(54) ПОПЛАВКОВЫЙ ЭЛЕМЕНТ ДЛЯ ЗАЛИВКИ МЕТАЛЛА В ЛИТЕЙНУЮ ФОРМУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумируемая машина для центробежного литья | 1981 |
|
SU975194A1 |
| Коллектор литниковой системы для центробежного литья | 1978 |
|
SU772697A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2284244C2 |
| Заливочное устройство для центробежнолитейных машин | 1980 |
|
SU865506A1 |
| Поплавок для заливки металла в литейную форму | 1980 |
|
SU967676A1 |
| Оснастка для вакуумной формовки литейных форм | 1978 |
|
SU774773A1 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ РАСПЛАВА СВЕРХУ | 1991 |
|
RU2022688C1 |
| Способ отливки длинномерных осесимметричных изделий | 1985 |
|
SU1284664A1 |
1
Изобретение относится к литейному производству, а более конкретно к поплавковым элементам для заливки металла в литейную форму.
Известно устройство для заливки изложницы с защитным разрушающимся цилиндром и вращающимся поплавком, подымающимся кверху согласно закону Архимеда. Струя металла, проходящая внутри цилиндра, попадает на поплавок; затем металл поступает в дугообразные каналы и выходит в изложницу, вращая при этом поплавок 1.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для отливки слитков сверху, состоящее из установленной в верхней части формы промежуточной воронки, в нижней части которой устанавливается стакан с цилиндрической полостью, закрытой снизу доныщком с отверстием небольшого диаметра для выхода металла.
Внутри стакана помещается специальный завихритель в виде короткого червячного винта, имеющего 2-3 витка. Металл, проходя по виткам завихрителя, получает вращательное движение, которое в дальнейщем позволяет получить образование веерообразной струи. Получение такой струи целесообразно для получения полых слитков, а также отливок типа прокатных валков с заранее подготовленной мягкой сердцевиной 2.
Недостатком данного устройства является пониженная сплошность струи заливаемого металла, что приводит к ее повышенному окислению и газонасыщению. Кроме
10 того, попадание веерообразной струи металла на стенки литейной формы приводит к ее частичному разрушению и тем самым к снижению качест18а поверхности готового изделия.
15
Цель изобретения - повышение качества поверхности отливки.
Поставленная цель достигается тем, Что в поплавковом элементе, выполненном в виде кольца для заливки металла в литейную ° форму, внутри которого расположен брызгогаситель, последний выполнен в виде многозаходного конического шнека, жестко соединенного с кольцом радиальными перегородками.
При этом образующая наружной поверхности брызгогасителя выполнена с конусностью 0,4-0,6.
Выполнение поплавкого элемента в виде кольца, внутри которого расположен брызгогаситель, выполненный в виде многозаходного конического шнека, жестко соединенного с кольцом радиальными перегородками, обеспечивает постоянное вращение поплавкого элемента в процессе заливки металла. Данное обстоятельство значительно повышает устойчивость поплавкового элемента и обеспечивает создаНие спокойной поверхности металла в процессе заливки литейной формы за счет сглаживающего действия истекаемых из щелей между перегородками струй металла, что в свою очередь повышает качество поверхности отливки, так как исключается размыкание стенок литейной формы и подрыв затвердевщей корочки металла на стенке формы.
Выполнение брызгоносителя в виде многозаходного конического шнека объясняется условиями устойчивости поплавкого элемента. В случае выполнения брызгогасителя однозаходным последний теряет устойчивость в момент протекания металла по виткам щнека, вследствие несимметричности конструкции. При выполнении брызгогасителя многозаходным, т. е. двух-и более заходньш, витки шнека выполняются симметрично (в случае четкого количества витков) либо равномерно расположенными по окружности (в случае нечетного количества витков).
Положительный эффект выполнения конического червячного шнека с конусностью 0,4-0,6 объясняется тем, что при повышении величины конусности сверх 0,6 увеличивается горизонтальная площадь (в плане) , на которую воздействует сила удара падающей струи металла, и появляется возможность его потопления. При снижении этой величины ниже 0.4 снижается меха,ническая прочность шнека. Кроме того, снижается полезная площадь щнека, попадая на которую, струя металла сообщает брызгогасителю и жестко соединенному с ним кольцу вращательный момент, вследствие чего поплавковый элемент вращается со скоростью, недостаточной для успокоения поверхности жидкого металла в форме. Вследствие этого величина конусности выбрана в пределах 0,4-0,6.
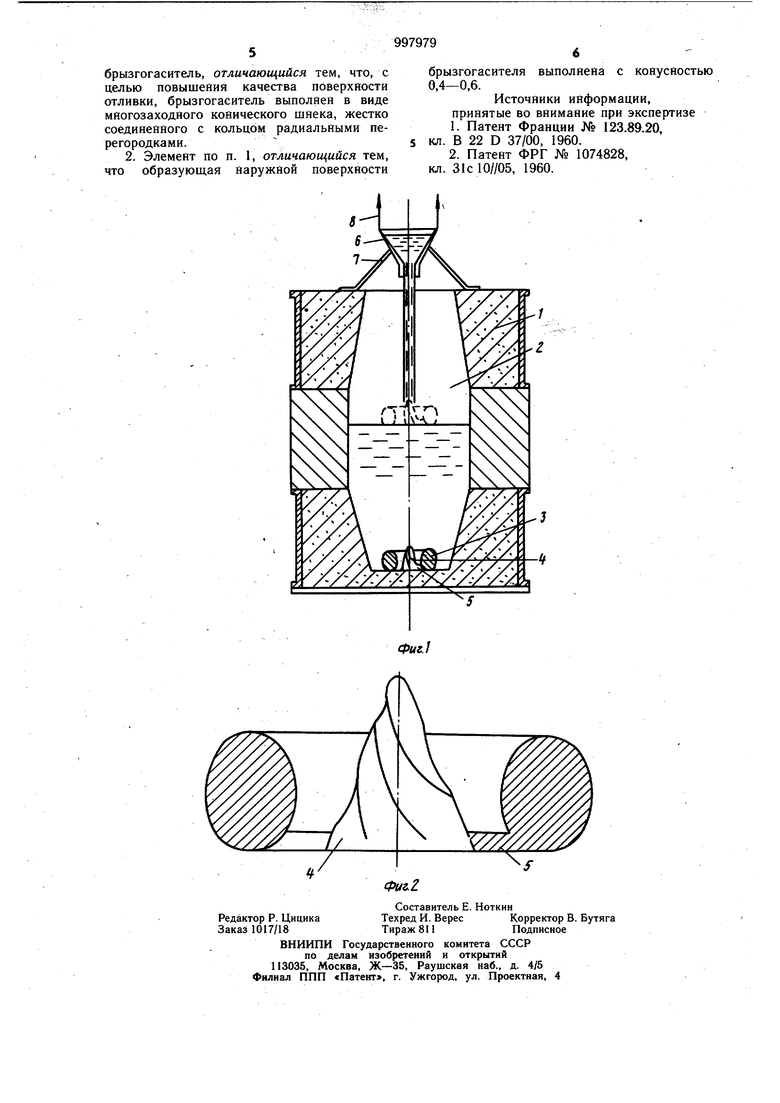
На фиг. 1 приведена форма при использовании предлагаемого поплавкового элемента, общий вид; на фиг. 2 - поплавковый элемент предлагаемой конструкции, общий вид.
Литейная форма, обеспечивающая работу предлагаемого поплавкового элемента, состоит из собственно формы 1 с полостью 2 формы, на дно которой установлен поплавковый элемент 3, выполненный в виде кольца, с помещенным внутри брызгогасителем 4, изготовленным в виде многозаходного конического шнека, жестко соединенного с кольцом радиальными перегородками 5. Заливочная воронка 6 с помощью устройства 7 жестко закреплена на форме 1 и предназначена для заливки металла с .помощью поплавкового элемента 3 в полость 2 формы. Приспособление 8 предназначено для удаления заливочной воронки 6.
Предлагаемое устройство работает следующим образом.
Перед сборкой литейной формы 1 поплавковый элемент 3 устанавливают в центральной части дна полости формы таким образом, что оси поплавкового элемента и струи заливаемого металла, т. е. оси
заливочной воронки 6 совпадают, что обеспечивает попадание струи заливаемого металла в полость поплавкового элемента 3. Металл, организуясь в струю в заливочной воронке 6, попадает в полость поплавкового элемента 3. В первый же момент попадания струи металла на верхнюю часть брызгогасителя, последняя сообщает ему момент вращения, достаточный для вращения поплавкового элемента. Металл, пройдя по виткам многозаходного конического
щнека, выполненного с конусностью 0,4-0,6, и сообщив ему момент вращения, проходит через щели между радиальными перегородлми 5 и входит в полость формы. Поплавковый элемент выполнен таким образом, что общая площадь щелей больше или рав0 на площади поперечного сечения струи металла. Это необходимо для создания условий полного истечения металла через Дели. Кроме того, на поплавковый элемент действует выталкивающая сила. Вследствие совокупности действия названных сил поплавковый элемент начинает всплывать и вращаться, чем обеспечивает защиту стенок литейной формы от брызг металла и повыщение качества поверхности отливки за счет успокоения поверхнос0 ти металла в форме, достигаемого вращением поплавкового элемента. Вращение поплавкового элемента и, как следствие этого, вращение верхних слоев металла обеспечивают еглаживание возмущений поверхности металла и получение относительно
5 спокойной поверхности -жидкого металла. Последовательное всплывание поплавкового элемента обеспечивает сохранение равномерности свойств поверхности отливки, а значит и всего изделия в целом.
Использование изобретения дает возможность повысить качество поверхности металла отливки.
Формула изобретения
