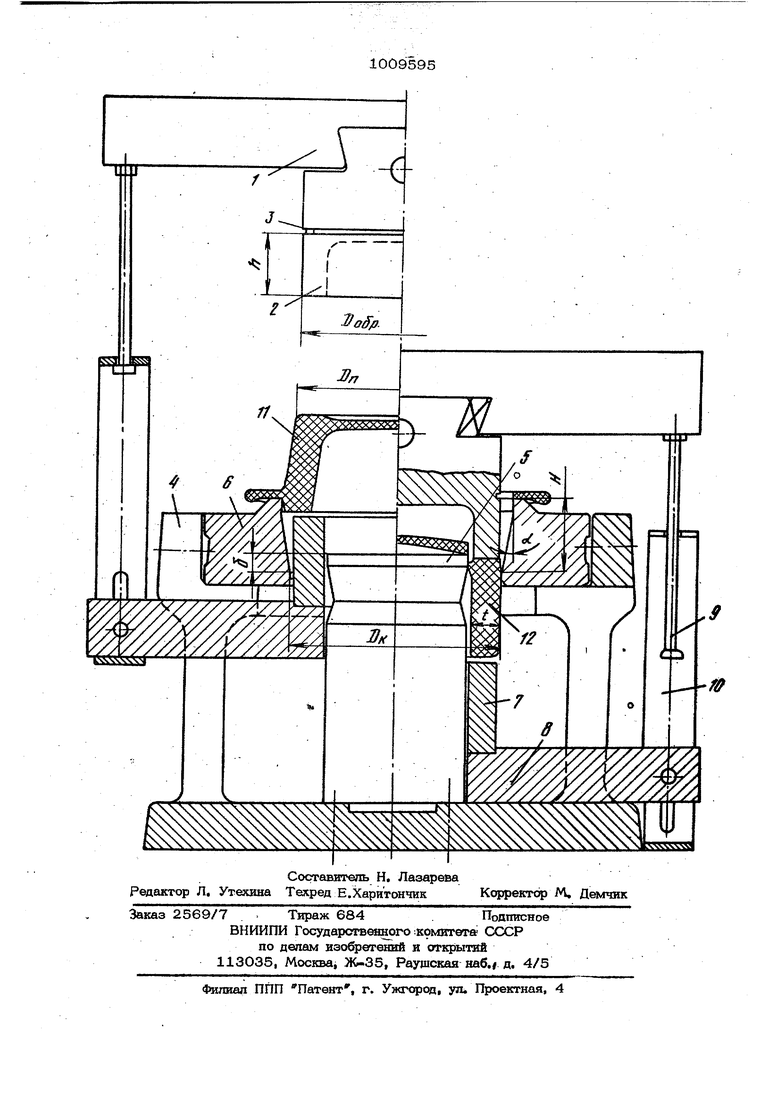
Р-Тзобретение относится к области обработки металлов давлением, а именно, к конструкциям совмещенных штампов для изготовления нустотелых осесиммет- ричных поковок. Известен совмещенный штамп для обрезки облоя, пробивки отверстия и обжима нустотелых ноковок fl . Недостатками штампа являются низкая надежность работы и большой расход металл Наиболее близким техническим ращением к изобрете1щю является совмещенный штамп (2) для изготовления пустотелых осесимметричных поковок, содержаишй верхнюю плиту с обрезным пуансоном, нижнюю плит.у с матрицей, имеющей режущую кромку, конический заходный участок и калибрующий поясок, а также с прошивным пуансоном и установ ленным на нем выталкивателем, соединенным с верхней плитой с помощью коромысла и тяг. В результате выполнения диаметра калибрующего пояска матрицы равным диаметру поковки с учетом температурной усадки штампуемые поковки имеют в средней части меньший диаметр, чем на торцах. Это обусловливает необходимость увеличения припуско на механическую обработку а следовательно, повышенный расход металла. Кроме того, известный штамп имеет низкую надежность работы. Целью изобретения 5шляется повышен надежности работы и экономия металла поковок. Эта цель обеспечивается тем, что в штампе для изготовления пустотельк осесимметричных поковок, содержащем верхнюю плиту с обрезным пуансоном, нижнюю плиту с матрицей, имеющей режущую кромку, конический заходный участок и калибрующий пуансон, а также с прошивным пуансоном и установленным на нем выталкивателем, соедине ный с верхней плитой с помощью коромысла и тяг, на боковой поверхности обрезного пуансона выполнена кольцевая проточка на удалении от его режущей кромки равном 0,85 - 0,95 расстояния . от режущей кромки матрицы до ее калибрующего пояска, а режущая кромка прошивного пуансона смещена относител но калибрующего пояска матрицы в сторону обрезного пуансона на 0,1 - 0,15 диаметра обрезного пуансона. Диаметр калибрующего пояска матрицы определяется по следующей зависимости: /Dnt QfTV nгде DI -диаметр калибрующего пояска матрицы; -наружный диаметр поковки с.-четом температурной усадки; толщина стенки поковки; угол наклона заходного участка матрицы к оси щтампа; На .чертеже показан штамп, общий вид. Штамп состоит из размещенной на ползуне пресса верхней плиты 1 с закрепленным на ней обрезным пуансоном 2, на боковой поверхности которого выполнена кольцевая проточка 3. На нижней шште 4 щтампа жестко закреплены прошивной пуансон 5 и обрезная матрица 6. На наружной поверхности пуансона 5 свободно установлен выталкиватель 7, жестко соединенный с коромыслом 8. Коромысло 8 соединено с плитой 1-е помощью тяг 9 и скоб 10. Штамп работает следующим образом. Полученный штамповкой на молоте полуфабрикат 11 узшадывается на реркущую кромку матрицы 6. При рабочем ходе пресса пуансон 2 перемещает полуфабрикат 11 навстречу пуансону 5. При этом последовательно осуществл ьются операции обрезки облоя, обжима и пробивки отверстия. Прн обратном ходе пресса под действием верхней плиты 1 с помощью тяг 9 и скоб 10 коромысло 8 с выталкивателем 7 поднимаются вверх, удаляя изделие 12 из матрицы 6. Выполнение кольцевой проточки 3 на удалении 1i, равном 0,85 - 0,95 расстоя-. ния Н от режущей кромки матрицы 6 до ее калибрующего пояска обусловлено условиями безаварийной работы щтампа и оптимальной загрузки пресса по усилию. Наличие кольцевой проточки существенно упрощает наладку штампа и контроль за его работой в процессе эксплуатации. Смещение режущей кромки прошивного пуансона 5 на величину сГ., ра&ную ОД - 0,15Dp5p таклсе связано с обеспечением условий безаварийной работы щтампа.1 Определение диаметра Dj калиорун щего пояска матрицы 6 по формуле (1) позвсхЕяет в значительной Степени ум эиьщить изменер е на1 ужного диаметра изделий по высоте. Как показывают; результаты испытаний, исйользованяе данного штампа по; воляет повысить надежность работы и получить экойомию металла в размере 8 - 1О% от массы поковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Совмещенный штамп для получения пустотелых осесимметричных поковок без штамповочных уклонов | 1987 |
|
SU1588479A1 |
| Совмещенный штамп | 1978 |
|
SU795700A1 |
| Штамп для обрезки облоя,прошивки и раздачи поковок | 1979 |
|
SU878404A1 |
| Совмещенный штамп | 1984 |
|
SU1207614A1 |
| Штамп | 1980 |
|
SU899216A1 |
| Штамп совмещенного действия | 1984 |
|
SU1212679A1 |
| Штамп для обрезки облоя и обжима поковок | 1983 |
|
SU1159707A1 |
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| Совмещенный штамп | 1988 |
|
SU1581463A1 |
| Комбинированный штамп для обрезки облоя,прошивки и раздачи поковок | 1979 |
|
SU869928A1 |
СОВМЕЩЕННЫЙ ШТАМП для изготовления пустотелых осесимметричных поковок, содержаашй верхнюю плиту с обрезным пуансоном, нижнюю плиту с матрицей, имеющей режущую кромку, конический захрдный участок и калибрующий поясок, а также с прошивным пуансоном И установленным на нем выталкивателем, соединенным с верхней плитой с помощью коромысла и тяг, отличающийся тем, что, с цепью повь1шения надежности в работе и экономии металла поковок, на боковой поверхности обрезного пуансона вьшоп- нена кольцевая проточка на удалении от его режущей кромки равном 0,85 0,95 расстояния от режущей кромки матрицы до ее калибрующего пояска, а режущая кромка прошивного пуансона смещена относительно калибрующего пояска в сторону обрезного пуансона на р,1 - 0,15 диаметра обрезного пугшсона, при этом диаметр калибрующего пояска матрицы определяется по следующей зависимости v n iv s4где DK диаметр калибрующего пояска матрицы;. D наружный диаметр поковки П с учётом температурной усадкн;. -t толщина стенки поковки; 0 угол наклона заходного участка матрицы к оси штампа. сл со СП
| Бичукин Ф | |||
| Д | |||
| - Горячая малоотходная штамповка - | |||
| Опыт совершенствовання технопопяи- горячей штамповки на уральских заводах, УПИ, Свердловск, 1964, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
