ISD
о: со со
СХ)
Изобретение относится к обработке металлов давлением, в частности к производству гнутых профилей с гофрами жесткости.
Целью изобретения является повышение качества несимметричных профилей с отбортовкой за счет уменьшения волнистости плоских участков.
На чертеже показан несимметричный профиль с одним гофром полукруглой формы и отбортовкой.
Согласно предлагаемому способу на полосовой заготовке выдавлнвают замкнутый гофр 1 (например полукруглого сечения) и одновременно кромку полосы подгибают с образованием технологической отбортовки 2 шириной БО, отстоящей от основания гофра на расстояние в„ . На противоположной стороне полосы на расстоянии ДБ Вл от гофра производят обжатие участка 3, ширина которого Вр (0,2-0,5) (вп +Во) Все перечисленные операции осуществляют в одиом проходе (т.е. в одной клети стана). Гофр 1 расположен в стороне от средней линии профиля уу, т.е. профиль является несимметричным.
Наличие на профиле отбортовки 2, а также обжатие его участка 3 препятствует перемещению металла в зону деформации (в гофр), что предотвращает утяжку профиля по ширине и появление на нем волнистости. Местоположение зоны 3 обжатия на профиле не может быть произвольным, так как и слищком малая величина дв, и слишком большая приводят к появлению волнистости либо вблизи гофра, либо на кромке профиля, не имеющей отбортовки.
Опытную проверку предлагаемого способа изготовления несимметричных профилей высокой жесткости производили на стане 2-6x50-500 при формовке профиля высокой жесткости 180 XI 600 х 25 2 мм из стали ЮХНДП. Этот профиль имеет один полукруглый гофр высотой h 25 мм и шириной Вг 30 мм, расположенный на расстоянии 100 мм от правой его кромки. При формовке на левой кромке полосы делали технологическую отбортовку шириной BO 15 мм, расположенную от гофра на
расстоянии в„ 70 мм, которую после формовки обрезали, В опытах варьировали местоположение участка обжатия (изменением дв от 50 до 90 мм) и его ширину Вр (от 10 до 56 мм), оценивая величину неплоскостности (волнистости) готового
профиля в каждом случае.
Наименьшую волнистость (0-3 мм/м) получили при дв 70 мм и Вр 18-44 мм (ширину обжимающего элемента изменяли через 2 мм). Величину обжатия (как и в
остальных случаях) делали равной 1,5- 2,0% от толщины заготовки, т.е. 0,03- 0,04 мм.
Внедрение предлагаемого изобретения позволит улучщить качество несимметричных профилей высокой .жесткости за счет
исключения волнистости плоских участков.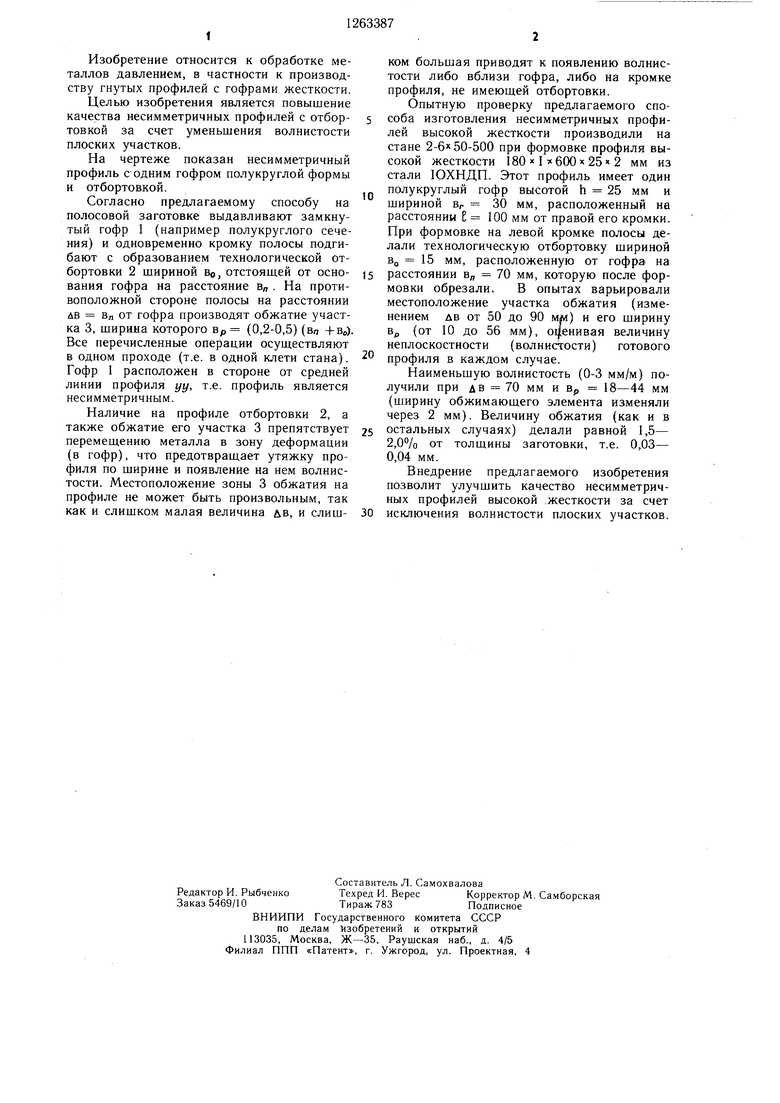
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для изготовления профилей высокой жесткости | 1982 |
|
SU1042840A1 |
| Способ изготовления профилей высокой жесткости | 1980 |
|
SU867457A1 |
| Способ изготовления гнутых профилей с элементами двойной толщины | 1984 |
|
SU1169774A1 |
| Способ изготовления гнутых гофрированных профилей | 1981 |
|
SU944708A1 |
| Способ изготовления гнутых профилей | 1980 |
|
SU940911A1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1212650A1 |
| Способ изготовления профилей с элементами двойной толщины | 1980 |
|
SU956095A1 |
| Способ изготовления профилей с гофрами | 1980 |
|
SU893309A1 |
| Способ производства гнутых профилей | 1984 |
|
SU1194533A1 |
| Способ изготовления гнутых профилей | 1984 |
|
SU1269878A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ, включающий формовку гофра с одновременным пластическим обжатием плоского участка, отличающийся тем, что, с целью повышения качества изделий при изготовлении несимметричных профилей за счет уменьшения волнистости плоских участков, одновременно с формовкой гофра осуществляют отгибку технологической отбортовки, а пластическое обжатие осуществляют со стороны гофра, противоположной технологической отбортовке, на участке, отстоящем от гофра на расстоянии, равном ширине плоского участка профиля между упомянутой отбортовкой и гофром, при этом ширину участка обжатия принимают равной Вр 
| Способ изготовления листов с гофрами жесткости | 1976 |
|
SU713634A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
