(54) СТАНОК ДЛЯ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки блочных зубчатых колес | 1984 |
|
SU1284743A1 |
| Токарный автомат | 1976 |
|
SU715244A1 |
| Зубофрезерный станок | 1991 |
|
SU1815023A1 |
| Токарный автомат | 1980 |
|
SU884897A2 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
1
Изобретение относится к станкостроению и может быть использовано при нарезании червячных колес, работающих преимупдественно с многозаходными червяками.
Известен станок для нарезания червячных колес, на станине которого смонтированы передняя бабка с инструментальным шпинделем и поперечный ползун, несущий шпиндель изделия и эталонную червячную пару, червячное колесо которой установлено на шпинделе изделия, а червяк связан с инструментальным шпинделем зубчатой передачей 1.
Недостаток этого станка - образование знакопеременных боковых зазоров в зубьях кинематической цепи, связывающей инструмент с изделием при нарезании несамотормозящихся червячных колес. Указанный недостаток обусловлен тем, что при нарезании несамотормозящихся червячных колес эталонная червячная пара также является несамотормозящейся. Вследствие этого эталонное червячное колесо под действием знакопеременных моментов резания поворачивает эталонный червяк в сторону бокового зазора в самой эталонной червячной паре и в зубчатой передаче, связывающей эталонный червяк и инструментальный шпиндель. Указанный недостаток приводит к вибрациям, дроблению, врезам и, тем самым, к снижению производительности и ухудшению качества обработки.
Целью изобретения является повышение производительности и качества обработки.
Поставленная цель достигается тем, что в станок для нарезания червячных колб введена вторая эталонная червячная пара, червячное колесо которой размещено на
10 шпинделе изделия, а червяк смонтирован с возможностью перемещения в осевом направлении, причем зубчатая передача выполнена планетарной и состоит из двух потоков цилиндрических колес с одинаковым 15 число зубьев.
Станок снабжен дополнительной зубчатой передачей с устройством выбора бокового зазора, связывающей червяки эталонных червячных пар.
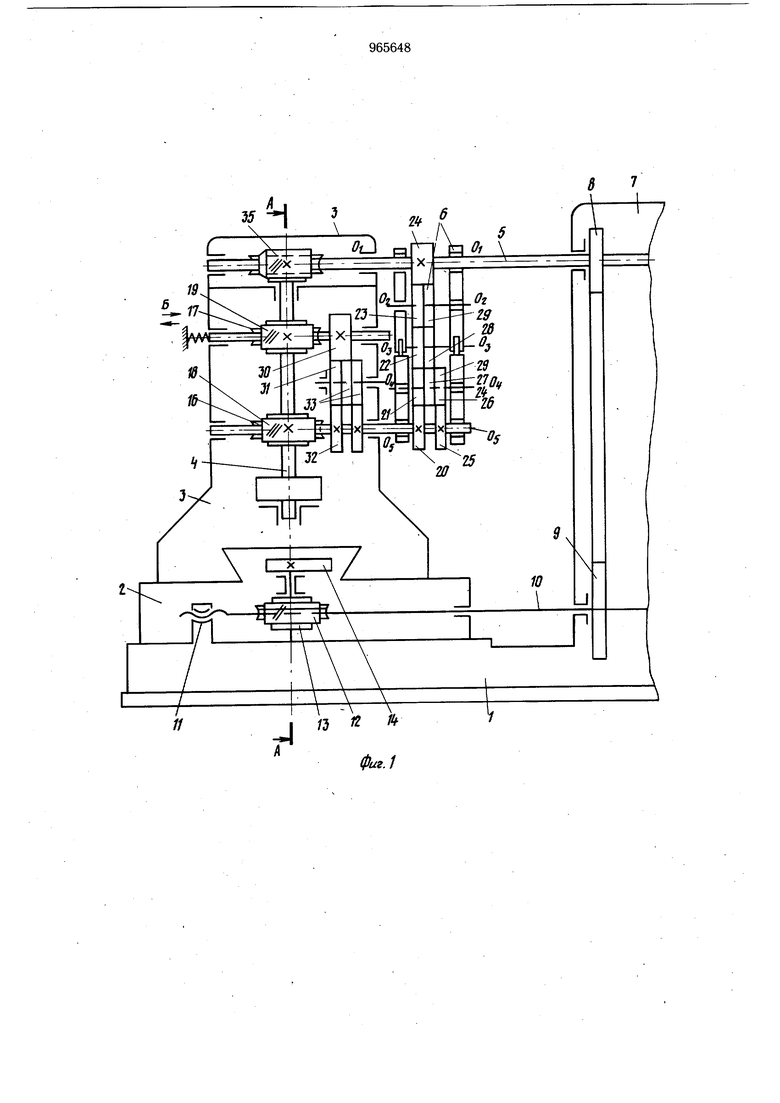
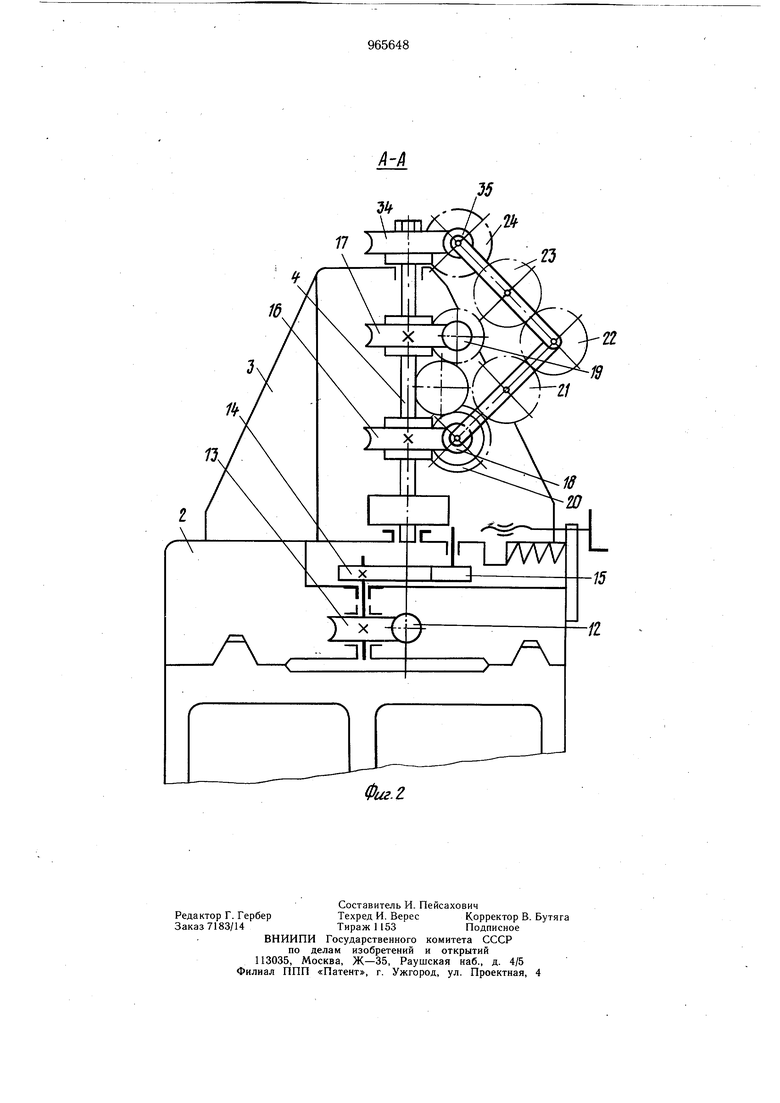
На фиг. 1 представлена кинематическая
20 схема станка для нарезания червячных колес; на фиг. 2 - разрез А-А на фиг. 1.
Станок состоит из станины 1, продольного суппорта 2, поперечного ползуна 3 шпинделя изделия 4, инструментального
шпинделя 5, зубчатой передачи 6, передней бабки 7 и цепи привода продольного суппорта 2, и поперечного ползуна 3., Эта цепь состоит из шестерни 8, закрепленной на инструментальном шпинделе 5 и соединенной через промежуточные колеса с колесом 9, винта 10 и гайки 11. На винте 10 на шлицах установлен червяк 12, который зацепляется с колесом 13. Последнее, закреплено на общем с дисковым кулачком 14 валу. Дисковый кулачок 14 взаимодействует с роликом 15, ось которого закрепляется на поперечном ползуне 3.
На шпинделе изделия 4 закреплены червячное колесо 16 первой эталонной червячной пары и червячное колесо 17 дополнительной эталонной червячной пары. В зацепление с червячным колесом 16 входит червяк 18, ас колесом 17 - червяк 19.
Червяк 18 неподвижен в осевом направлении, а червяк 19 установлен в поперечном ползуне 3 с возможностью осевого перемешения по стрелке Б.
Осевое смешение червяка 19 производит ся в процессе наладки и имеет целью односторонний выбор бокового зазора в первой эталонной .червячной паре. Планетарная зубчатая передача 6 состоит из двух параллельных потоков зубчатых цилиндрических колес с одинаковым числом зубьев.
Первый поток включает цилиндрические колеса 20, 21, 22, 23 и 24, второй поток - цилиндрические колеса 25, 26, 27, 28, 29 и 24. Потоки замыкаются широким колесом 24. Зубчатые колеса 26 и 27 снабжены механизмом их относительного поворота, офспечиваюшего выбор зазора в звеньях планетарной передачи.
Ось О,-Од этой передачи (ось инструментального шпинделя 5) неподвижна, а оси , , и 0,-0 подвижны. Такое выполнение зубчатой планетарной передачи 6 позволяет производить смеш,ение оси О,-0 червяка 19 относительно неподвижной оси О, -О, инструментального шпинделя 5 в процессе резания, т. е. осуш,ествлять радиальную подачу, исключая при этом угловой разворот инструментального шпинделя 5 и червяка 18.
Дополнительная зубчатая передача состоит из цилиндрических колес 30, 31 и 32 и включает устройство выбора бокового зазора 33.
Нарезаемое червячное колесо 34 закреплено на. Шпинделе изделия 4, а червячная фреза установлена на инструментальном шпинделе 5, который смонтирован в передней бабке 7 и неподвижен в осевом направлении.
Станок для нарезания червячных колес работает следующим образом.
Вращение инструментального шпинделя 5 через зубчатые колеса 8 и 9 передается
винту 10 продольного суппорта 2 и последний перемещается со скоростью тангенциальной подачи. Вместе с продольным суппортом 2 перемещается и нарезаемое червячное колесо 34, приводимое во вращение
зубчатой передачей 6 и первой эталонной червячной парой. Вращение винта 10 сообщается дисковому кулаку 14, который перемещает поперечный ползун 3 перпендикулярно оси червячной фрезы 35 со скоростью радиальной подачи. При этом оси
, Од-О, Оц-Оц и Од-Oj зубчатой передачи 6 также перемещаются относитель но неподвижной оси О,-О.,, не вызывая рассогласования вращения червячной фрезы 35 и червяка 18. После того, как происходит врезание на полную глубину профиля нарезаемого червячного колеса, радиальг ная подача прекращается (это обеспечивается профилем кулачка 14) и начинается обработка .только с тангенциальной подачей. По окончании калибровки поперечный ползун 3 ускоренно выводит нарезаемое червячное колесо из зацепления с червячной фрезой, и цикл нарезания кончается. Применение предложенного станка позволяет повысить качество и производительность зубонарезания благодаря выбору зазоров в кинематической цепи и .нарезанию с червячных колес при сочетании радиальной и тангенциальной подач.
Формула изобретения
передачей с устройством выбора бокового зазора, связываюшей червяки эталонных червячных пар.
Исто« ники информации, принятые во внимание при экспертизе 1. Патент Англии № 1.383.568, кл. В 23 F 11/00, опублик. 1975.
ij 55 -Ч
гч
/5 tf -«
г
Фиг.1
п ) (
ю
м
.
Фиг.1
