Изобретение относится к промышленности строительныхматериалов, а именно .к способам управления обжигом керамзита в кольцевых печах.
Известен способ управления процессом обжита керамзита, включающий измерение параметра, характеризующего процесс обжига, преимущественно насыпной плотности и прочности керамзита, определяемого пиропластическим состоянием вспучиваемого материала, и изменение температуры обжига путем изменения расхода топлива в обратно пропорциональной .зависимости от измеренных параметров ( ij.
Невысокая теснота связи измеряемых параметров со степенью обжига материала, которая определяется высоким уровнем помех; по сравнению с его средним значением, обуславливает низкую эффективность управления.
Наиболее близок к предлагаемому способ управления процессом обжига керамзита в кольцевой печи с аэровыгружателем, включаиощий изменение, температуры обжига по величине параметра, характеризующего пиропластическое состояние обжигаемого материала, и стабилизацию питания печи полуфабрикатом в качестве измеряемого
параметра используется ток приводного двигателя f2.
Однако известный способ сложен в реализации и недостаточно эффективен.
Цель изобретения - повышение качества управления.
Поставленная цель достигается тем, что согласно способу управления процессом, обжига керамзит а в кольце10вой печи с аэровыгружателем, включгиощему изменение температуры обжига по величине параметра, характеризующего пиропластическое состояние обжигаемого материала,, и стабилизацию пита15ния печи полуфабрикатом, в качестве параметра, характеризующего пиропласти еское состояние обжигаемого материала, используют величину горизонтальной составляющей усилия взаимо20действия аэровыгружателя со слоем керамзита по горизонтальной составляющей, причем при превышений величины усилия заданного значения температуру обжига снижают и наоборот.
25
Кроме того, дополнительно измеряют частоту вращения пода печи, в зависимости от которой корректируют измеренное значение усилия взаимодействия аэровыгружателя со слоем.,
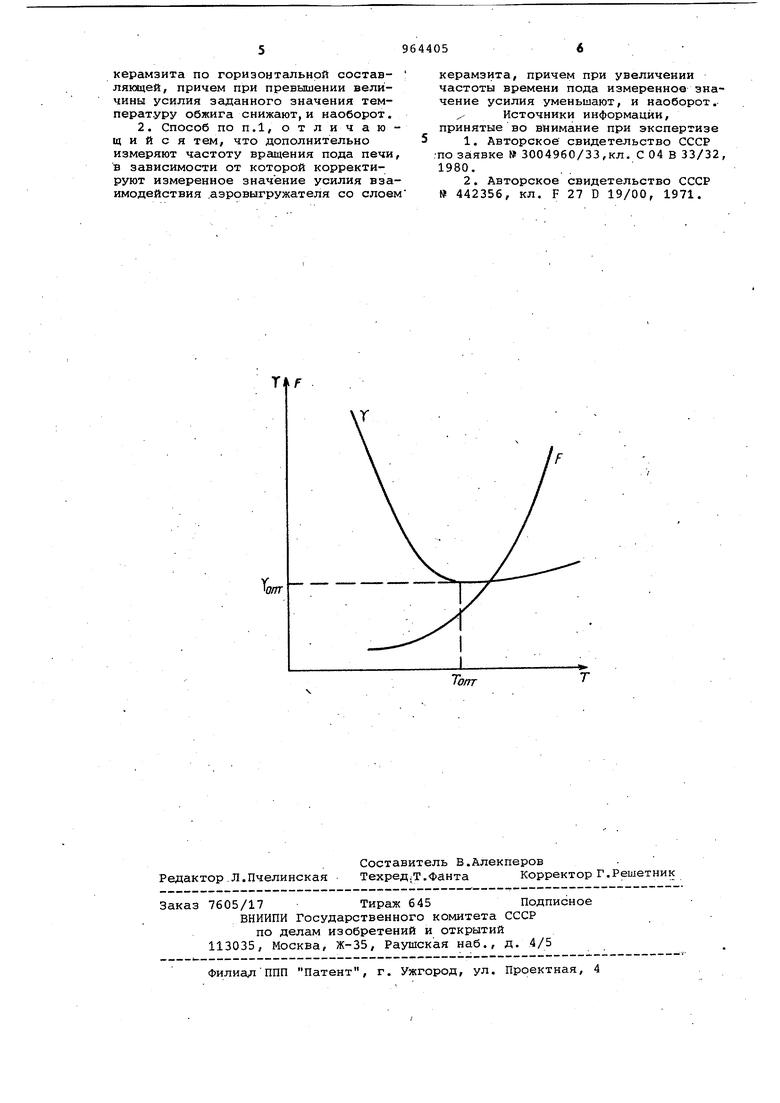
30 керамзита, причем при увеличении частоты вращения пода измеренное значение усилия уменьшают, и наоборот . На чертеже изображены зависимости насыпной плотности керамзита и усилия взаимодействия аэровыгружате ля со слоем керамзита F от темпера: туры обжига Т. Из приведенных кри)вых видно, что усилие взаиМодейст вия аэровыгружателя с материалом начинает интенсивно возрастать в области оптимальных температур вспу чивания глинистого сырья, что объясняется следующим. При относительно низких температурах обжига керамзит легко сдувается с поверхност пода и скребки аэровыгружателя с ма териалом практически не контактирую В области оптимальных температур вспучивания материал приобретает пи р.опластическое состояние и начинает ся процесс сварообразования. При это для удаления керамзита с поверхности пода необходимо разрушение сваров, которое и осуществляется при взаимодействии материла со скребками аэровыгружателя. По мере пойышения темпе ратуры обжига сварообразование охват вает все большую поверхность материа ла и усилив взаимодействия аэровыгру жателя с материалом возрастает. Причем ввиду близкой к монослойной укла ке гранул на под кольцевой печи и отсутствия пересьтания материала в процессе обжига свары до температур на 30-40 С превышающих оптимальную температуру вспучивания, являются точечными и их разрушение не связано с развитием чрезмерных механических усилий на аэровыгружатель. Таким образом, усилие взаимодейст вия аэровыгружателя с обжигаемы } материалом, преимущественно его горизонтальная составляющая, является косвенным параметром, характеризующим процесс обжига керамзита. Экспериментально установлена тесная статистическая связь основного показате ля качества керамзита - его насыпной плотности - с данным .параметром, коэффициент коррекции между ними составляет 0,64, в то время как для то ка, электродвигателя эта величина составляет 0,41. . Как известно, наилучшим условием вспучивания глинистых пород различного физико-химического состава соответствуют различные температуры обжига. Следовательно, корректируя температуру обжига по усилию -взаимодействия аэр.овыгру ателя с обжигаемым, материалом, можно поддерживать ее оптимальной при изменении физикехимических свойств исходного сырья. Способ осуществляют следующим образом. .С помощью силоизмерительного датчика, например тензометрического, измеряют усилие взаимодействия аэровыгружателя и по величине и знаку отклонения данного параметра от заданного (определяемого экспериментально по наилучшим условиям обжига материала) ,. посредством корректирующего регулятора изменяют- задание регулятору температуры обжига. Причем при текущем значении параметра, меньшем заданного, что свидетельствует о недостаточной степени обжига материала, температуру обжига повышают, и наоборот. При изменении частоты вращения пода (времени обжига) применительно к друготлу сырью или при изменении номенклатуры производимого керамзита корректируют измеренное значение усилия взаимодействия по экспериментальной зависимости данного параметра от частоты вращения пода. Для этого измеряют частоту вращения, например, тахогенератором, сигнал которого и сигнал силоизмерительного датчика подают на входы функционального преобразователя, реализующего данную зависимость. Выходной сигнал преобразователя в качестве информационного параметра о текущем значении усилия взаимодействия используется для коррекции температуры обжига. Причем при повышении частоты вращения пода преобразователя осуществляется корректировка измеренного усилия взаимодействия в сторону уменьшения, и наоборот. Способ является критичным к степени заполнения поверхности пода печи материалом. Поэтому его осуществление целесообр.азно лишь при наличии системы стабилизации питания печи полуфабрикатом. Предлагаемый способ позволяет повысить качество управления за счет использования для управления косвенного показателя процесса обжига, имеющего тесную корреляционную связь с основным показателем качества керамзита - насыпной плотностью. Формула изобретения 1. Способ управления процессом обжига керамзита в кольцевой печи с аэровыгружателем, включающий изменение температуры обжига по величине параметра, характеризующего пиропластическое состояние обжигаемого материала, и стабилизацию питания печи полуфабрикатом, отличающий с я тем, что, с целью повышения качества управления, в качестве параметра, характеризующего пиропластическое состояние обжигаемого материала, используют величину горизонтальной составляющей усилия взаимодействия аэровыгружателя со слоем
керамзита по горизонтальной составляквдей, причем при превышении величины усилия заданного значения температуру обжига снижают, и наоборот.
2. Способ по П.1, о т л ич аю щ и и с я тем, что дополнительно измеряют частоту вращения пода печи, в зависимости от которой корректируют измеренное значение усилия взаимодействия .аэровыгружателя со слоем
керамзита, причем при увеличении частоты времени пода измеренное значение усилия уменьшают, и наоборот,
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР .по зйявке № 3004960/33,кл. С 04 В 33/32,
1980,
2.Авторское свидетельство СССР 442356, кл, F 27 D 19/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом обжига вспучивающихся материалов и устройство для его осуществления | 1983 |
|
SU1174718A1 |
| Способ управления аэровыгружателем кольцевой печи для обжига керамзита | 1981 |
|
SU976280A1 |
| Способ управления процессом обжига вспучивающихся материалов и устройство для его осуществления | 1981 |
|
SU970068A1 |
| Способ управления процессом обжига вспучивающихся материалов во вращающейся печи | 1982 |
|
SU1048286A1 |
| Способ обжига сыпучих материалов во вращающейся печи Софронова В. С. | 1988 |
|
SU1669896A1 |
| Качающаяся печь (ее варианты) | 1982 |
|
SU1147912A1 |
| Способ управления процессом обжига керамзита и устройство для его осуществления | 1980 |
|
SU952822A1 |
| Способ управления процессом обжига во вращающейся печи | 1977 |
|
SU685644A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ КЕРАМЗИТА | 1999 |
|
RU2171236C1 |
| Сырьевая смесь для производства керамзита | 1977 |
|
SU631493A1 |
F
Тот
