(54) СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 1998 |
|
RU2173637C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 1996 |
|
RU2114004C1 |
| Способ изготовления сотового заполнителя | 1983 |
|
SU1142304A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2333104C1 |
| Способ изготовления сотового заполнителя | 1988 |
|
SU1636096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2011 |
|
RU2460647C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1991 |
|
RU2015914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ ДЛЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2015028C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2337007C1 |
1
Изобретение относится к машиностроению и может быть использовано в авиационной, автомобильной, судостроительной промышленности и в строительстве.
Известен способ изготовления сотовых заполнителей, содержащий операции обезжиривания и сушки фольги, нанесения клеевых полос и их сушки, прокалывания дренажных отверстий, пробивку пары технологических отверстий, складывание пакета, его склеивание и растяжение в сотоблок 1.
Однако в известном способе не исключена возможность нанесения клеевых полос на дренажные отверстия.
Кроме того, поскольку технологические отверстия размещают на разном расстоянии от клеевых полос (одно на расстоянии шага, а другое - на расстоянии половины щага), каждый второй лист необходимо разворачивать на 180°, что приводит к искажению взаимного расположения клеевых полос и дренажных отверстий соседних листов фольги в приспособлении из-за накопленной погрешности шага и деформации листов фольги.
Цель изобретения - повышение качества изделий.
Поставленная цель достигается тем, что в способе изготовления сотовых заполнителей, содержащем обезжиривание и 5 сушку фольги, нанесение на нее клеевых полос и их сушку, прокалывание дренажных отверстий, пробивку пары базовых отверстий вдоль .оси фольги, складывание фольги в пакет, пробивку базовых отверс,Q тий осуществляют перед нанесением клеевых полос одновременно с прокалыванием дренажных отверстий, при этом пробивают дополнительно пару базовых отверстий вдоль оси заготовки на равном, расстоянии от имеющихся.
15
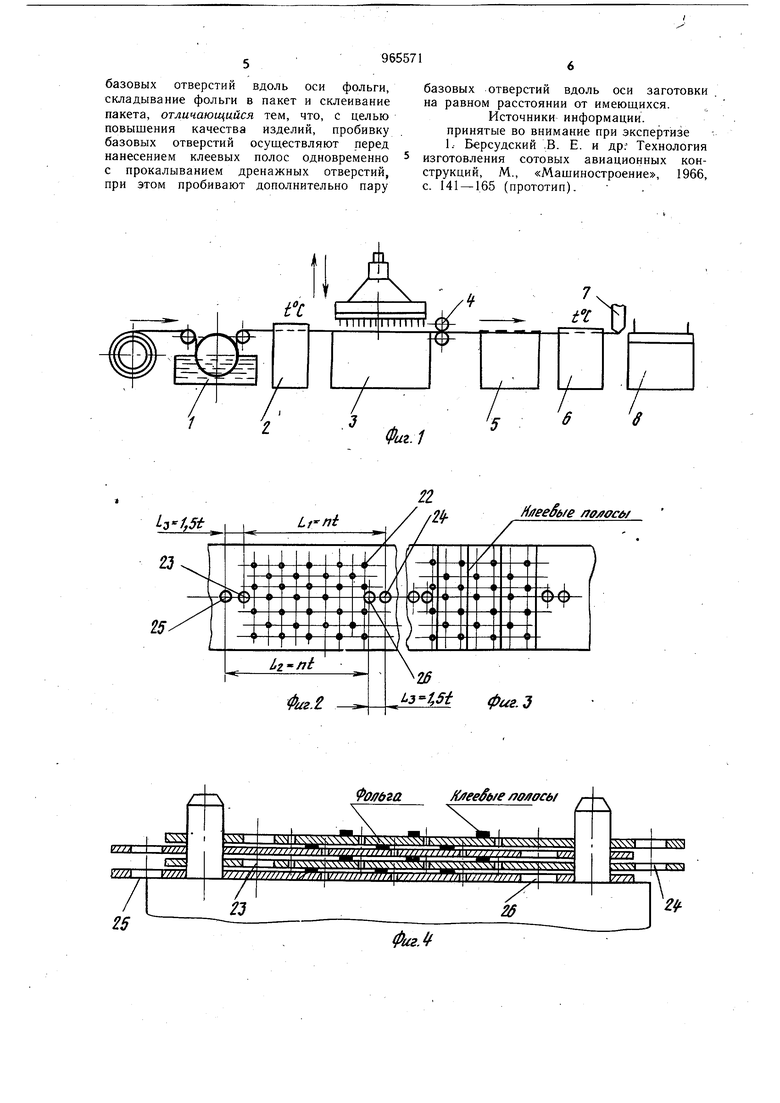
На фиг. 1 схематически показано устройство для реализации способа; на фиг. 2вид сверху на фольгу после операции образования дренажных и базовых отверстий; на фиг. 3 - вид на фольгу после
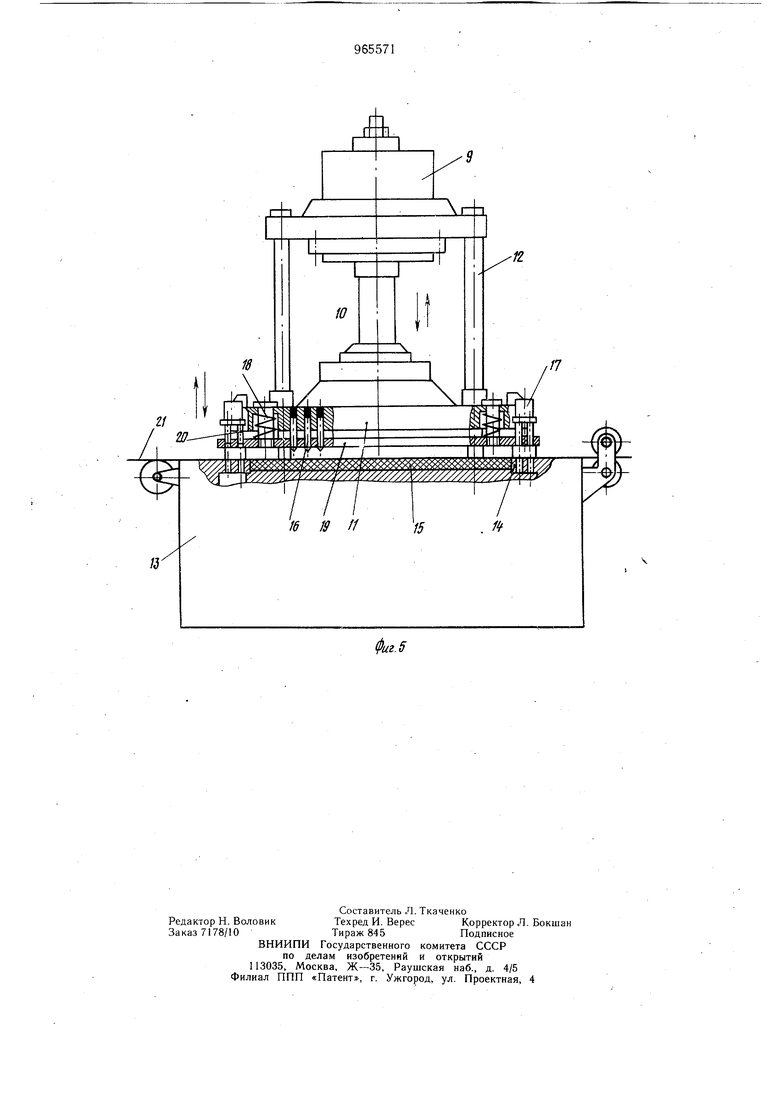
20 операции нанесения клеевых полос; на фиг. 4 - приспособление для сборки и склеивания пакета; на фиг. 5 - механизм прокалывания дренажных и пробивки базовых отверстий. Устройство для реализации способа изготовления сотовых заполнителей состоит из ваннь 1 обезжиривания фольги, сушильного шкафа 2, механизма 3 прокалывания дренажных и пробивки базовых отверстий, устройства 4 закатки заусениц после образования отверстий, устройства 5 нанесения поперечных клеевых полос, сушильного шкафа б, отрезного устройства 7, приспособления 8 для сборки и склеивания сотового заполнителя. Механизм 3 прокалывания дренажных и пробивки базовых отверстий состоит из пневмоцилиндра 9, штока 10 поршня, который соединен с координатной плитой 11.Пневмоцилиндр 9 закреплен на стойках 12,установленных на столе 13. На столе установлены матрицы 14 базовых отверстий и эластичная матрица 15. На координатной плите установлены на .клею иголки 16 для прокалывания дренажных отверстий, пневмоцилиндры 17, и пружинные опоры 18, связывающие координатную плиту с ограничительной плитой 19. На Штоках поршней пневмоцилиндров 17 установлены пуансоны 20 для пробивки базовых отверстий. Способ реализуется следующим обраФольга 21 с рулона подается в ванну 1 обезжиривания, где ее обезжиривают, а затем на сущку в сущильный щкаф 2. Затем фольга подается на стол 13 и включается Пневмоцилиндр 9; при этом ограничительная плита ч 19 прижимает фольгу к эластичной матрице 15 и матрицам- 14 пружинной опорой 18. Иголки 16 выдвигаются и прокалывают дренажные отверстин 22. После этого срабатывают пневмоцилиндры 17 и пуансоны 20 пробивают базовые отверстия 23-26. Следует отметить, что прокалывают сначала дренажные отверстия, а затем, после небольшой утяжки фольги иголками, пробивают базовые отверстия, что способствует меньшей деформации базовых отверстий. Затем пневмоцилиндры 17 возвращают пуансоны 20 в исходное положение, а Пневмоцилиндр 9 убирает иголки 16, а затем плита 19 освобождает фольгу. Механизм образования дренажных и базовых отверстий возвращается в исходное положение. Базовые отверстия 23-26 пробивают на расстоянии между отверстиями 23-26 Li t и на расстоянии между отверстиями 25-24 ,5t, где L - межцентровое расстояние; t шаг клеевых полос; п-количество шагов. Затем фольга поступает в устройство 4, где на ней закатывают заусенцы дренажных отверстий, а далее в устройстве 5 нанесения поперечных клеевых полос. На этом устройстве фольга базируется за базовые отверстия 23 и 24, а затем на следующий цикл за отверстия 25 и 26 и т.д. После нанесения поперечных клеевых полос фольга поступает в суц/ильный шкаф 6, а затем - на отрезное устройство 7, где разрезается на мерные полосы. Мерные листы фольги поступают в приспособление 8 для сборки и склеивания. Если фольга для нанесения клеевых полос базировалась на отверстиях 23 и 24, то в сборочном приспособлении 8 она собирается на отверстия 25 и наоборот (фиг. 4). После набора пакета сотовых заполнителей приспособление поступает в камеру полимеризации, а затем в устройство для растяжения в сотоблок (не показаны). Использование в предлагаемом способе операции прокалывания дренажных и пробивки базовых отверстий одновременно с одной установки обеспечивает точное нанесение клеевых полос относительно дренажных отверстий и точную сборку в сборочном приспособлении, так как нанесение клеевых полос и сборка пакета в приспособлении производится относительно базовых отверстий. Уто исключает возможность нанесения клеевых полос на дренажные отверстия и возможность появления погрешности установки в сборочном приспособлении для склеивания. Ввиду того, что пробивается две пары базовых отверстий, связанных определенными размерами, устраняется операция разворота на 180° каждого второго листа .заготовки при сборке в сборочном приспособлении. Кроме того, исключается возможность повторного использования одних .и тех же базовых отверстий при нанесении клеевых полос и сборке. Все это приводит к повышению качества изготовления сотовых заполнителей. Использование предлагаемого способа изготовления сотовых заполнителей предопределяет возможность автоматизации процесса, так как взаиморасположение базовых и дренажных отверстий и клеевых полос остается постоянным на всех листах фольги и определяется базовыми отверстиями, кроме того, операция пробивки дренажных и базовых отверстий соизмеримы по времени с операцией нанесения клеевых полос и операцией сборки листов в пакет. Формула изобретения Способ изготовления сотовых заполнителей, содержащий обезжиривание и сушку фольги, нанесение на нее клеевых полос и их сушку, прокалывание дренажных отверстий, пробивку пары
базовых отверстий вдоль оси фольги, складывание фольги в пакет и склеивание пакета, отличающийся тем, что, с целью повышения качества изделий, пробивку базовых отверстий осуществляют перед нанесением клеевых полос одновременно с прокалыванием дренажных отверстий, при этом пробивают дополнительно пару
базовых отверстий вдоль оси заготовки на равном расстоянии от имеющихся.
Источники информации, принятые во внимание при экспертизе 1. Берсудский .В. Е. и др. Технология изготовления сотовых авиационных конструкций, М., «Машиностроение, 1966, с. 141 -165 (прототип).
