(54) СПОСОБ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования пустотных железобетонных изделий | 1979 |
|
SU961976A1 |
| Установка для формования многопустотных панелей | 1982 |
|
SU1159781A1 |
| Установка для формования железобетонных многопустотных изделий | 1977 |
|
SU625931A1 |
| УСТРОЙСТВО ДЛЯ РЕАКТИВНОГО ПРЕССОВАНИЯ КЕРАМИЧЕСКИХ И БЕТОННЫХ БЛОКОВ | 2001 |
|
RU2281199C2 |
| Виброформующий узел | 1980 |
|
SU903115A1 |
| СПОСОБ РАСПАЛУБКИ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2003 |
|
RU2235173C1 |
| Установка для формования тонкостенных пустотелых железобетонных изделий | 1983 |
|
SU1201146A2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННОГО ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2064624C1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU688334A1 |
| Установка для формования изделий из бетонных смесей | 1984 |
|
SU1172723A2 |
Изобретение относится к промышленности строительных материалов, а именно к производству железобетонных изделий с пустотами.
Известен способ изготовления с удалением вкладьшей, закрепленных на. подвижной траверсе с электромагнитными вибраторами направленного действия, с помощью винтогаечного механизма КЗ заформованного.изделия, использованный в установке для изготовления бетонных многопустотных изделий {.
Наиболее близким к изобретению является способ формовё ния железобе тонных изделий, включакхций заполне йие предварительно- уплотненной смесью формы и ее непрерывное перемещение с формуемым изделием. от41осйтельно пустотообразователёй, закреплённых на траверсе совершающих продольнонаправленные колебания. Удаление пустотообразователёй осуществляют посредством гидроцнлиндров 2.
Недостатком известных способов является низкая скорость формования, так как извлечение пустотообразователёй производится механически, пустотробразователи вовлекают в вибрацию контактирующий с ними слой бетон ной смеси, который смещается отиосительно массы бетона изделий при их извлечении и приводит к нарушению структуры изделия.
Цель изобретения - увеличение скорости формования и повьшеиие качества изделий.
Поставленная цель достигается тем что согласно способу формования железобетонный изделий, включающему за10полнение предварительно уплотненной бетонной смесью формы и ее непрерывное перемещение с формуешм изделием относительно пycтoтooбpaзoвaтeлjeй, совецянающих продольно-направленные
15 колебания, пустотообра зователям, в кгикдый период колебания, в момент их извлечения сообщают дополнительное ускорение 15-20 g посредством удара в сторону, противоположную движению
20 формуемого изделия.
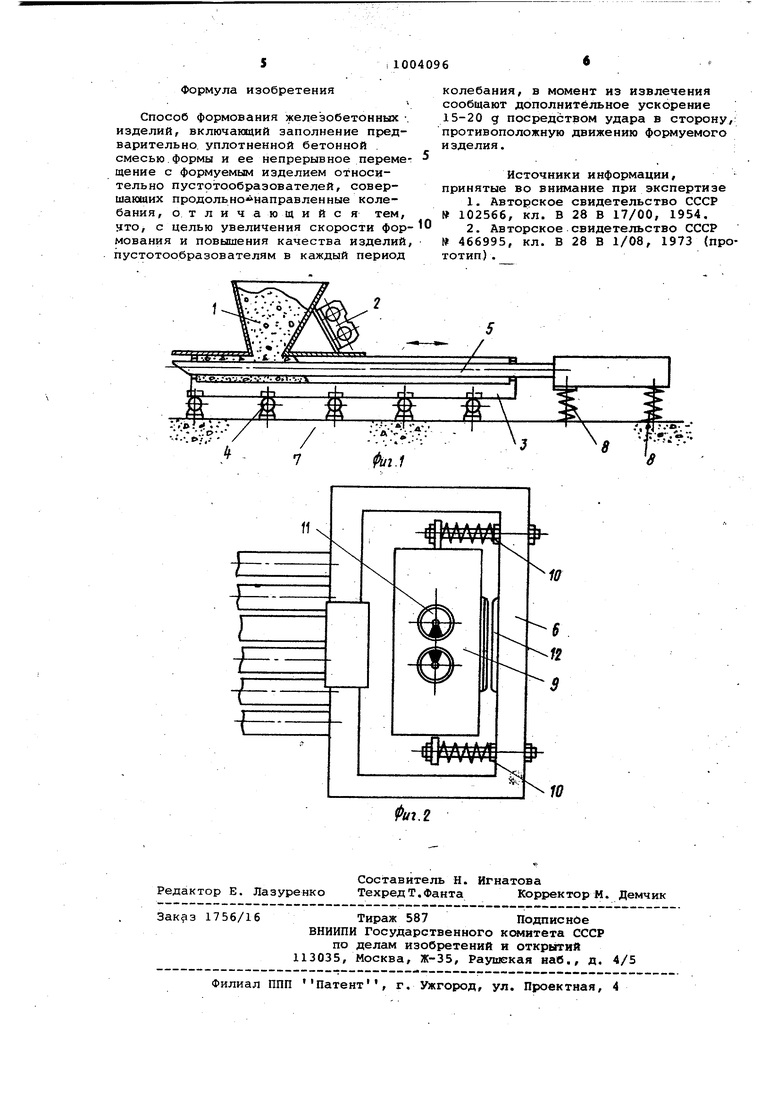
На фиг. 1 изобреикено устройство для осуществления предлагаемого способа, продольный разрез; на фиг.2 то же, вид в плане..
25
Установка состоит из бункера 1, на котором жестко закреплен вибратор 2t, Форма 3 расположена на приводном .рольганге 4. Внутри формы размоцены пустотообразователи 5, закрепленные
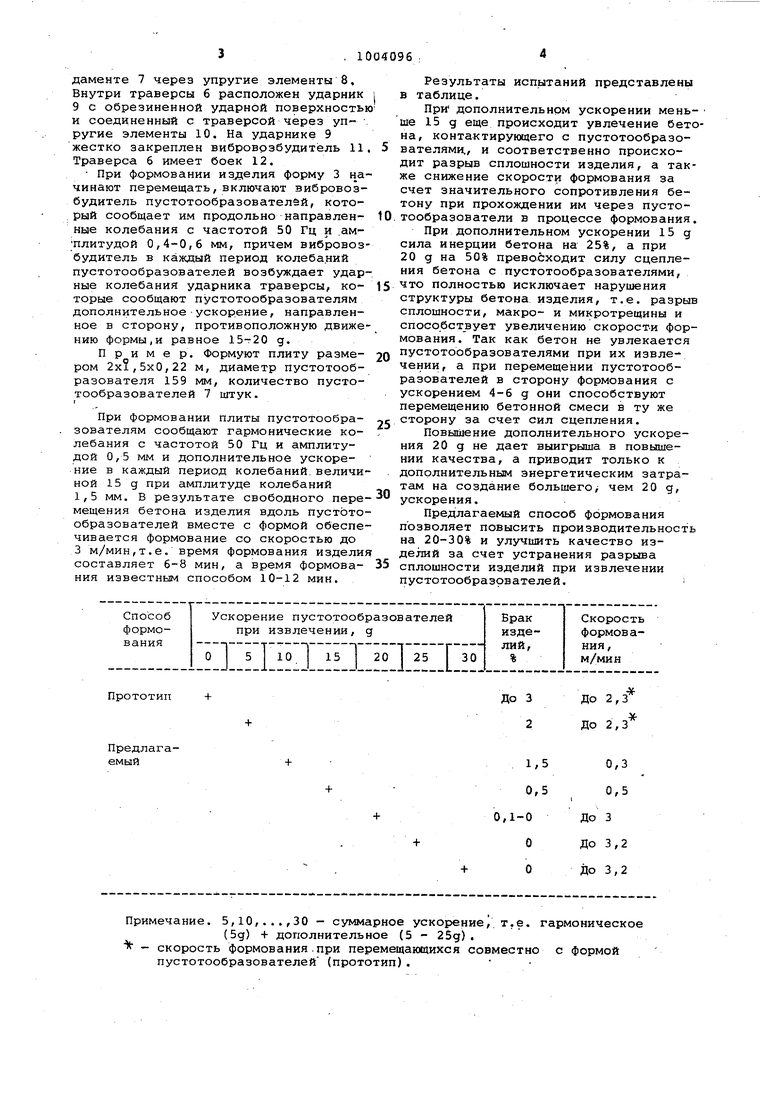
30 на траверсе 6 и установленные на фундаменте 7 через упругие элементы 8, Внутри траверсы 6 расположен ударник 9 с обрезиненной ударной поверхностью и соединенный с траверсой через упругие элементы 10. На ударнике 9 жестко закреплен виброврзбудитёль 11 Траверса 6 имеет боек 12. При формовании изделия форму 3 на чинают перемещать,включают вибровозбудитель пустотообразователёй, который сообщает им продольно направленные колебания с частотой 50 Гц и .ам плитудой 0,4-0,6 мм, причем вибровоз будитель в каждый период колебаний пустотообразователёй возбуждает удар ные колебания ударника траверсы, которые сообщают пустотообразователям дополнительное-ускорение, направленное в сторону, противоположную движе нию формы,и равное 15-20 д. Пример. Формуют плиту размером 2x5,5x0,22 м, диаметр пустотообразователя 159 мм, количество пустотообразователёй 7 штук. При формовании плиты пустоТообразователям сообщают гармонические колебания с частотой 50 Гц и амплитудой 0,5 мм и дополнительное ускорение в каждый период колебаний.величи ной 15 g при амплитуде колебаний 1,5 мм. В результате свободного пере мещения бетона изделия вдоль пустото образователёй вместе с формой обеспе чивается формование со скоростью до 3 м/мин,т.е. время формования издели составляет 6-8 мин, а время формования известным способом 10-12 мин.
ПредлагаПримечание. 5,10,...,30 - суммарное ускорение, т.е. гармоническое
(5д) + дополнительное (5 - 25д).
- скорость формования.при перемещающихся совместно с формой пустотообразователёй (прототип). Результаты испытаний представлены в таблице. При дополнительном ускорении меньше 15 g еще происходит увлечение бетона, контактирующего с пустотообразователями., и соответственно происходит разрыв сплошности изделия, а также снижение скорост формования за счет значительного сопротивления бетону при прохождении им через пустотообразователи в процессе формования. При дополнительном ускорении 15 g сила инерции бетона на 25%, а при 20 g на 50% превосходит силу сцепления бетона с пустотообразователями, что полностью исключает нарушения структуры бетона изделия, т.е. разрыв сплошности, макро- и микротрещины и способст вует увеличению скорости формования. Так как бетон не увлекается пустотообразователями при их извлечении, а при перемещении пустотообразователёй в сторону формования с ускорением 4-6 g они способствуют перемещению бетонной смеси в ту же сторону за счет сил сцепления. Повышение дополнительного ускорения 20 g не дает выигрыша в повышении качества, а приводит только к дополнительным энергетическим затратам на создание большего/ чем 20 g, ускорения. Предлагаемый способ формования позволяет повысить производительность на 20-30% и улучшить качество изделий за счет устранения разрыва сплошности изделий при извлечении пустотообразователёй.
