Предлагается способ продольно-винтовой прокатки спиральных сверл, который заключается з прокатывании полного винтового профиля сверл одной или двумя парами противопоставленных роликов,, имеющих профиль, соответствующий «егатнвному профилю канавок и спинок, и установленных относительно оси заготовки с поворотом на угол, соответствующий углу наклона винтовой .ка-навки сверла. Профиль роликов полностью охватывает периметр поперечного сечения сверла и образует замкнутый фильер. Угол наклона роликов равен или несколько превышает угол «аклона канавки .сверла.
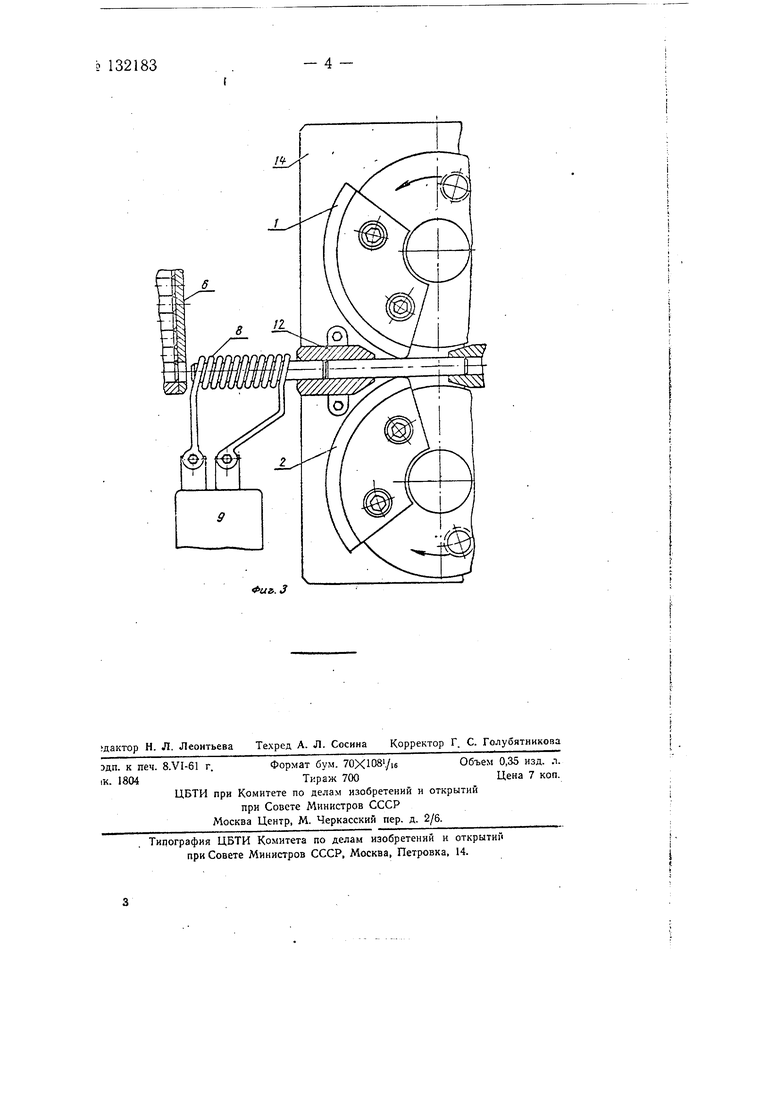
На фиг. 1 показана схема установки двух .пар прокатных роликов; на фиг. 2 - принципиальная кинематическая схема прокатного станаавтомата для продольно-винтовой прокатки сверл диаметро.м от 1,5- 2 мм до 10-12 мм (в качестве возможного частного решения способа продольно-винтовой прокатки сверл); на фиг. 3 - схе.ма расположения заготовок в индукторе и проводке в момейт захвата роликами (начало прокатки).
Прокатные ролики / и 2 - это ролики с профилем канавки, а 5 и 4 - ролики с профилем спинки сверла. Линии пересечения плоскостей установки каждой пары противоположных роликов взаимно-перпендикулярны, перпендикулярны оси заготовки и пересекаются в точке О, расположенной на оси заготовки. При прокатке сверл одной парой роликов / и 2 профиль их соответственно видоизменяется, совмещая смежные профили ка.навки и спвнки сверла. Возможна также схема установки прокатных роликов с определенным осевым смещением одной пары противопоставленных роликов относительно другой.
Заготовки- прутки определенной длины загружаются в бункер 5, откуда поступают в лоток 5. Толкатели 7 периодически подает заготовки из лотка в индуктор 8 для нагрева их токами высокой частоты до температуры прокатки посредством генератора Т.В.Ч. 9. Время нагрева
№ 132183- 2 заготоБок в индукторе устанавливается посредством реле времени, управляющим приводам рол1иков.
Включение толкателя осуществляется от кулачка 10, вращение которого строго согласовало с вращением прокатных роликов. Привод толкателя П может быть механическим (рычажным) или гидравлическим. Нагретая в индукторе заготовкавыталкивается подаваемой толкателем очередной заготовкой в проводку 12 и удерживается в ней до захвата ее прокатными роликам1И.
Прокатные ролики У, 2, 5 и .выполнены в виде сегментов с длиной дуги, превышающей длину развернутой винтовой канавки сверла, и заборной частью, профиль которой соответствует Профилю канавки (спиики) сверла «а выходе. Рабочий профиль сегментов соответствует профилю .нормальных се тений канавок 1И спшюк. Канавочные сегменты имеют paвиoмtpный подъем профиля в направлении от заборной части для обеспечения увеличения диаметра сердцевины к хвостовой части сверла. Все четыре сегмента одновременно касаются заготовки на расстоянии от переднего торна ее, равном длине хвостовой части сверла н прокатывают полный винтовой профиль сверла за один проход. Сегменты устанавливаются на ш.пннделях 13, но.мещен ных в общей раме 14 и имеющие радиальную, осевую и угловую регулировку для точной настройки .на размер сверла. Охлаждение сег.ментов производится сжатым воздухом. Расстояние между противоположными сегментами определяется диаметральными размерами сверл (диаметр сердцевины и спин.ки). Все сегменты получают синхронное вращение в одинаковом направлении от электродвигателя 15 через редуктор, вариатор скорости, распределительную коробкупривода 16 и передаточные механизмы (конические пары) вращен яя щпинделей.
Заготовка при прокатке получает винтовое движение вдоль своей оси по проводке. Проводки устанавливаются на входе перед роликами (опора для рабочей части заготовки) и за роликами (опора для хвостовой части заготовки), причем проводку, поддерживающую хвостовую часть заготовки, по конструктивным и- технологическим соображениям целесообразно выполнить подвижной, перемещающейся вместе с заготовкой. Прокатанные сверла выталкиваются в желоб /7, откуда поступают в тару 18.
Предлагаемый способ применим также для непрерывной и периодической прокатки винтового профиля на длинных прутках с последующей разрезкой их на отдельные заготовки. Соответственно прокатные ролики должны Иметь, непрерывный профиль или периодический (состоящий из участков, соответствующих длине и профилю рабочей и хвостовой части сверла).
Способ может быть распространен на ряд изделий с винтовым профилем (зенкера, раз/вертки, фрезы, м.етчики). В частном случае угол наклона винтового профиля может быть равен нулю.
Предмет изобретения
Способ винтовой прокатки спиральных сверл, отличающийся тем, что, с целью снижения стоимости и улучшения качества сверл, прокатку полного винтового профиля спиральных, сверл осуществляют одной ил:и двумя пзрами противопоставленных роликов, имеющих профнль, соответствующий негативному профилю канавок -и спинок, и установленных относительно оси заготовки с поворотом на угол, соответствующий углу наклона винтового профиля.
Фиг.. }
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок-автомат для продольной прокатки профиля заготовок метчиков | 1960 |
|
SU141726A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1972 |
|
SU343748A1 |
| Способ изготовления спиральных сверл | 1980 |
|
SU948624A1 |
| Спиральное сверло | 1981 |
|
SU965627A1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| СПОСОБ ПРОКАТКИ ПЛАШКАМИ ИЗДЕЛИЙ С ВИНТОВОЙ | 1973 |
|
SU384590A1 |
| Станок для шлифования канавок и спинок сверл | 1984 |
|
SU1274907A1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ С ВИНТОВОЙ ПОВЕРХНОСТЬЮ | 1973 |
|
SU384591A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |

иа. J
