(5) СПОСОБ ШЛИФОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2004 |
|
RU2271920C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ ШЛИФОВАНИЯ | 2004 |
|
RU2274539C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2008 |
|
RU2367557C1 |
| СИНУСОИДАЛЬНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ КРУГ | 2004 |
|
RU2275294C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2376126C1 |
| Способ абразивной обработки | 1982 |
|
SU1030150A1 |
| Способ охлаждения при шлифовании | 1965 |
|
SU1042977A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1998 |
|
RU2153967C2 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ) ПРИ ПЛОСКОМ ТОРЦОВОМ ШЛИФОВАНИИ | 2008 |
|
RU2385215C1 |
, . . .. 1- .; :;
Изобретение относится к машино- . строению, а именно к обработке материалов резанием, и может быть использовано на всех Металлообрабатывающих
предприятиях, применяющих круглое
{наружное шлифование кругами и Лента-.
;ми по методу врезания с использованием смазочно-охлаждающей жидкости (СОЖ).
Известен способ шлифования, при котором смазочно-охлаждающую жидкость подают сверху свободно текущей струей в зону резания }
Недостатками известного способа является его сравнительно малая производительность и невысокое качество шлифовальных деталей из-за нерационального использования СОЖ, которая практически не попадает в зону контакта инструмент-заготовка в свя- . зи с наличием плотного пограничного слоя воздуха, окружающего вращающийся шлифовальный круг (ленту) и препятствующего попаданию lllUM в зону шлифования, а также в связи с большими торцовыми утечками жидкости вдоль оси вращения детали.
Цель изобретения - повышение эффективности охлаждения зоны шлифования.
Указанная цель достигается тем, что на заготовку по обе стороны от зоны шлифования устанавливают две .
10 111айбы из неметаллического упругого материала из условия образования торцами шайб и поверхностями заготовки и круга жидкостной ванны.
Шайбы изготавливают из упругого
15 неметаллического материала для того, чтобы обеспечивать их быструю установку на заготовку перед обработкой и быстрое снятие с заготовки после 20 обработки.
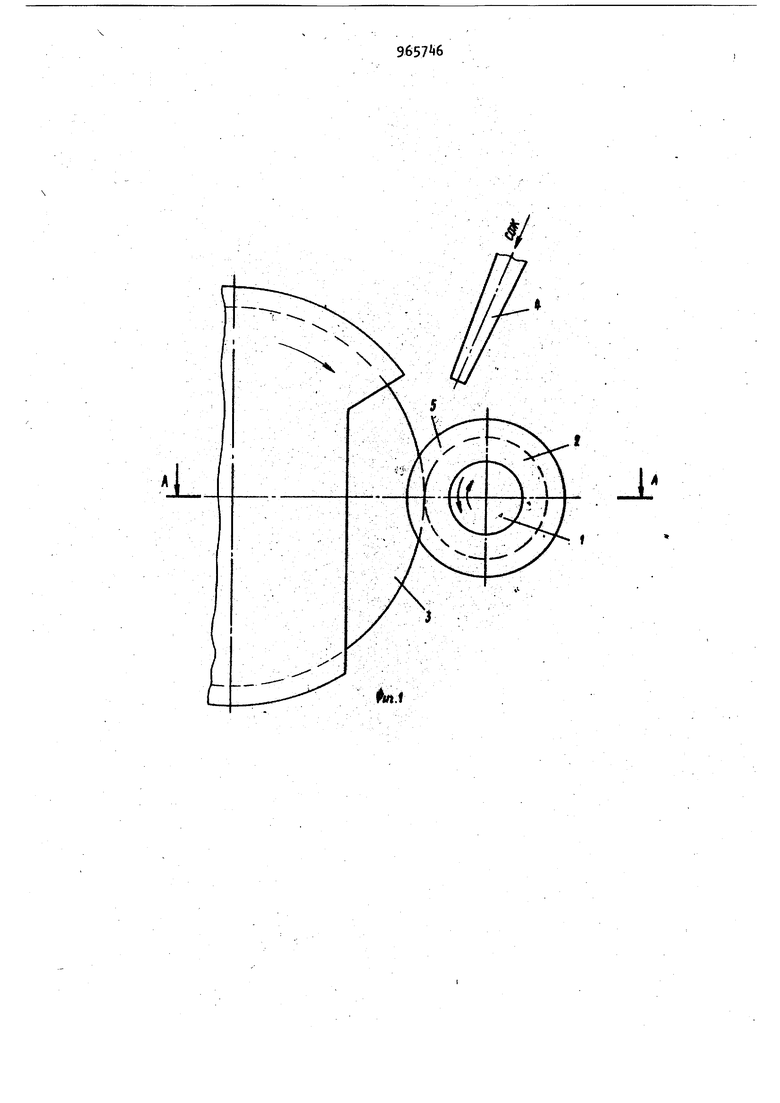
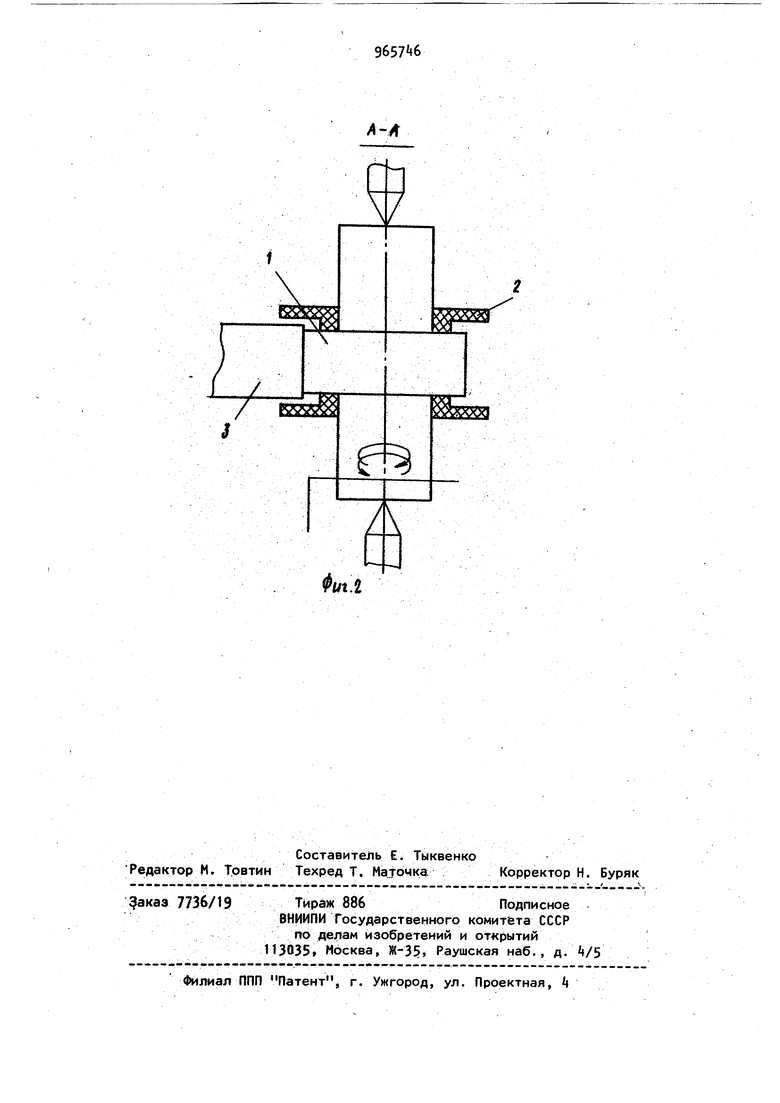
На фиг. 1 схематично показана зона шлифования, общий вид; на фиг.2 разрез А-А на фиг. 1 (с размещением
ш;айб на обрабатываемой заготовке в процессе шлифования).
На обрабатываемую заготовку 1 устанавливают с небольшим, натягом две цилиндрические шайбы 2. Наружный диаметр шайб 2 больше диаметра шлифуемой шейки заготовки 1 на 5 мм и более. Шайбы 2 устанавливают на заготовку 1 таким образом, чтобы боковые зазоры между торцами шайб 2, торцовыми поверхностями круга 3 и шлифуемой шейки заготовки /I составляли 0, мм. Натяг в сопряжении шайб 2 и заготовки 1 создают за счет упругости материала шайб. Диаметры шеек заготовки, соседних со шлифуемой, могут быть как меньше, так и больше диаметра шлифуемой шейки. Шейку Ш1лифуют по методу врезания.
При подаче СОЖ свободно текущей струей в зону резания через сопло А в связи с тем, что н аружный диаметр шайб 2 больше диаметра шлифуемой шейки заготовки Т, а боковые зазоры межт ду шайбами 2 и торцами круга 3, а Также между шайбами 2 и торцами шлифуемой шейки заготовки 1 очень малы (0,,0 мм), в замкнутом резервуаре, ограниченном рабочей периферийной поверхностью круга 3, шлифуемой поверхностьЮ заготовки 1/ и торцами шайб 2, создается жидкостная ванна 5. Наличие жидкостной ванны в кШиновйдной зоне между периферией круга и шлифуемой поверхностью заготовки способствует увеличению количества СОЖ, попадающей в зону контакта круга и шлифуемой заготовки, более рациональному
использованию СОЖ за счет уменьшения торцовых утечек и, в конечном итоге, позволяет увеличить производительность обработки и улучшить качество шлифовальных деталей. По окончании цикла шлифования одной заготовки шайбы 2 могут быть быстро сняты с заготовки 1.
Использование изобретения позволяет увеличить производительность обработки и улучшить качество шлифовальных деталей за счет повышения технологической эффективности СОЖ, связанного с увеличением количества еОЖ, проходящей через зону контакта круга с заготовкой в единицу времени.
Формула Изобретения
Способ шлифования, при котором смазочно-охлаждающую жидкосз ь (СОЖ) подают в зону резания свободно текущей струей, о тли ч а ю щ и и с я ;тем, что, с целью повышения эффективности охлаждения зоны шлифования, на заготовку по обе стороны от зоны шлифования устанавливают дйе шайбы из н€ металлицеского упругого материала из условия образования торцами шайб и поверхностями заготовки круга жидкостной ванны.
Источники информации, принятые во внимание при экспертизе
i
Фиг.г
V
f
(Г
Л
