(54) СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ С ГОФРАМИ ЖЕСТКОСТИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть профилегибочного стана | 1981 |
|
SU994079A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1997 |
|
RU2113927C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГОФРИРОВАННЫХ ЛИСТОВ | 2006 |
|
RU2330742C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 1998 |
|
RU2147956C1 |
| СПОСОБ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2006 |
|
RU2334579C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| Способ формовки профилей высокой жесткости | 1982 |
|
SU1063503A1 |
| Способ изготовления профилей с гофрами | 1980 |
|
SU893309A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ СТАЛЬНЫХ ПОЛОС | 1998 |
|
RU2149072C1 |
| Способ изготовления профилей высокой жесткости | 1985 |
|
SU1263387A1 |
1
Изобретение относится к обработке металлов давлением, в частности к производству гофрированных листовых профилей высокой жесткости.
По основному авт. св. № 713634 известен .способ изготовления листов с гофрами жесткости, включающий последовательную формовку периодических гофров с одновременным обжатием плоских участков, в котором для облегчения плоскости участков, расположенных между кромками и гофрами, часть этих участков, прилегающую к гофрам и составляющую 0,2-0,5 от ширины каждого участка, подвергают обжатию на 0,2- 2% большему, чем остальную часть 1.
Недостатком данного способа является утяжка по ширине участков листов, примыкающих к гофрам.
Цель изобретения - повышение качества путем исключения утяжки листов по ширине при изготовлении деталей с трапециевидными гофрами.
Поставленная цель достигается тем, что согласно способу изготовления листов с гофрами жесткости одновременно с обжатием плоских участков наклонные элементы формуемых гофров также подвергают обжатию.
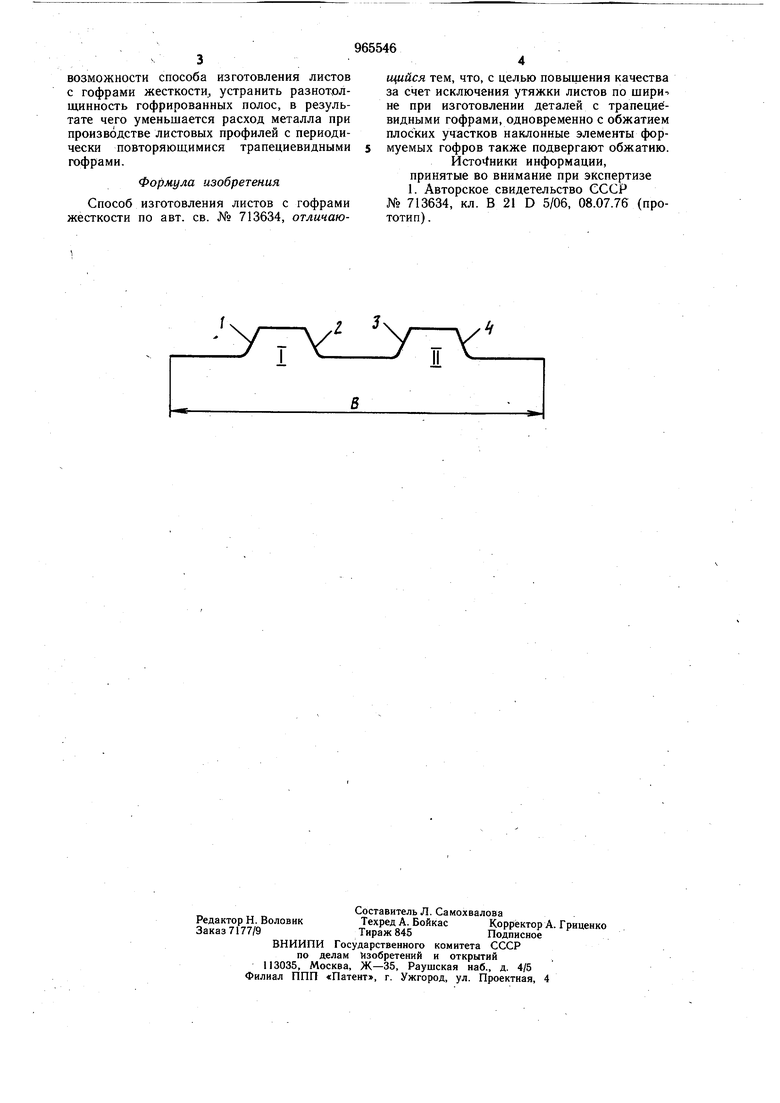
На чертеже изображено поперечное сечение по гофрам сформованной полосы.
При формовке дополнительно обжимают наклонные элементы 1-4 трапециевидных гофров I и II, в результате чего ширина В полосы остается в пределах допусков по всей длине профиля.
Опытную проверку способа производили при изготовлении профиля с продольными трапециевидными периодчески повторяющимися гофрами 1300X2X1725X40X4 мм
10 на стане 1-5x300-1650. При формовке без обжатия наклонных элементов гофров величина утяжки полос в районе гофров достигала 6-9 мм (допускаемая величина отклонения ширины полосы «на минус для 15 данного профиля равна 5 мм), что заставляло применять заготовку увеличенной ширины с последующей подрезкой боковых кромок гофрированных полос. Максимальная величина утяжки при формовке по данному способу не превышала 2 мм, что дало
20 возможность изготавливать листы из более узкой заготовки без последующей обрезки ее кромок.
Использование предлагаемого изобретения позволяет расширить технологические
возможности способа изготовления листов с гофрами жесткости, устранить разнотолщинность гофрированных полос, в результате чего уменьшается расход металла при производстве листовых профилей с периодически повторяющимися трапециевидными гофрами.
Формула изобретения
Способ изготовления листов с гофрами жесткости по авт. св. № 713634, отличаюiV VV Y
/ I ч/ II
щийся тем, что, с целью повышения качества за счет исключения утяжки листов по шири- не при изготовлении деталей с трапециевидными гофрами, одновременно с обжатием плоских участков наклонные элементы формуемых гофров также подвергают обжатию.
Исто1 ники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 713634, кл. В 21 D 5/06, 08.07.76 (прототип) .
