, стремящаяся двигаться согласно прежнего направления оси вращения планщайбы, в барабанах начинает двигаться под углом к оси вращения барабана, отличным от прямого, и с увеличенной скоростью, поэтому увеличиваются как скорость относительного движения деталей и наполнителя, так и путь пересыпания, в продолжении которого происходит обработка.
Формула изобретения
1.Способ абразивной центробежно-планетарной обработки деталей, заключающийся в том, что рабочую смесь, состоящую из обрабатываемых деталей и абразивной среды, размещают в контейнерах и вращают под действием центробежно-планетарных сил, отличающийся тем, что, с целью интенсификации процесса обработки путем сообщения дополнительного перемещени5 рабочей смеси, последнюю в процессе обработки циклично подвергают угловым качательным перемещениям.
2.Способ по п. 1, отличающийся тем, что угловые качательные перемещения производят дискретно.
3.Устройство для осуществления способа по пп. 1 и 2, содержащее контейнеры с рабочей смесью, расположенные на получающей вращение от привода планщайбе, соосно установленной в роторе, отличающееся тем, что ротор смонтирован на оси, расположенной перпендикулярно оси вращения план5992172
шайбы, и снабжен механизмом поворота его обеспечения уравновешивания веса планотносительно этой оси.шайбы.
4. Устройство по п. 3, отличающеесяпринятые во внимание при экспертизе
тем, что ось поворота ротора расположена1. Авторское свидетельство СССР
между приводом .и планшайбой из условия № 231338, кл. В 24 В 31/08 1967
Источники информации,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежно-планетарной обработки колец | 1978 |
|
SU963829A2 |
| Способ центробежно-планетарной обработки колец | 1977 |
|
SU897482A1 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1982 |
|
SU1021580A1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| Способ центробежно-планетарной обработки рабочим агентом | 1979 |
|
SU921828A1 |
| Станок для суперфиниширования | 1986 |
|
SU1313670A1 |
| Станок для суперфиниширования наружной цилиндрической поверхности | 1979 |
|
SU965739A1 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1978 |
|
SU935258A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2009 |
|
RU2401730C1 |
| Способ и устройство для центробежно-планетарной абразивной обработки колец | 2019 |
|
RU2694858C1 |
W .y /J фиг.1
