Изобретение относится к литейному производству, конкретно к поплавкам. для заливки металла в литейную форму.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является поплавок для заливки стали в изложницы, представляющий собой литниковую чашу с расположенными по окружности каналамипитателями. При наполнении поплавка металлом до уровня каналов-питателей металл начинает поступать в изложницу, и поплавок под действием вытал- . кивающей силы всплывает.
Данный поплавок позволяет обеспечить направленное затвердевание слитка, устранить .нежелательное разбрызгивание металла при ударе струи о дно изложницы при заливке ее сверху и устраняет необходимость создания литниковой системы 1.
Недостатком поплавка является его неустойчивость, так как только в случае совпадения оси струй и оси поплавка поплавок устойчив. В случае смещения оси струи в сторону поплавок получает вращательный момент, который тем больше, чем боль-
ще разноосность,
и поплавок переворачивается.
Цель изобретения - повышение устойчивости поплавка путем фиксации его по оси струи заливаемого металла.
Поставленная цель достигается тем, что в поплавке образующая внут10ренней поверхности поплавка выполнена по кривой второго порядка.
В качестве кривой второго порядка принята парабола.
Выбор профиля внутренней поверх15ности поплавка, очерченного в продольном сечении кривой второго порядка, например параболой,- обусловлен тем, что при смещении оси поплавка от оси струи заливаемого ме20талла струя, попадая на параболическую стенку поплавка, сообщает ему силу, направленную в сторону, противоположную направлению смещения поплавка, вследствие чего попла25вок стремится занять положение, при котором его ось совпадает с осью струи заливаемого металла.
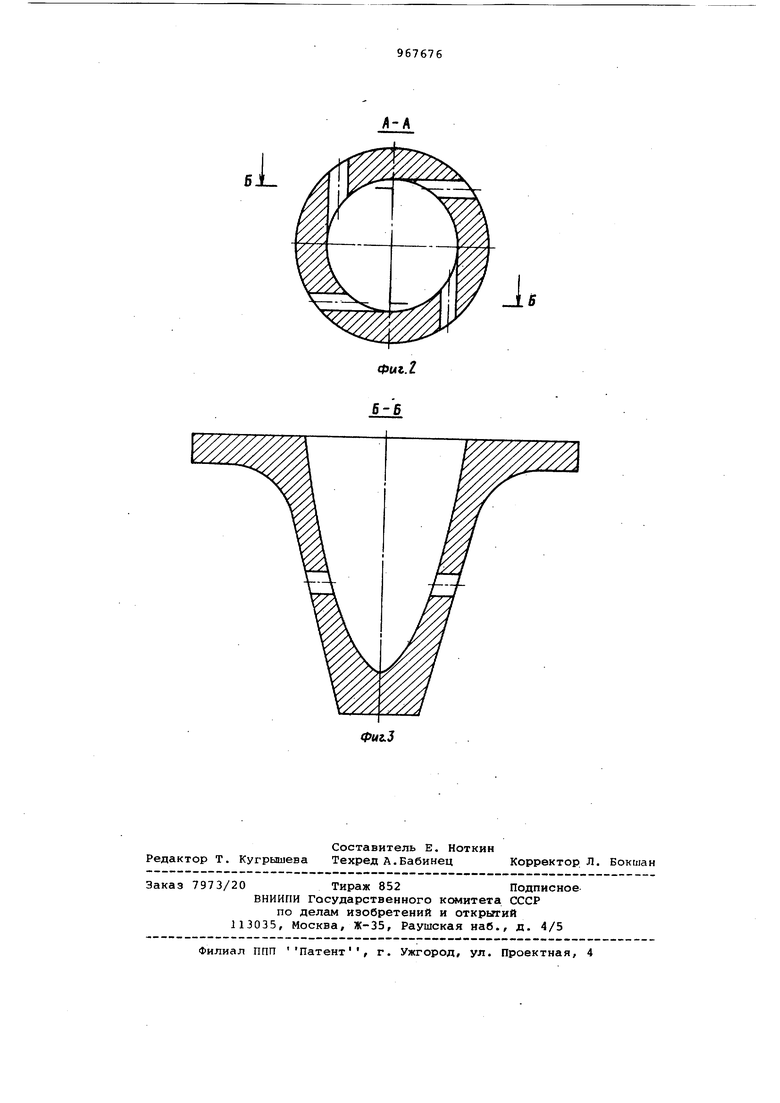
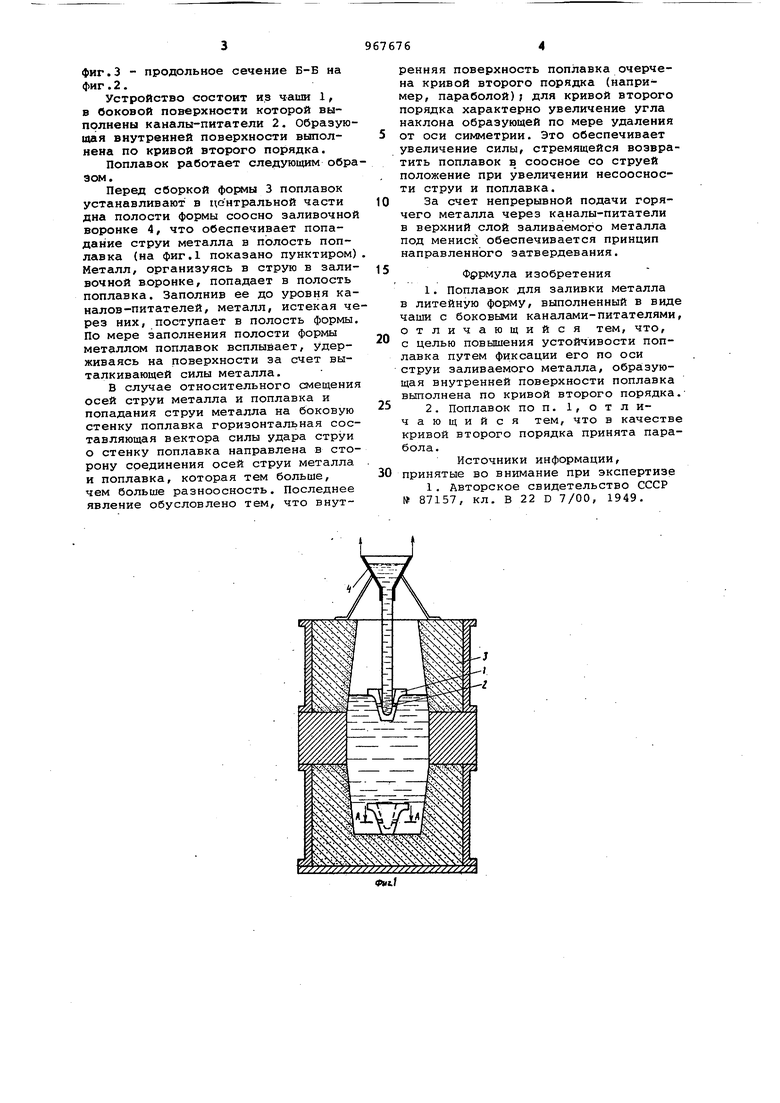
На. фиг.1 показан поплавок, установленный в форму; на фиг.2 - поперечное сечение А-А на фиг.1; на
30
фиг.З - продольное сечение Б-Б на фиг.2.
Устройство состоит из чаши 1, в боковой поверхности которой выполнены каналы-питатели 2. Образующая внутренней поверхности выполнена по кривой второго порядка.
Поплавок работает следующим образом.
Перед сборкой формы 3 поплавок устанавливают в центральной части дна полости формы соосно заливочной воронке 4, что обеспечивает попадание струи металла в полость поплавка (на фиг.1 показано пунктиром) Металл, организуясь в струю в заливочной воронке, попадает в полость поплавка. Заполнив ее до уровня каналов-питателей, металл, истекая через них, поступает в полость формы. По мере заполнения полости формы металлом поплавок всплывает. Удерживаясь на поверхности за счет выталкивающей силы металла.
В случае относительного смещения осей струи металла и поплавка и попадания струи металла на боковую стенку поплавка горизонтальная составляющая вектора силы удара струи о стенку поплавка направлена в сторону соединения осей струи металла и поплавка, которая тем больше, чем больше разноосность. Последнее явление обусловлено тем, что внутренняя поверхность поплавка очерчена кривой второго порядка (например, параболой); для кривой второго порядка характерно увеличение угла наклона образующей по мере удаления от оси симметрии. Это обеспечивает увеличение силы, стремящейся возвратить поплавок в соосное со струей положение при увеличении несоосности струи и поплавка.
За счет непрерывной подачи горячего металла через каналы-питатели в верхний слой заливаемого металла под мениск обеспечивается принцип направленного затвердевания.
Фррмула изобретения
1.Поплавок для заливки металла
в литейную форму, выполненный в вид чаши с боковыми каналами-питателями отличающийся тем, что, с целью повышения устойчивости поплавка путем фиксации его по оси струи заливаемого металла, обра:зующая внутренней поверхности поплавка выполнена по кривой второго порядка
2.Поплавок по п. 1, отличающийся тем, что в качеств кривой второго порядка принята парабола.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 87157, кл. В 22 D 7/00, 1949.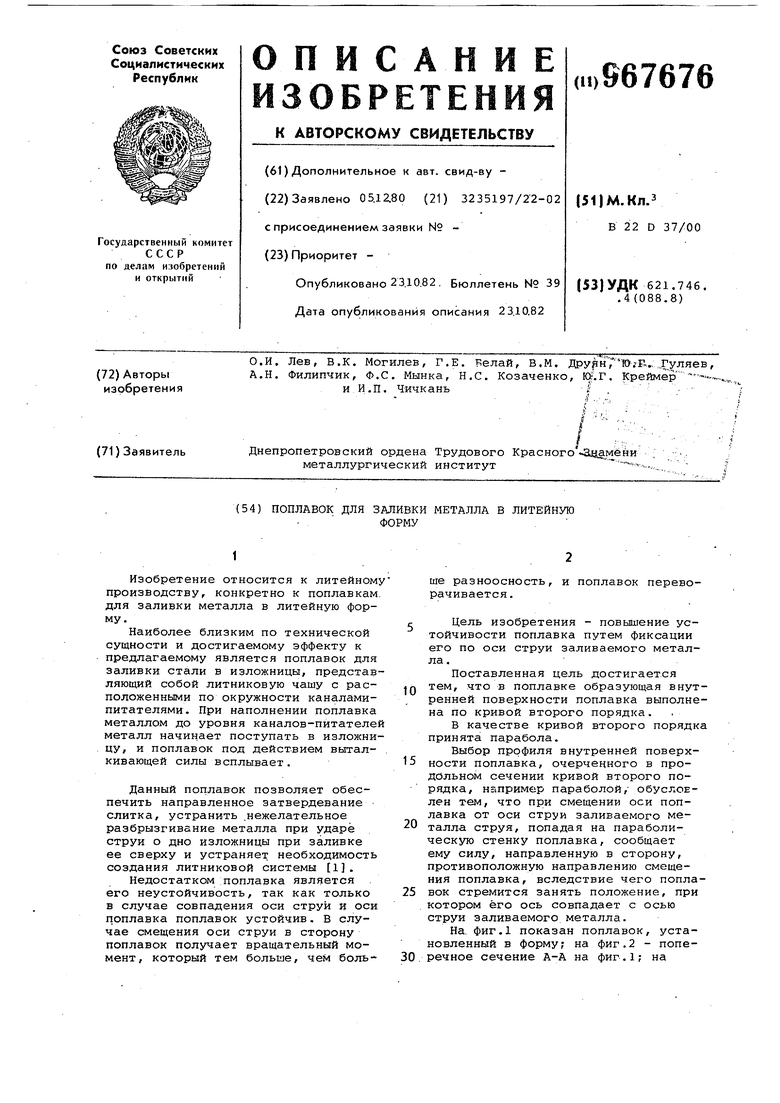
| название | год | авторы | номер документа |
|---|---|---|---|
| Поплавковый элемент для заливки металла в литейную форму | 1981 |
|
SU997979A1 |
| Устройство для заливки литейных форм отливок типа гребных винтов | 1987 |
|
SU1444070A1 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ РАСПЛАВА СВЕРХУ | 1991 |
|
RU2022688C1 |
| ЛИТЕЙНАЯ ФОРМА | 1992 |
|
RU2103102C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2284244C2 |
| Литниково-питающая система для формы литья по выплавляемым моделям | 1987 |
|
SU1447529A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1989 |
|
RU2030951C1 |
| Центробежная установка | 1978 |
|
SU784977A1 |
| Литниковая система | 1985 |
|
SU1323218A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |