Изобретение относится к сварочному производству, в частности к изготовлению еварочно-присадочных материалов, применяемых для автоматической и полуавтоматической сварки хромомарганцевых нержавеющих коррозионностойких сталей, преимущественно типа Ст. 08Х25Г150 под слоем флюса.
Из известных сварочных проволок, ибпользуемых длясварки: нержавеющих коррозионностойких хромомарганцевых сталей, по составу компонентов наиболее близка сварочная проволока для открытой дуги 1 , которая содержит следующие компоненты, вес.%:
0,001-0,08
Углерод 0,8-2,2
Кремний
3-16
Марганец 12-22
Никель 23-28
Хром 0,6-2,5
Титан 0,5-2 .
Алюминий 0,05-1,5
Цирконий 0,01-0,15
Кальций0,001-0,05
Бор . 0,0001-0,1
Церий 0,001-0,1
Иттрий
0,1-2
Ванадий 0,5-4,5
Молибден
Вольфрам 0,3-5 ЖелезоОстальное
Эта проволока при сварке сталей типа Ст. 08x25 Г 15С не обеспечивает достаточно высоких механических свойств и коррозионной стойкости металла шва.
Известна также сталь Г2 j следующего состава, вес.%:
10
0,01-0,1
Углерод 13-19,5
Хром 16-22
Марганец 0,2-1
Кремний 0,05-0,24
Азот
15 0,0002-0,003
Вор 0,05-1,5
Никель 0,01-0,8
Молибден 0,001-0,1
Кальций 0,05-1,5
Медь
20 0,01-0,5
Титан 0,01-0,7
Ванадий
Железо Остальное
Однако и эта сталь, если ее использовать как проволоку, не обеспе25 хшвает достаточно высокого уровИя механических и коррозионных свойств металла шва.
Цель изобретения - создание сварочной проволоки, применение которой 30 даст возможность получить сварной
пюв с высокими механическими свойсТ BaiCm, высокой коррозионной стойкостью, пластичностью и хорошей обрабатываемостью.
Указанная цель достигается тем, что в сталь, содержащую железо, кремНИИ, марганец, хром, никель, молибден, титан, азот, медь, дополнительно вводят сумму редкоземельных металлов (Ge, La, Nd, Pr, Y) при следующем соотношении компонентов, вес.%:
Углерод 0,01-0,05
Кремний 0,1-0,5
Марганец8-16
24-27 1,5-5
н 0,1-,0,,4 0,2-0,55 0,001-0,01
0,1-0,5 0,01-0,1 Остальное
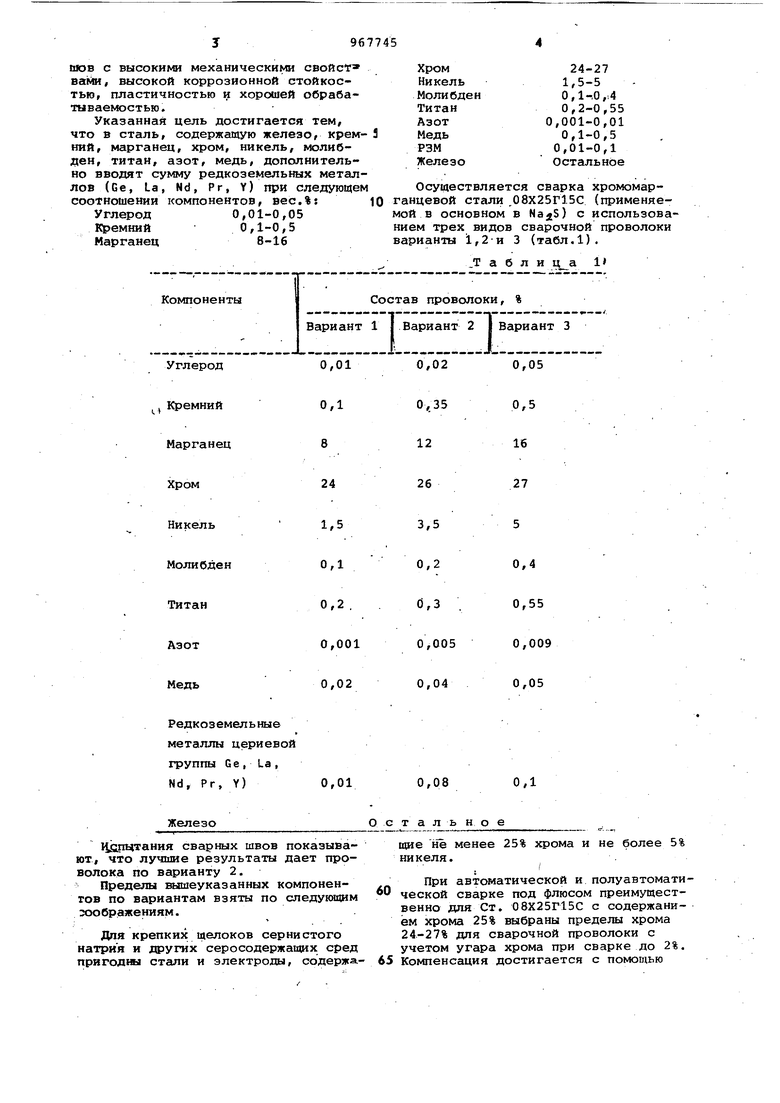
Осуществляется сварка хромомарганцевой стали ,08Х25Г15С (применяемой в основном в NajS) с использованием трех видов сварочной проволоки варианты 1,2-и 3 (табл.1).
,Т а б л и 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная проволока | 1991 |
|
SU1797546A3 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ КОРРОЗИОННОСТОЙКИХ АУСТЕНИТНО-ФЕРРИТНЫХ СТАЛЕЙ | 1992 |
|
RU2014192C1 |
| Способ сварки конструкционной стали (варианты) | 2022 |
|
RU2782860C1 |
| Состав сварочной проволоки | 1983 |
|
SU1139599A1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ ЖАРОСТОЙКИХ СПЛАВОВ | 2008 |
|
RU2373039C1 |
| Состав сварочной проволоки | 1974 |
|
SU537778A1 |
| СТАЛЬ ДЛЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1994 |
|
RU2063467C1 |
| СВАРОЧНЫЙ МАТЕРИАЛ | 2009 |
|
RU2429307C2 |
| ЭЛЕКТРОДНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ И НАПЛАВКИ | 1996 |
|
RU2100165C1 |
| СОСТАВ ПРОВОЛОКИ ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ | 2010 |
|
RU2437746C1 |
Редкоземельные металлы цериевой группы Ge, La, Nd, Pr, Y)
Железо
1(пь(тания сварных швов показывают, что лучшие результаты дает проволока по варианту 2.
Пределы вышеуказанных компонентов по вариантам взяты по следующим :юображениям.
Для крепких щелоков сернистого натрия и других серосодержащих сред пригодны стали и электроды, содержа0,1
0,08
Остальное
щие не менее 25% хрома и не более 5% никеля.
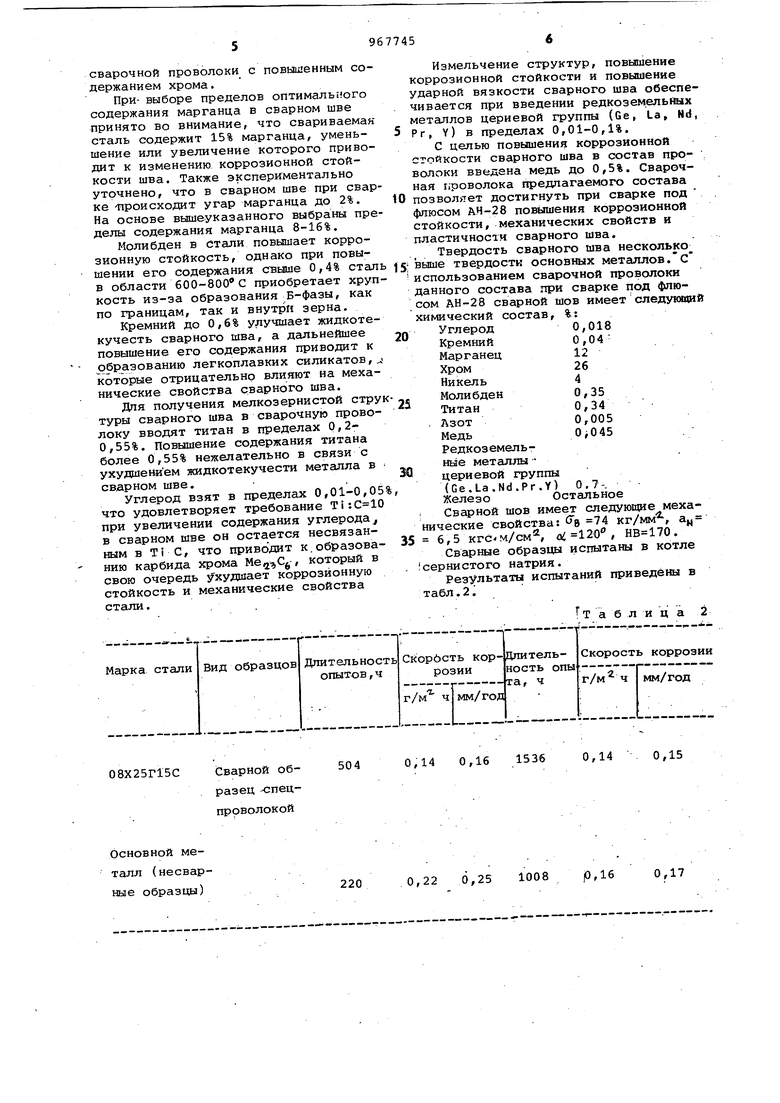
При автоматической и полуавтоматической сварке под флюсом преимущественно для Ст. 08Х25Г15С с содержанием хрома 25% выбраны пределы хрома 24-27% для сварочной проволоки с учетом угара хрома при сварке до 2%. 65 Компенсация достигается с помощью сварочной проволоки с повышенным содержанием хрома. При- выборе пределов оптимального содержания марганца в сварном шве принято во внимание, что свариваемая сталь содержит 15% марганца, уменьшение или увеличение которого приводит к изменению коррозионной стойкости шва. Также экспериментально уточнено, что в сварном шве при свар ке -происходит угар марганца до 2%. На основе вышеуказанного выбраны пре делы содержания марганца 8-16%. Молибден в стали повышает коррозионную стойкость, однако при повышении его содержания 0,4% стал в области 600-800 С приобретает хруп кость из-эа образования Б-фазы, как по границам, так и внутри зерна. Кремний до 0,6% улучшает жидкотекучесть сварного шва, а дальнейшее повышение его содержания приводит к образованию легкоплавких силикатов, которые отрицательно влияют на механические свойства сварного шва. Для получения мелкозернистой стру туры сварного шва в сварочную проволоку вводят титан в пределах 0,20,55%. Повышение содержания титана более 0,55% нежелательно в связи с ухудшением жидкотекучести металла в свдрном шве. Углерод взят в пределах 0,01-0,05 что удовлетворяет требование при увеличении содержания углерода в сварном шве он остается несвязанным в Ti С, что приводит к.образованию карбида хрома , который в свою очередь 5 худшает коррозионную стойкость и механические свойства стали. 08Х25Г15С Сварной образец -спецпроволокойОсновной металл (несварные образцы) 5040,14 2200,22 Измельчение структур, повышение коррозионной стойкости и повышение ударной вязкости сварного шва обеспечивается при введении редкоземельных металлов цериевой группы (Ge, La, Hd, Pr, Y) в пределах 0,01-0,1%. С целью повышени коррозионной стойкости сварного шва в состав проволоки введена медь до 0,5%. Сварочная 1;роволока предлагаемого состава позволяет достигнуть при сварке под флюсом АН-28 повышения коррозионной стойкости, механических свойств и пластичности сварного шва. Твердость сварного шва несколько выше твердости основных металлов.С использованием сварочной проволоки данного состава при сварке под флюсом АН-28 сварной шов имеет следующий химический состав, %: Углерод0,018 Кремний0,04 Марганец12 Хром26 Никель4 Молибден0,35 Титан0,34 . Лзот0,005 МедьOj045 Редкоземельные металлы цериевой группы (Ge.La.Nd.Pr.Y) 0,7-. ЖелезоОстальное . Сварной шов имеет следующие механические свойства: Св 74 кг/мм, а, 6,5 кгс-м/см, , . Сварные образцы испытаны в котле сернистого натрия. Результату испытаний приведены в табл,2. а б л и ц а 2 0,16 15360,140,15 6,25 1008|0,160,17 Химический состав сварного шва обеспечивает высокую коррозионностойкость сварного шва, который характеризуется xopoши 4и механическими свойствами . Твердость находится в пределах, в которых металл характеризуется хорошей обрабатываемостью. Технология изготовления сварочной проволоки предложенного состава не отличается от технологии производства сварочщ1х проволок, tIpимeняeмыx для сварк ; нержавеющих стёшей Формула изобретения Состав стали , преимущественно сва-, рочной проволоки для автоматической и полуавтоматической сварки зфомомарганцевых сталей, содержащий углерод, кремний, марганед, хром никель, мрлибден, титан, азот, медь, железо, чаю щи и ся тем, что, с пелью повышения прочности, пластич - но ны ре со ве э 10 15 пр 2Q № (п ти и коррозионной стойкости сваршвов, он дополнительно содержит коземельные металлы при следующем тношении компонентов проволоки, .%: .0,01-0,05 Углерод 0,1-0,5 Кремний 8-16 Марганец 24-27 1,5-5 Никель 0,1-0,4 Молибден 0,2-0,55 0,001-0,01 0,1-0,5 Редкоземель0,01-0,1 ные металлы Остальное Железо Источники информации, нятые во внимание при экспертизе 1.Авторское свидетельство СССР 27382, кл. В 23 К 35/30, 17.11.77, 2.Авторское свидетельство СССР 38055, кл. С 22 С 38/58, 21.09.73 ототип).
