Изобретение относится к строительству, в частности к способу изготовления объемных блоков, и может бьпгь использовано на предприятиях строительной промышленности.
Известен способ изготовления объемных блоков. заключаТощийся в предварительном фор м БЬ а 4ии тюлублоков и последующей их стыковке , йричем один по- публок формуют в виде дву| смежных стен и потолка, ..
Недостатком этого способа является малая несущая способность, большая материалоемкость формующего оборудования.
Наиболее близким к изобретению техническим решением является способ изготовления объемного блока путем сборки пояублоков типа колпак, изготовленных на одной установке, сначала - формованием верхнего полублока вместе с потолком в проектном положении, а затем формованием нижнего полублока вместе с полом в перевернутом на 180° положении, с последующей стыковкой их торцами стен по всему периметру.
Недостатком этого способа является большая трудоемкость работ и низкое качество изделий,
Целью изобретения является снижение трудоемкости работ, повышение качества изделий. ,,
Указанная цель достигается тем, что способ изготовления объемных блоков, включающий сборку опалубки, формование колпака и плиты пола выпрессовку на посту распалубки и сборку блока стыковкой стен колпака и плиты пола по всему периметру, заключается в одновременном формовании колпака и плиты пола на одном сердечнике посредством разделительного пояса и в двухстадийной выпрессовке - сначала отводят щиты наружной опалубки, перемещают сердечник совместно с колпаком и плитой пола на пост распалубки и сборки блока, плиту пола соединяют с сердечником посредством петель и выдвижных стержней, закрепленных на разделите льном поясе, затем выпрессовывают с сердечника одновременно колпак и плиту пола при помощи подвижных в горизонтальной плоскости клиньев, контактирующих с вертикально подвижными толкателями, установленными оппозитно в разделительном поясе.
Данный способ изготовления объемных блоков позволяет в два раза сократить производственные площади, значительно уменьшить трудоемкость и энергоемкость работ за счет сокращения крановых операций при одновременном съеме и переносе
сердечника, колпака и пл(лты пола и повысить качество изделий за счет идеального прилегания друг к другу колпака и плиты пола при их соединении, особенно, если
плита пола выполнена в виде поддона.
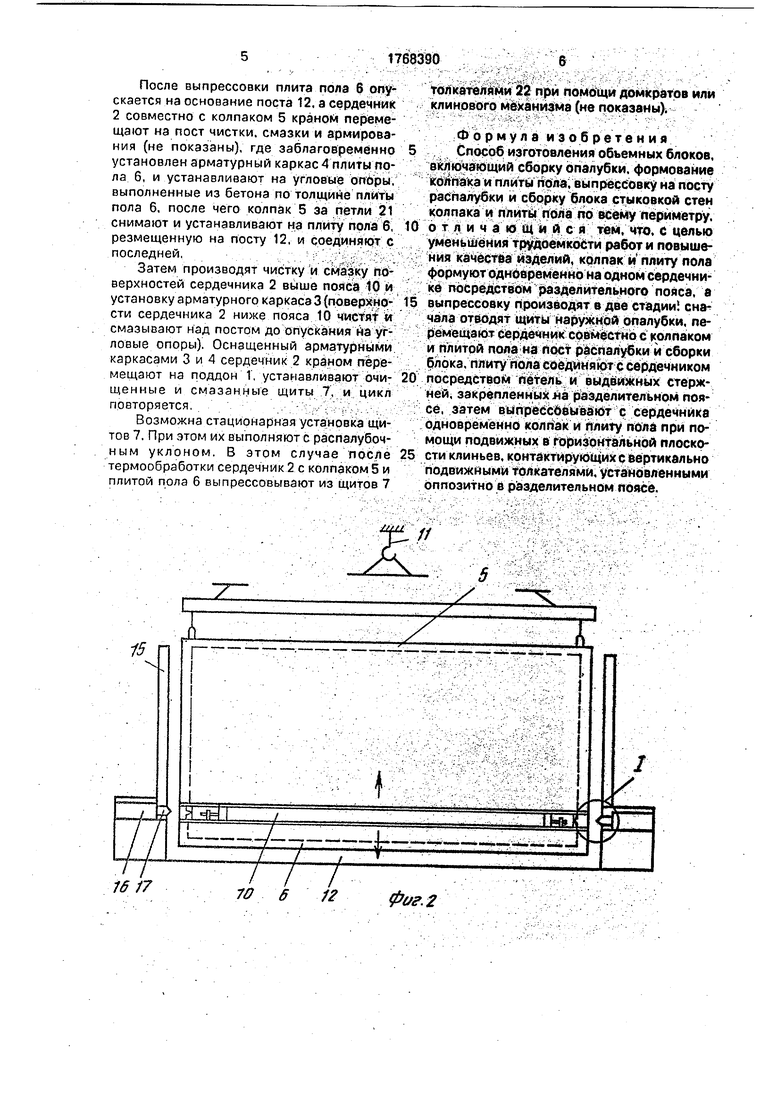
На фиг.1 изображен общий вид сердечника с колпаком и плитой пола на посту формования в поперечном разрезе; на фиг. 2 - общий вид сердечника с изделием на
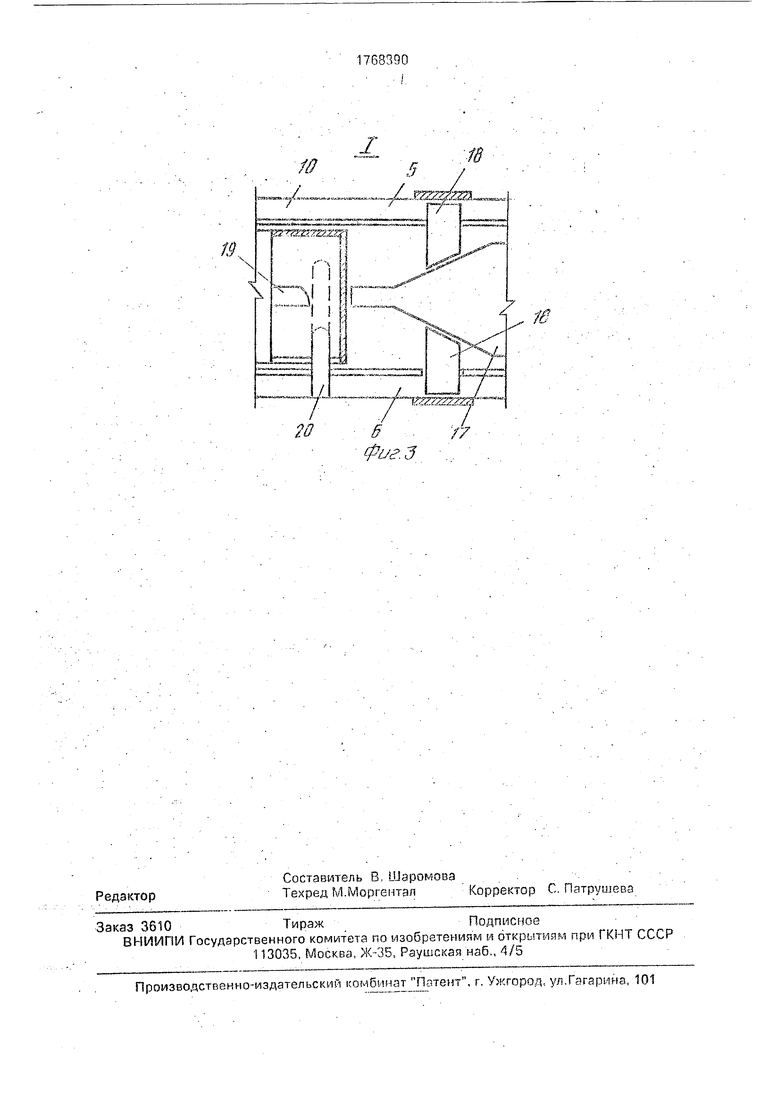
0 посту распалубки и сборки в продольном сечении; на фиг. 3 - узел А на фиг 2.
Способ изготовления объемных блоков осуществляют следующим образом
На поддон 1 формовочной установки,
5 размещенной на полу цеха, устанавливают на угловые опоры из бетонных кубиков (не показаны) сердечник 2, оснащенный арматурными каркасами 3 и 4 для колпака и плиты пола и проемообразователями (не
0 показаны), выверяют и устанавливают щиты 7 наружной опалубки, после чего производят одновременное бетонирование колпака 5 и плиты пола 6 Бетон подают в колпак 5 сверху, а в плиту пола 6 - снизу, методом
5 нагнетания под давлением через штуцеры 8, установленные в поддоне 1 или в щитах 7, при этом во избежание образования воздушных мешков нагнетание начинают с одной стороны плиты пола 6, а в щитах 7
0 выполняют контрольные отверстия 9 для удаления воздуха.
Сердечник 2 снабжен по периметру разделительным поясом 10, отделяющим колпак 5 от плиты пола б. Разделительный пояс
5 10 имеет ширину, равную толщине стенки блока.
После термообработки бетона отводят щиты 7 и при помощи грузоподъемного крана 11 перемещают сердечник 2 совместно с
0 колпаком 5 и плитой пола 6 на пост распалубки и сборки 12. Сердечник 2 поднимают за петли 13, пропущенные через отверстия 14 в потолке колпака 5,
На посту 12 установлены направляю5 щие стойки 15, на которых закреплены механизмы (домкраты), снабженные подвижными клиньями 17. После опускания сердечника 2 в положение распалубки приводят в действие механизмы 16иклинья 17
0 входят в торцовые проемы продольных частей пояса 10 И. контактируя с двухсторонними толкателями 18, выпрессовывзют с Сердечника 2 одновременно колпак 5 вверх. а плиту пола 6 вниз. Толкатели 18 размеще5 ны соосно в концевых частях пояса 10. При перемещении клиньев 17 внутри пояса 10 они выталкивают стержни 19, на которых при помощи петель 20 временно подвешена плита пола 6 во избежание падения при перемещении с поддона 1 на пост 12
После вы прессовки плита пола 6 опускается на основание поста 12, а сердечник 2 совместно с колпаком 5 краном перемещают на пост чистки, смазки и армирования (не показаны), где заблаговременно установлен арматурный каркас 4 плиты пола 6, и устанавливают на угловые опоры, выполненные из бетона по толщине плиты пола 6, после чего колпак 5 за петли 21 снимают и устанавливают на плиту пола б, резмещенную на посту 12, и соединяют с последней,, % ,
Затем производят чистку и смазку поверхностей сердечника 2 выше пояса 10 и установку арматурного каркаса 3{поверхно- сти сердечника 2 ниже пояса 10 чистят и смазывают над постом до опускания на угловые опоры) Оснащенный арматурными каркасами 3 и 4 сердечник 2 краном перемещают на поддон Т, устанавливают очи- щенные и смазанные щиты 7, и цикл повторяется.
Возможна стационарная установка щитов 7. При этом их выполняют с распалубоч- ным уклоном. В этом случае после термообработки сердечник 2 с колпаком 5 и плитой пола б выпрессовывают из щитов 7
толкателями 22 при помощи домкратов или клинового механизма (не показаны).
Формула изобретения Способ изготовления объемных блоков, включающий сборку опалубки, формование колпака и плиты пола, выпрессовку на посту распалубки и сборку блока стыковкой стен колпака и плиты пола по всему периметру, отличающийся тем, что. с целью уменьшения трудоемкости работ и повышения качества изделий, колпак и плиту пола формуют одновременно на одном сердечнике посредством разделительного пояса, а выпрессовку производят в две стадии сначала отводят щиты наружной опалубки, перемещают сердечник совместно с колпаком и плитой пола на пост распалубки и сборки блока, плиту пола соединяют с сердечником посредством петель и выдвижных стержней, закрепленных яа разделительном поясе, затем выпрессбвывают с сердечника одновременно колпак и плиту пола при помощи подвижных в горизонтальной плоскости клиньев, контактирующих с вертикально подвижными толкателями, установленными олпозитно в разделительном поясе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления монолитных объемных блоков | 1989 |
|
SU1735542A1 |
| Технологическая линия по изготовлению объемных блоков | 1989 |
|
SU1689075A1 |
| Установка для формования объемных элементов | 1980 |
|
SU937158A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Пост формования технологической линии для изготовления объемных блоков | 1985 |
|
SU1465334A1 |
| Поточно-конвейерная линия для изготовления объемных блоков | 1971 |
|
SU495208A1 |
| Способ изготовления железобетонного объемного блока | 2024 |
|
RU2830661C1 |
| "Установка для изготовления объемных блоков типа "колпак" | 1989 |
|
SU1719206A1 |
| Установка для изготовления объемныхэлЕМЕНТОВ | 1979 |
|
SU841979A1 |
| Установка для изготовления объемного элемента крышной части здания | 1978 |
|
SU770797A1 |
Использование1 в строительстве. Сущность изобретения колпак 5 и плиту пола 6 объемного блока формуют одновременно на одном сердечнике 2 посредством прикрепленного к нему разделительного пояса 10. }4 Выпрессовку производят в две стадии. Сначала отводят щиты наружной опалубки формовочной установки, перемещают сердечник 2 совместно с колпаком 5 и плитой пола 6 на пост распалубки и сборки блока, при этом плиту пола 6 соединяют с сердечником 2 посредством петель, заложенных в плите пола при ее формовании, и выдвижных стержней, закрепленных на разделительном поясе 10. Затем выпрессовывают с сердечника 2 одновременно колпак 5 и плиту пола 6 при помощи домкратов и подвижных в горизонтальной плоскости клиньев, контактирующих с вертикально подвижными толкателями, установленными оппозит- но в разделительном поясе 10. 3 ил. 13 21 СО с VI о 00 I 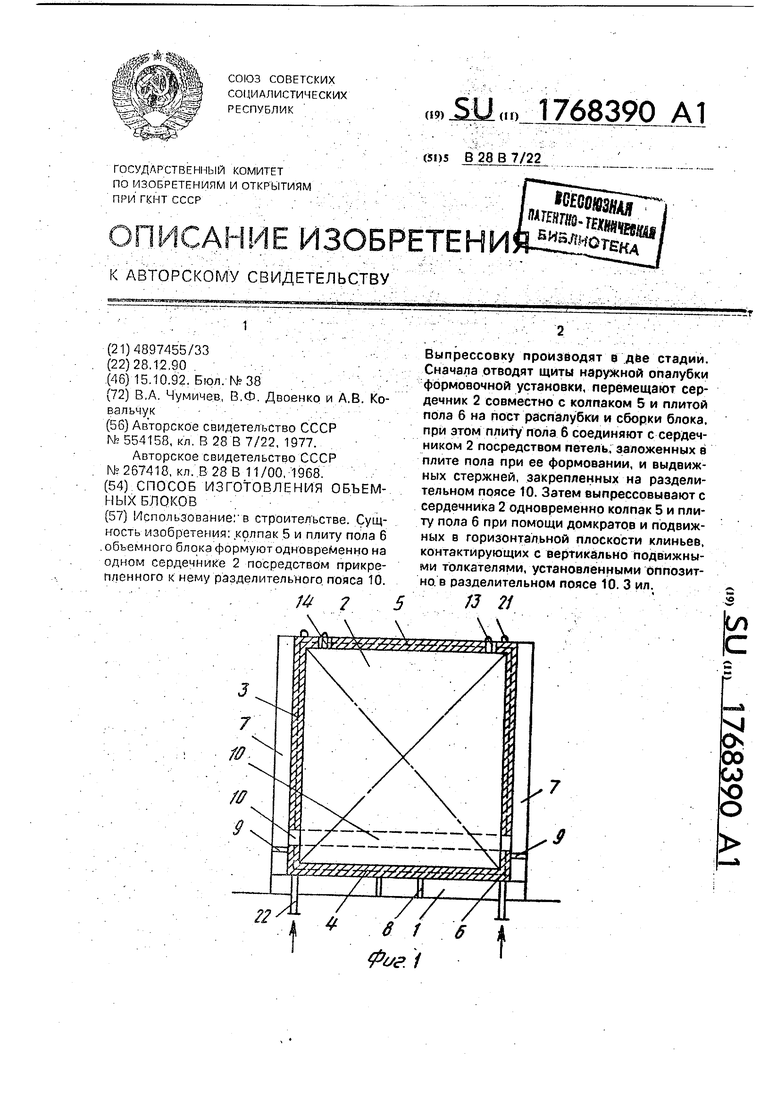
-7
А
;
. :
I
fff
20
/7
L,.zz/zm,.
1C
| Способ изготовления объемных блоков | 1974 |
|
SU554158A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ СБОРНЫХ | 0 |
|
SU267418A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
