Изобретение относится к строительству и может быть использовано для антикоррозиомНоС; изоляции наружных иоверхиостей с г:;;;, труб.
i ,с.ью изобретеиия является повышение 111о;-1зводительности труда путем мехаиизаlUiM процесса съема муфт.
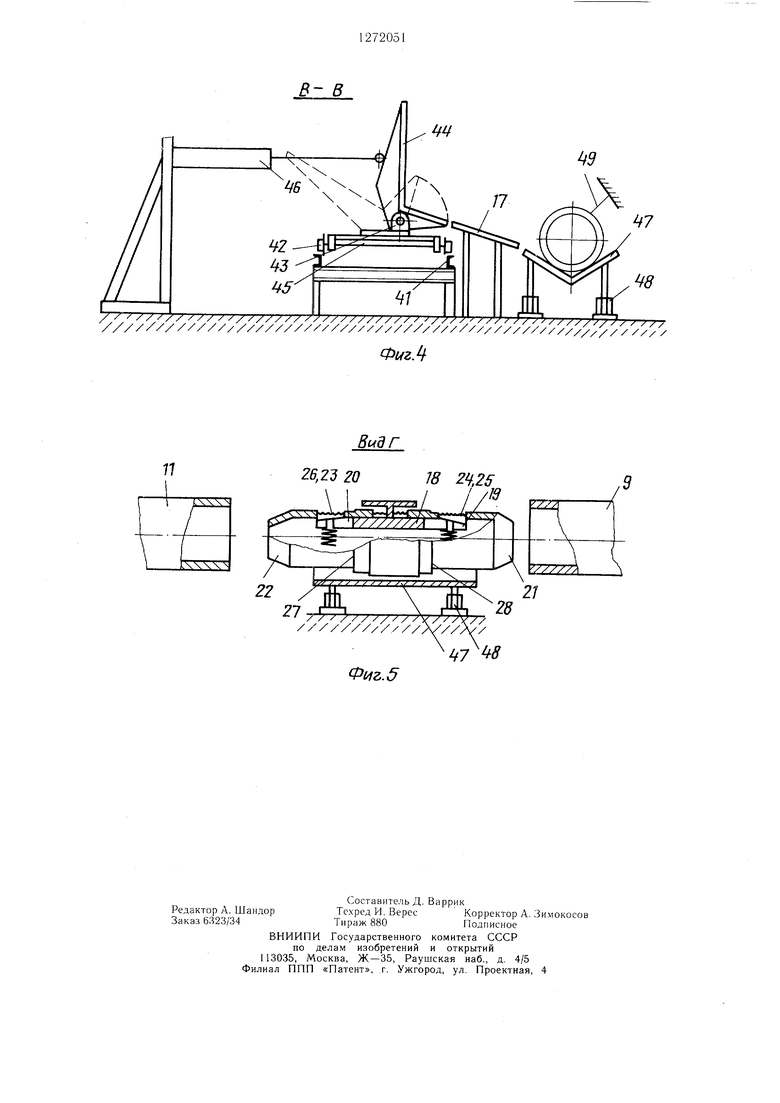
;i (fnir. 1 показана схема линии нанеcciiiiH антикоррозиониой изоляции; на фиг. 2 вид А на фиг. 1; на фиг. 3 - разрез Б Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вид Г на фиг. 1.
Линия нанесения антикоррозионной изолянии содержит механизированный стеллаж-иакоиите.ль 1 с отсекающим механизмом, устройства суи1ки 2 труб, очистки наружной новерхности 3, нраймирования 4, сушки нраймера 5, нанесения изоляции 6, быстроразъемные муфты 7, устройство 8 соединения муфты с трубой 9, находящейся в илети 10, и трубой 1, ноданной со стеллажа-наконителя, рольганг 12, обесиечиваюии1Й раздельное перемешение трубы 11 и нлети 10, поддерживающее устройство 13, устройство 14 съема муфт, устройство для транснортировки изолированных труб 15, устройство 16 возврата муфт и наклонную нанравляющую 17, Рольганг 12 обеспечивает неремеи1,ение трубы 11 с большей скоростью, чем перемещение плети 10.
Муфты 7 содержат корпус 18 с клиньями 19 и 20, поднружин.енные секции 21 и 22, в продольных пазах 23 и 24 которых установлены подпружиненные клиновидные башмаки 25 и 26. Секции 21 и 22 снабжены опорными выступами 27 и 28,
Устройство 14 съема муфт содержит установленную на рельсовом пути 29, параллельном оси рольганга 12, тележку 30. Стойка 31 установлена на тележке с возможностью перемен;ения пернендикулярно оси рольганга 12 с помощью регулировочного приспособления 32. К стойке 31 шарнирно закреплены рычаги 33 и 34, на свободных концах которых установлены захваты 35, снабженные свободно вращающимися роликами, расположенными перпендикулярно оеи рольгапга 12 (не показано). Рычаги 33 и 34 шарнирно соединены иневмоцилиндром 36. Перемещение рычага 33 ограничено установ.ченны.м на стойке 31 регулируемым угюром 37. Те;1ежка 30 нри но.мощи раеноложенного параллельно нанравлению технологического потока пневмоцилиндра 38 соединена с упором 39. На тележке 30 установлена наклонная направляющая 40, наклоненная в сторону устройства 1.6 для возврата муфт.
Устройство 16 возврата муфт содержит параллельный оси рольганга 12 рельсовый путь 41, на котором установлена приводная тележка 42, на раме 43 которой установлена платформа 44 с возможностью поворота вокруг шарнира 45 в сторону устройства 8
соединения муфты с трубами. Рельсовый иуть 41 расположен так, что места остановок тележки 42 в ее крайних положениях находятся в зоне устройства 8 соединения
г 1уфть с трубами и устройства 14 съема муфт. Пневмоцилиндр 46 установлен перпендикулярно оси рольганга 12 и расположен таким образом, что щток его обладает возможностью взаимодействия с платформой 44 тележки 42 нри остановке ее в зоне
устройства 8 соединения труб с муфтами. Наклонная направляющая 17 расположена между рельсовь м путем 41 и устройством 8 соединения муфты с трубами.
Устройство 8 соединения муфты с тру5 ба.ми выполнено в виде лотка 47, установленного на регулируемых по высоте опорах 48 и енабжено взаимодействующим с трубой 9 датчиком 49.
Кроме того, в зоне устройства 14 съема муфт на неподвижном кронштейне 50 ус тановлен датчик 51.
Линия нанесения антикоррозионной
изоляции работает следующи.ч образом.
Муфту 7 устанавливают на платформе 44
тележки 42, которая расположена возле
5 наклонной направляющей 17. После прохождения конца трубы 9 мимо датчика 49 шток пневмоцилиндра 46 воздействует на платформу 44, вследствие поворота которой муфта 7, скатываясь по наклонной направляющей 17, попадает на лоток 47. Одно0 временно труба 11 подается со стеллажанакопителя на рольганг 12. После сброса муфты 7 тележку 42 перемещают к наклонной нанравляющей 40. Поскольку рольганг 12 обеспечивает больщую скорость перемещения трубы 11 по сравнению со скоро стью перемещение- находящейся в нлети 10 трубы 9, эти трубы сближаются. При этом секции 21 и 22 муфты 7 входят во внутренние полости этих труб до тех пор, пока торцы этих труб не упрутся в опорные выступы
0 27 и 28.
При дальнейшем сближении труб 11 и 9 и соответствующего взаимного сближения секций 21 и 22 муфты 7 клиновидные башмаки 25 и 26, вследствие взаимодействия с клиньями 19 и 20, выдвигаются за габа5 РИТЫ секций 21 и 22 муфты 7 до упора во внутреннюю поверхность труб 11 и 9. В результате этого труба I1 оказывается присоединенной к плети 10. После прохождения муфты 7 и трубы 9 через устройства 2-6 - и 14 труба 9 оказывается на устройстве 15, Во время прохождения трубы через устройство 14 съема муфт рычаги 33 и 34 разведены пневмоцилиндром 36. При этом регулируемый упор 37 обеспечивает заданные величины перемещений захватов 35. Ког5 да муфта 7 вступает во взаимодействие с датчиком 51, пневмоцилиндр 36 начинает стягивать рычаги 33 и 34, одновременно 1еремещают по направлению технологического потока тележку 30 пневмоцилиндром 38 и устройство 15 с трубой 9. Датчик 51 устанавливают так, чтобы после стягивания рычагов 33 и 34 захваты 35 вступили во взаимодействие с муфтой 7. Поскольку скорость перемещения устройства 15 с трубой 9 и тележки 30 больше, чем скорость перемещения плети 10, секция 22 муфты 7 выдвигается из корпуса 18, бащмаки 26 освобождаются и труба 11 v.c,,..c,.-,. ..-.--г.-отсоединяется от муфты 7. После этого тележку 30 останавливают, устройство 15 с трубой 9 продолжает перемещение, бащмаки 25 освобождаются и труба 9 отсоединяется от муфты 7. После этого пневмоцилиндром 36 разжимают рычаги 33 и 34 и муфта 7, скатываясь по наклонной направляющей 40, попадает на платформу 44 тележки 42, которую направляют к наклонной направляющей 17. Одновременно с этим устройство 15 после освобождения от трубы 9 и тележку 30 возвращают в исходное положение. После этого весь цикл повторяется. Съем муфты 7 можно производить и с остановкой рольганга. При этом после взаимодействия муфты 7 с датчиком 51 движение плети 10 останавливают, зажимают муфту 7 рычагами 33 и 34, и, перемещая устройство 15, освобождают трубу 9 от муфты 7. После этого, перемещая тележку 30, освобождают муфту 7 от трубы 11, разжимают рычаги 33 и 34, возвращают муфту 7, тележку 30 и устройство 15 в исходное положение, после чего весь цикл повторяется. Формула изобретения 1. Линия нанесения антикоррозионной изоляции, содержащая устройства соединения, съема и возврата муфт и соедивенные рольгангом стеллаж-накопитель, устройство для обработки труб с муфтами и устройство для транспортировки изолированных труб, отличающаяся тем, что, с целью повыщения производительности труда, устройство для съема муфт выполнено в виде тележки, установленной с возможностью перемещения параллельно оси роль ганга и снабженной стойкой с рычагами, на концах которых установлены захваты, и приводом взаимного перемещения рычагов. 2. Линия по п. 1, отличающаяся тем. что устройство возврата муфт соединено с устройствами соединения и съема муфт наклонными направляющими. 3.Линия по п. 1, отличающаяся тем, что привод взаимного перемещения рычагов выполнен в виде пневмоцилиндров. 4.Линия по п. 1, отличающаяся тем, что устройство съема муфт снабжено регулировочным приспособлением, перемещающим стойку с рычагами перпендикулярно оси рольганга.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения изоляции на трубы | 1980 |
|
SU974028A1 |
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Установка для нанесения изоляции | 1986 |
|
SU1425409A1 |
| Установка для очистки цилиндрических изделий | 1984 |
|
SU1258505A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Линия гидроизоляции труб | 1985 |
|
SU1404751A1 |
| УСТРОЙСТВО для ПОГРУЗКИ РЕЛЬСОВЫХ ПЛЕТЕЙ НА ЖЕЛЕЗНОДОРОЖНЫЕ ПЛАТФОРМЫ | 1965 |
|
SU174204A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Линия нанесения антикоррозионной изоляции | 1980 |
|
SU966389A1 |
| Кран-штабелер для загрузки иРАзгРузКи КОНТЕйНЕРОВ | 1978 |
|
SU819016A1 |

Г2 П
jti
п /п
п
Направление технологического опотока
Фи&Л
5идА
75
I
38 Фиг.2 В26,2 20
Фмг.
Вид Г
18 2Ц,25 Ю
7 S
Фиг.б в
| Линия нанесения антикоррозионной изоляции | 1980 |
|
SU966389A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Устройство для нанесения изоляции на трубы | 1980 |
|
SU974028A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
