11з естен способ принудительной завивки заготовок сверл под домствием усилий, возникающих при прокатке. Завивка производится прм помощи приспособления, состоящего из профилирующей матрицы, которую устанавливают непосредственно за прокатнымп валиками ; кот(рая обеспечивает завивку сверла под действием усилий прокатк ;.
К недостаткам этого способа относится быстрый износ проф1-;л:1P)ioni. 4fCTH л;атрииь1, изготовление которой является с.южпой. (:ieiiaunci:. Кроме того, ма передней по:зерхиости рабочей части свер.ча t)cr;iются сле.аы волочеиия и надиры, которые отрицательно сказь:нают.-ч на работе сверла.
По предлагаемому способу принудительной загото;.ск ср,ерл, с целью повышения производительности, а также получе1 :1я чистых и гладких поверхностей канавок сверл, завивку заготовок сверл п|)сизводят без непосредетвенного контакта профиля рабочей части заготовки еверла с поверхностью, которая участвует в образовании зн;;TOBoii канавки.
Приспособление д.ш осун.ествления этого способа состоит is том. что 3 цмшпдрическое отверетие корпуса, внутренняя noBejiXHOCTb кого К)го снабжена направляюн1ими винтовыми пазами, помещена втулк; с закрепленной в ей хвостовой частью завиваемо й заготовки сверл,;. Втулка имеет на сзоей наружно-й поверхностп пальцы, перемсгц;1-о: ; е иод дейетвием.уеилия прокатки ио винтовым пазам корпуса, таг и угол подъема которых соответствуют эле.мептам винтовой канавки сверла.
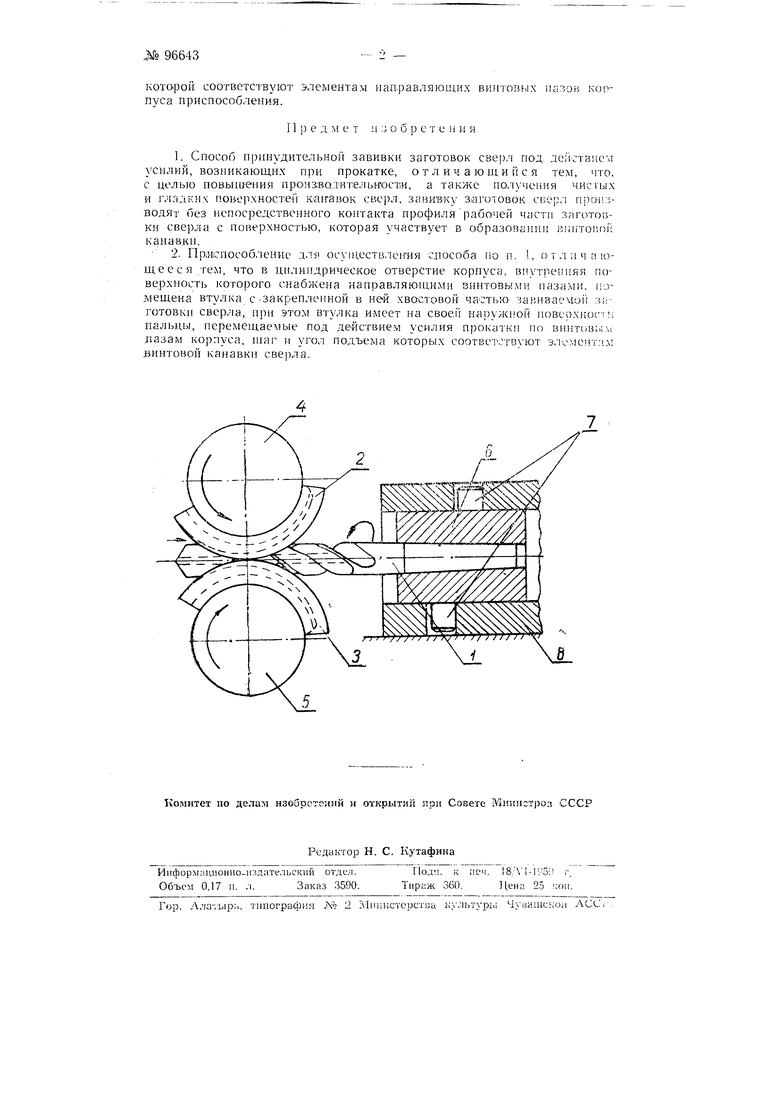
На чертеже изображено приспособление для осуществления бесчонтактной принудительной завивки заготовок сверл.
Заготовка сверла 1 прокатывается между двумя профилИруюищм ; секторами 2 и 3, закрепленными на прокатных валках 4 и 5. Хвостовая часть сверла жеетко закрепляется во втулке 6, снабженной двумя нал: цами 7, которые под действием усилия прокатки, действую;1его ио оси 3 направлении хвостовой части сверла, перемещаются по винтовым п.чзам корпуса 8, вызывая при этом вращение втулки с закрепленной :5 1;ей заготовкой сверла. Таки.м образом обеспечивается образование }иито С.й канавки заготовки сверла, направление, щаг и угол подъема
М°. 96643- - -
которой соответствуют элементам направляющих винтовых корпуса приспособления.
Ире д м е т и ;з о б р е т е и и я
1.Способ принудительной завивки заготовок сверл под ле:1 :твисм усилий, возникающих при прокатке, о т л и ч а ю н; и и с я тем, что, с целью повыш«1ия произ;ва:гительност;и, а также но,-|учеиия чисгых и гладких поверхностеГг кдггавок сверл, завивку заготовок ciiep.i ni)oi 3водят без непосредственного контакта профиля рабочей части заготоакн сверла с поверхностью, которая участвует в образоваии Binrroiioii канавки.
2.11р1И1СПОсоб,1ение для осуществ.чекия способа по п. , отличающееся тем, что в цилиндрическое отверстие корпуса, впутренияя поверхность которого снабжена направляюищми винтовыми пазами, помещена втулка с-закрепленной в ней хвостовой частью завиваемой з;:готовкн сверла, при этом втулка имеет на своей наружной поверхиос-м; нальды, перемещаемые под действием усилия прокатки по винтов;,; лазам корпуса, И1аг и угол подъема которых соответ.:тоуют элометг.чм винтовой канавки сверла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сверла | 1952 |
|
SU110871A1 |
| Способ изготовления спиральных сверл путем накатки и устройство для его осуществления | 1957 |
|
SU115501A2 |
| Спиральное сверло | 1952 |
|
SU110870A1 |
| Станок для завивки заготовки сверл | 1956 |
|
SU115917A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| Способ изготовления спиральных сверл | 1973 |
|
SU499017A1 |
| Станок для завивки заготовок сверла | 1954 |
|
SU103281A1 |
| Способ термомеханической обработки быстрорежущей стали | 1978 |
|
SU876747A2 |
| Автоматический агрегат для прокатки заготовок сверл и других подобных изделий | 1961 |
|
SU148002A1 |
| Способ винтовой прокатки спиральных сверл | 1960 |
|
SU132183A1 |
