(54) КОМБИНИГОВАННЫЙ ШТАМП ДЛЯ ОБРЕЗКИ ОБЛОЯ. ПЮШИВКИ И РАЗДАЧИ ПОКОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Устройство для обрезки облоя и прошивки перемычки штампованных поковок | 1981 |
|
SU1026914A1 |
| Комбинированный штамп для обрезкиОблОя, пРОшиВКи и ОбжиМА пОКОВОК | 1979 |
|
SU848137A1 |
| Совмещенный штамп | 1988 |
|
SU1581463A1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| Совмещенный штамп | 1989 |
|
SU1703240A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1991 |
|
RU2025185C1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп совмещенного действия | 1984 |
|
SU1212679A1 |
I
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для обрезки облоя, прошивки и раздачи поковок.
Известен комбинированный штамп для обрезки облоя, прошивки и раздачи поковок, содержашнй нижнюю плиту с установле1шыми на ней обрезной матрицей, прошивнем и нижним толкателем и верхнюю плиту со смонтированным на ней пуансонодержателем с обрезным пуансоном 1.
Недостатками известной конс-фукиин штампа являются низкая стойкость инструменга н недостаточно надежная работа из-за возможности застревания поковки при выталкивании в формообразующих полостях штампа.
Цель изобретения - повышение стойкости инструмента н надежности работы.
Указанная цель достигается тем, что. комбинированный штамп для обрезки облоя, про1ШШКН н раздачи поковок, содержащий нижнюю плиту с установленнымн на ней обрезной матрицей, прошивнем и нижним толкателем, и верхнюю плиту со смонтированным (la ней пуансонодержателем .с обрезным пуансоном, а также прошивной пуансон, снабжен верхним толкателем, в пуансонодержателе вьшог.нен сквозной паз, верхний толкатель размещен в указанном пазу н связан с нижним толкателем, а прошивной пуансон смонтирован йа верхнем толкателе.
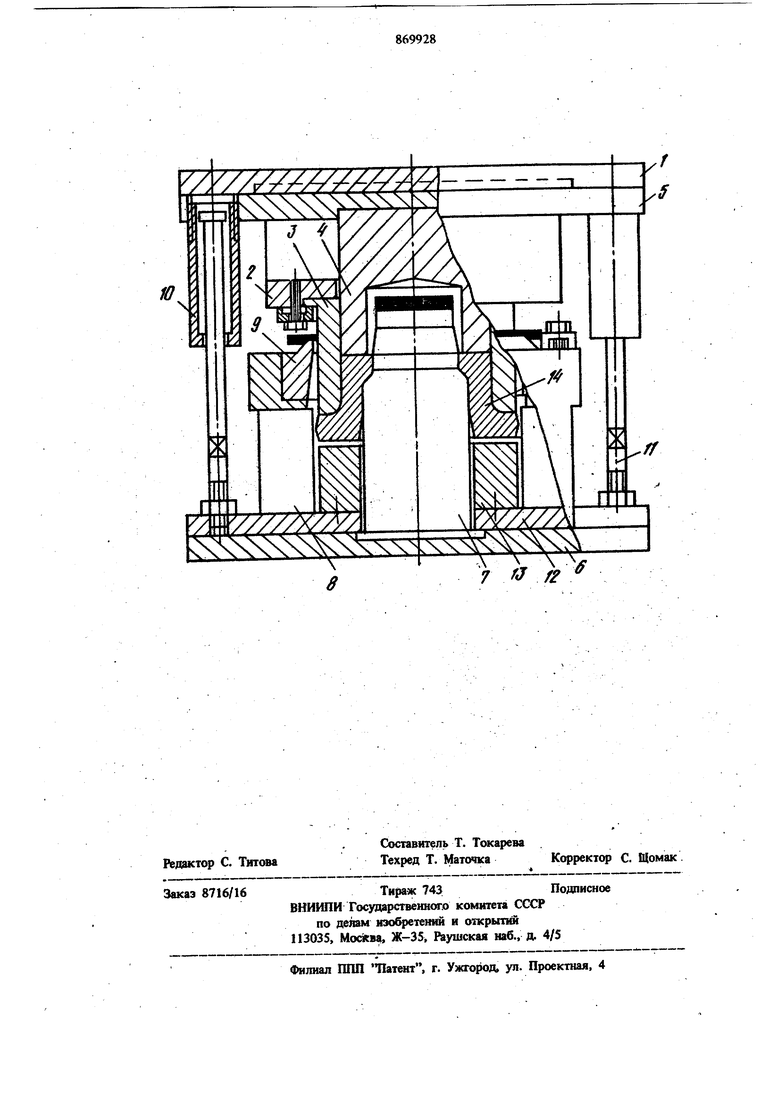
На чертеже изображен предлагаемый штамп.
Комбинированный штамп для обрезки облоя, прошивки и раздачи поковок содержит верхtoнюю плнту 1, в центре которой через,пуансонодержатель 2 установлен обрезной пуансон 3, имеющий сквозной рез, в котором с возможностью осевого перемещения вдоль оси штампа установлен прошивной пуансон 4, жестко свяISзанный с верхним толкателем 5.
На ннжней (шнте 6 неподвнжно установлен .прошивень 7 с режуи ей н калибрующей частями, соосно с KOTopbiM в матрицедержателе 8
20 жестко прикреплена обрезна. матрица 9. Верхний толкатель 5 с помощью стаканов 10 н .тяг И связан с нижним толкателем 12, в uiCHTpe которого соосно прошивню 7 установлен 3 выталкиватеш 13, служащий для поковки 14 в случае застревания ее на прошивне 7. Устройство работает следующим образом. В исходном положении верхняя плита 1 с обрезным пуансоном 3 и верхний толкатель 5 с прошивным пуансоном 4 находятся в крайнем верхнем положении. Обрабатываемая поковка 14 укладывается в гнездо матрицы 9. При ходе ползуна пресса (на чертеже не показан) вниз верхняя плита 1 с обрезным пуансоном 3 и верхнш толкатель 5 с прошнвmiM пуансоном 4 опускаются до контакта про шивного пуансойа 4 с поковкой 14, после чего прошивной пуансон 4 с толкателем 5 останавливаются, а верхняя плита 1 продолжае опускаться вместе с обрезным пуансоном 3, пока выбирается паз в пуансонод жателе 2. Как только высота паза полностью выбрана, обрезной пуансон 3 и прошивной пуансон 4 образуют рабочую полость, соответствующую наружному контуру поковкн. При дальнейшем ходе лолзуна вниз пуансо; ны проталкивают поковку через часть матрицы 9, обрезая , и далее Ьсуществляется прошивка поковки режущей кром кой прошивня 7. Далее происходит деформаци поковки между формообразующими поверхнос тями пуансонов 3 и 4 и калифую1цей частью прошивня 7. При ходе ползуна пресса вверх возможнь два варианта застревания поковки в фс мообразуюищх полостях за счет сил ния: в поло ти, образованной обрезным пуансоном 3 и прошивным пуанс жом 4 или на прошивие 1. В первом случае, при Ходе понзуна пресса вверх, поднимается верхняя плита I с обрезны пуансоном 3, зажатой в нем псжовкой 14 и запертым прошивным пуш1с жом 4, вместе с которым поднимается и верхний. толкатель 5 до тех пор, пока выбираются зазоры между опорными поверхностями головок тяг 11 и стаканов 10, а также межДу :$х1Ор1{ЫМИ поверхностями матрицедержателя 8 и нижнего толкателя 12. Затем верхний толкатель 5 с прошивным пуансоном 4 и поковкой 14 останавливаются, а обрезной пуансон 3 вместе с плитой 1 движутся вверх, освобождая поковку. После остановки верхней плиты в крайнем верхнем положепии поковка и отходы удаляются. Во втором случае, т.е. при застревании поковки напрошивне 7, при движеиии верхней плиты 1 с обрезным пуансоном 3 вверх, выбираются зазорь между опорными поверхностями головок тяг 11 и стаканов 10, а также между опорной поверхностью пуансонодержате ля 2 и верхним толкателем S. При дальнейшем ходе плиты 1 вверх тяги 11 поднимают нижний толкатель 12 вместе с выталкивателем 13, снимают поковку с прошивня 7 и выталкивают из матрицы 9. После остановки верхней плиты 1 поковку 14 и отхода 1 удаляют. Использование предложешюго штампа повышает стойкость инстр)тента и надежность работы и позволяет обрабатьшать поковки как без фланца, так к с флажгем. Формула изобретения Комбшшроваиный штамп для обрезки облоя, прошивки и раздачи поковок, содержание нижнюю пяиту с установленными на ней обрезной матрш(ей, прошивнем и нижним толкателем и верхнюю плиту со смонтированным на ней пуаясонодержателем с обрезным ауансояом, а также прошивной пуансон, отличаю-, щ и и с я тем, что, с целью повыщения стойкости {шструмента и надежности работы, он снабжен верхним тошсателем, в пуансонодер теле выполнен сквозшм паз, верхний толкатель размещен в пазу и связан с Ш1жним толкателем, 8 п|рошнвяой пуаисон смонтирован на , верхнем топкахеле. Источншси информации, приняпле во внимшие при экспершзе 1. Авторское свидетельство С(Х:Р N 536878, кл. В 21 7 13/02, 20.12.74 (1фототип).
ХЧУчХУу Сч ГуУ
8
7 fJ f2
