1
Мзобретенне относится к обработке металлов давлением и может быть использовано нри изготовлении профилированных изделий типа червячных валов.
Известен способ изготовления глобоидных первячных валов посредством прокатки загоТОВ1СИ между двумя параллельными полуцилиндрическимн косозубыми валками, перемеuuiK-щимися возвратно-поступательно навстречу друг другу.
При прокатке глобоидных червячных валов известным способом осевые силы, возникающие от разности окружных скоростей инструмента и изделия, приводят к подрезке профиля изделия, к искажению геометрии профиля, воздействуют на инструмент, способствуя ускоренному его износу.
Предлагаемый способ устраняет указанный недостаток за. счет того, что валкал сообщают дополнительный поворот вокруг их осей.
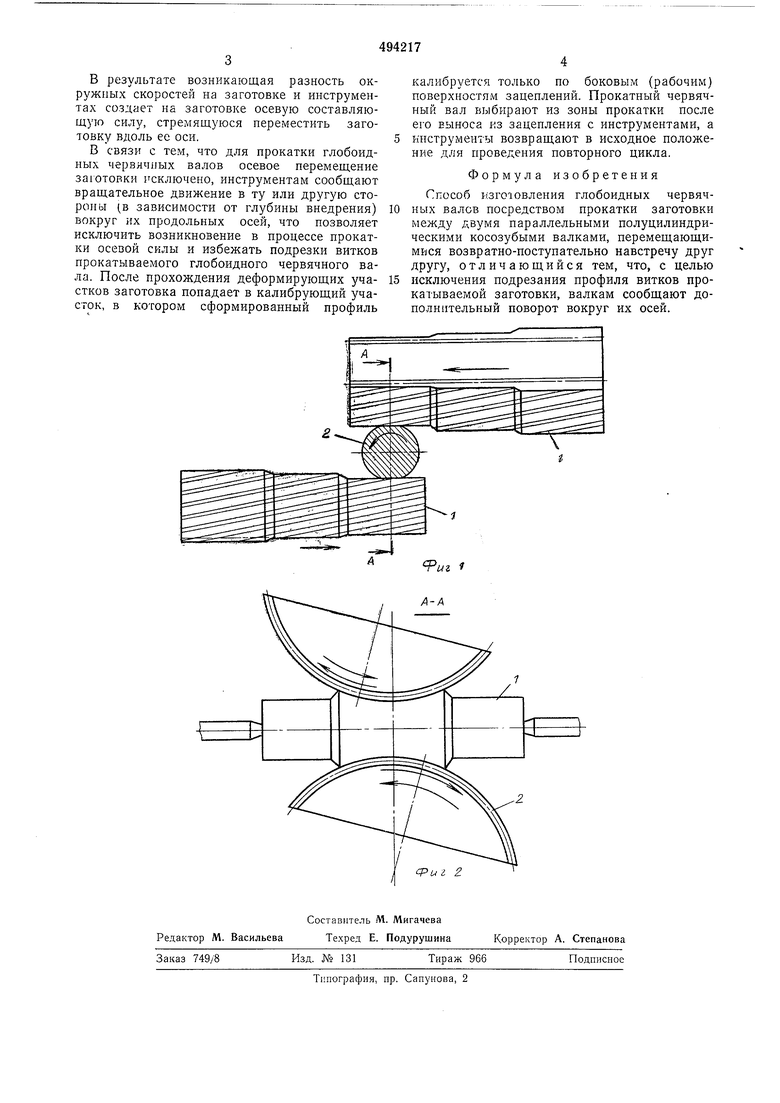
На . 1 приведена схема осуществления нредлагаемого способа; иа фиг. 2 - сечение по А-А на фиг. 1.
Заготовку 1, состоящую из глобоидиого участка и концевых рабочих шеек, зажимают в центрс1х или каким либо другилт способом, нагревают глобоидный участок до температуры прокатки -И подают в зону прокатки так, чтобы предназначенный для прокатки глобондпыи участок оказался между инструментами 2, а продольная ось заготовки была перпенднкулярн;) нродольной оси инструментов.
Инструменты 2, представляющие собой две полукруглые зубчатые косозубые рейки, состоящие нз захватывающих деформирующих и калибрующих участков, неред началом прокатки располагают так, чтобы осн нх были параллельными между собой и лежали в плоскости, проходящей через нанменьщ-ий диаметр глобоидного участка заготовки перпендикулярно ее осн.
При прокатке рейки перемещают вдоль их осей навстречу друг другу.
При таком поступательном перемещении все ступени инструментов поочер-едно входят во взанмоденствие с заготовкой. Первая ступень инструментов предназначена для захвата и предварительного делення прокатываемого участка заготовки, а следующие ступени - для формирования профнля внтков червячного зала за сче- деформнрования металла прокатываемо за стовкн.
Кол чество деформирующих участков завнснт or г-еличины внедрення витков инструмента в за отовку. По мере внедрения витков Инструмента постоянно меняется угол подъема формуемых витков на прокатываемом валу и Д1 аметр1.г зацепления инструментов с нз;1,елием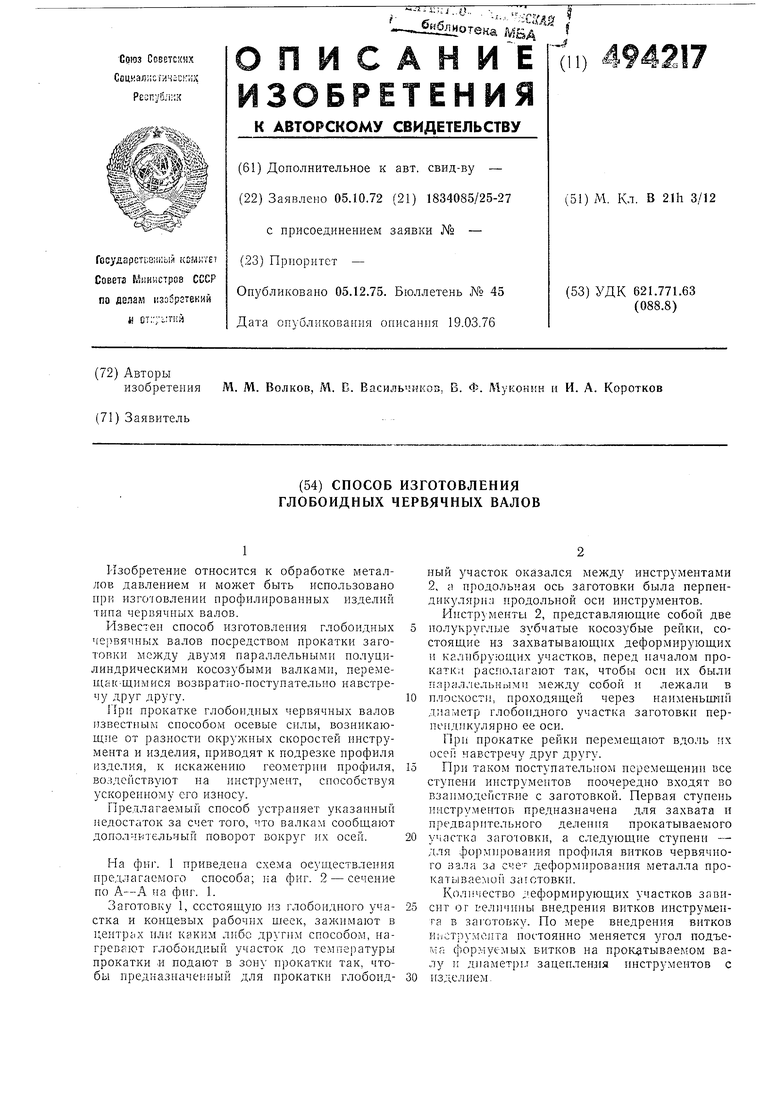
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для изготовления глобоидных червяков | 1980 |
|
SU965581A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1699693A1 |
| Инструмент для поперечно-клиновой прокатки | 1974 |
|
SU489568A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU725763A1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| Инструмент для поперечно-клиновой прокатки заготовок многогранного профиля | 1988 |
|
SU1602598A1 |
| Устройство для поперечной прокатки зубчатых профилей | 1979 |
|
SU882691A1 |
| Способ поперечно-клиновой прокатки | 1988 |
|
SU1590182A1 |
| Способ изготовления ступенчатых изделий с участком некруглого поперечного сечения | 1987 |
|
SU1488086A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
