(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШНЕКОВ
I
Изобретение относится к обработке металлов давлением, в частности к оборудованию для изготовления шнеков.
Известно устройство, для изготовления шнеков, содержащее механизм крепления стержня шнека и приводную каретку, вьшолненную в виде установленной на катках платформы с закрепленным на ней механизмом растяжки Cl
Недостатком данного устройства является его сложность, выраженная в том, что оно снабжено поддерживающим стержень шнека механизма, выполненный в виде Г-образного рычага.
Кроме того, данная конструкция требует наличия привода вращения стержня, поскольку навивка спирали производится на вращакяцийся стержень шнека, что приводит к дополнительным затратам мощности и усложнению устройства.
Наличие растягивающих роликов на каретке приводит также к дополнительным затратам мощности, которые необходимы для преодоления силы трения, возникающей меязду растягивающими роликами и спиралью шнека, а также усложняет общую конструкцию устройства, поскольку наличие такого узла создает определенные трудности в его наладке и эксплуатации.
Для изготовления шнеков различных типоразмеров в данной конструкции предусматривается механизм регулироteвания вертикального положения, установленный на каретке, что требует переналадки дпя каждого отдельного типоразмера изделия и приводит к наличию дополнительного узла.
fS
Цель изобретения - упрощение устройства.
Цель достигается тем, что механизм растяжки выпо41нен в виде закрепленного неподвижно на платформе кольца с
20 внутренним выступом и установленными на нем с двух сторон шариками, а также двух колец, установленных jia упомянутых шариках, и узла крепления
свободного конца шнека, выполненного в виде планки с элементом крепления, установленной в закрепленной на торце одного из колец направляющей.
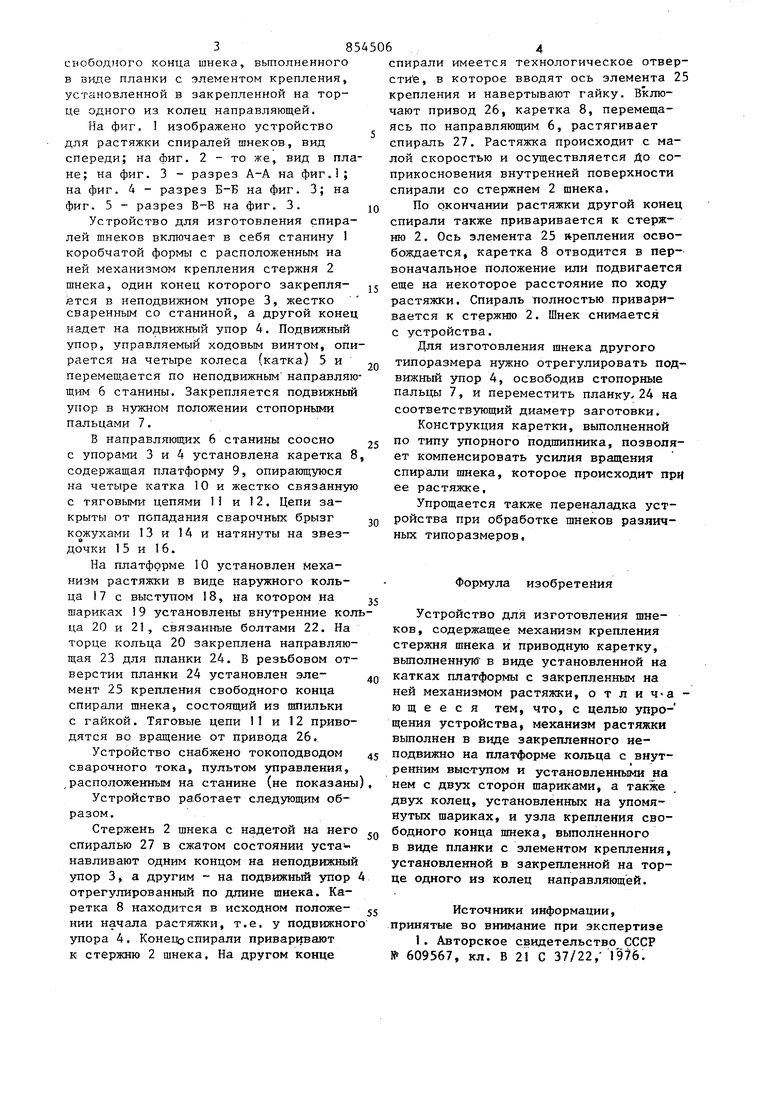
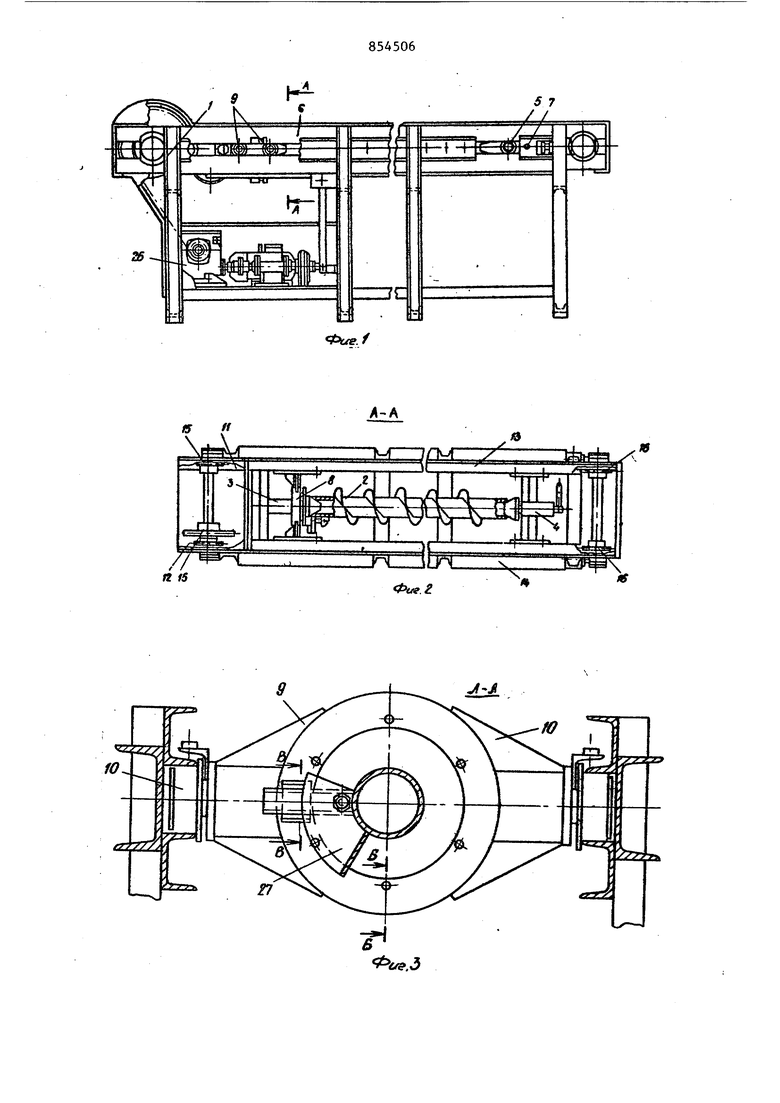
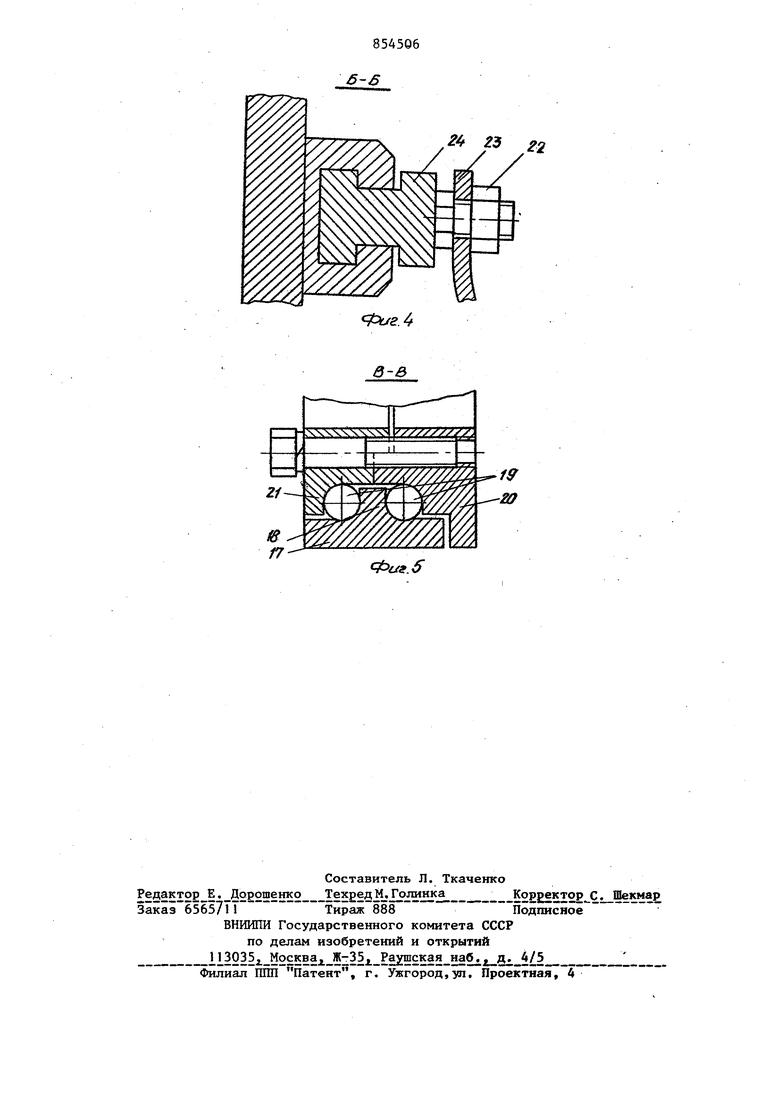
На фиг. I изображено устройство для растяжки спиралей шнеков, вид спереди; на фиг. 2 - то же, вид в плане; на фиг. 3 - разрез А-А на фиг.1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3.
Устройство для изготовления спиралей шнеков включает в себя станину 1 коробчатой формы с расположенным на ней механизмом крепления стержня 2 шнека, один конец которого закрепляётся в неподвижном упоре 3, жестко сваренным со станиной, а другой конец надет на подвижный упор 4. Подвижный упор, управляемый ходовым винтом, опирается на четыре колеса (катка) 5 и перемещается по неподвижным направляющим 6 станины. Закрепляется подвижный упор в нужном положении стопорными пальцами 7.
В направляющих 6 станины соосно с упорами 3 и 4 установлена каретка 8 содержащая платформу 9, опирающуюся на четыре катка 10 и жестко связанную с тяговыми цепями 1 и 12. Цепи закрыты от попадания сварочных брызг кожухами 13 и 14 и натянуты на звездочки 15 и 16.
На платформе 10 установлен механизм растяжки в виде наружного кольца 1 7 с выступом 18, на котором на шариках I9 установлены внутренние колца 20 и 21, связанные болтами 22. На торце кольца 20 закреплена направляющая 23 для планки 24. В резьбовом отверстии планки 24 установлен элемент 25 крепления свободного конца спирали шнека, состоящий из шпильки с гайкой. Тяговые цепи 11 и 12 приводятся во вращение от привода 26.
Устройство снабжено токоподводом сварочного тока, пультом управления, расположенным на станине (не показаны
Устройство работает следующим образом.
Стержень 2 шнека с надетой на него спиралью 27 в сжатом состоянии уста навливают одним концом на неподвижный упор 3, а другим - на подвижный упор отрегулированный по длине шнека. Каретка 8 находится в исходном положеНИИ начала растяжки, т.е. у подвижног упора 4. Конепь спирали приваривают к стержню 2 шнека. На другом конце
спирали имеется технологическое отверстие, в которое вводят ось элемента 25 крепления и навертывают гайку. Включают привод 26, каретка 8, перемещаясь по направляющим 6, растягивает спираль 27. Растяжка происходит с малой скоростью и осуществляется До соприкосновения внутренней поверхности спирали со стержнем 2 шнека.
По окончании растяжки другой конец спирали также приваривается к стержню 2. Ось элемента 25 крепления освобождается, каретка 8 отводится в первоначальное положение или подвигается еще на некоторое расстояние по ходу растяжки. Спираль полностью приваривается к стержню 2. Шнек снимается с устройства.
Для изготовления шнека другого типоразмера нужно отрегулировать подвижный упор 4, освободив стопорные пальцы 7, и переместить планкУ- 24 на соответствующий диаметр заготовки.
Конструкция каретки, выполненной по типу упорного подшипника, позволяет компенсировать усилия вращения спирали шнека, которое происходит при ее растяжке.
Упрощается также переналадка устройства при обработке шнеков различных типоразмеров,
Формула изобретейия
Устройство для изготовления шнеков, содержащее механизм крепления стержня шнека и приводную каретку, вьшолненнзгкг в виде установленной на катках платформы с закрепленным на ней механизмом растяжки, о т л и ч-а ю щ е е с я тем, что, с целью упрощения устройства, механизм растяжки выполнен в виде закрепленного неподвижно на платформе кольца с внутренним выступом и установленными на нем с двух сторон шариками, а также двух колец, установленных на упомянутых шариках, и узла крепления свободного конца шнека, выполненного в виде планки с элементом крепления, установленной в закрепленной на торце одного из колец направляющей.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 609567, кл. В 21 С 37/22, 1976.
Фие.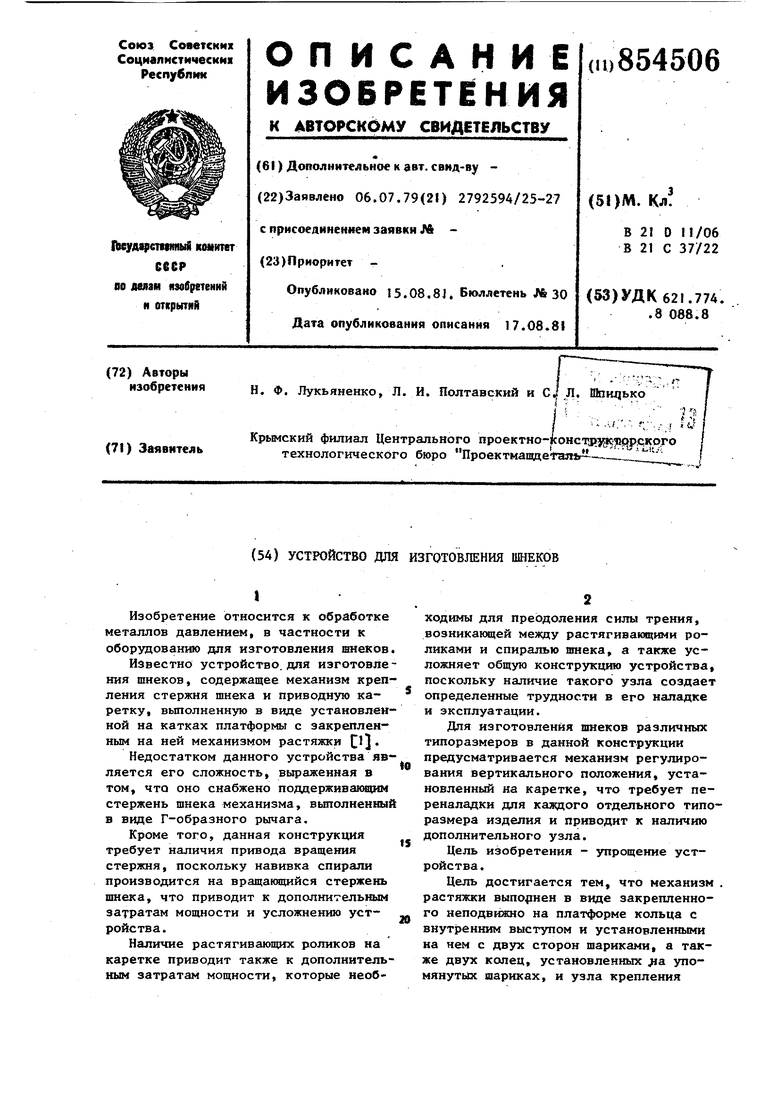
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для растяжки спиралей шнеков | 1976 |
|
SU609567A1 |
| Стенд для сборки и сварки шнеков | 1981 |
|
SU996148A1 |
| Устройство для обработки спиралей шнеков | 1989 |
|
SU1657253A1 |
| Устройство для сварки | 1977 |
|
SU745629A1 |
| Стенд для сборки и сварки шнеков | 1987 |
|
SU1433728A1 |
| Устройство для изготовления сварных шнеков | 1975 |
|
SU599942A1 |
| СПОСОБ ПЛЕТЕНИЯ СЕТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2037356C1 |
| Устройство для изготовления витых чувствительных элементов | 1983 |
|
SU1125084A1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
| Станок для растяжки сотовых заполнителей | 1989 |
|
SU1660811A1 |
Фиг г
ь.З
