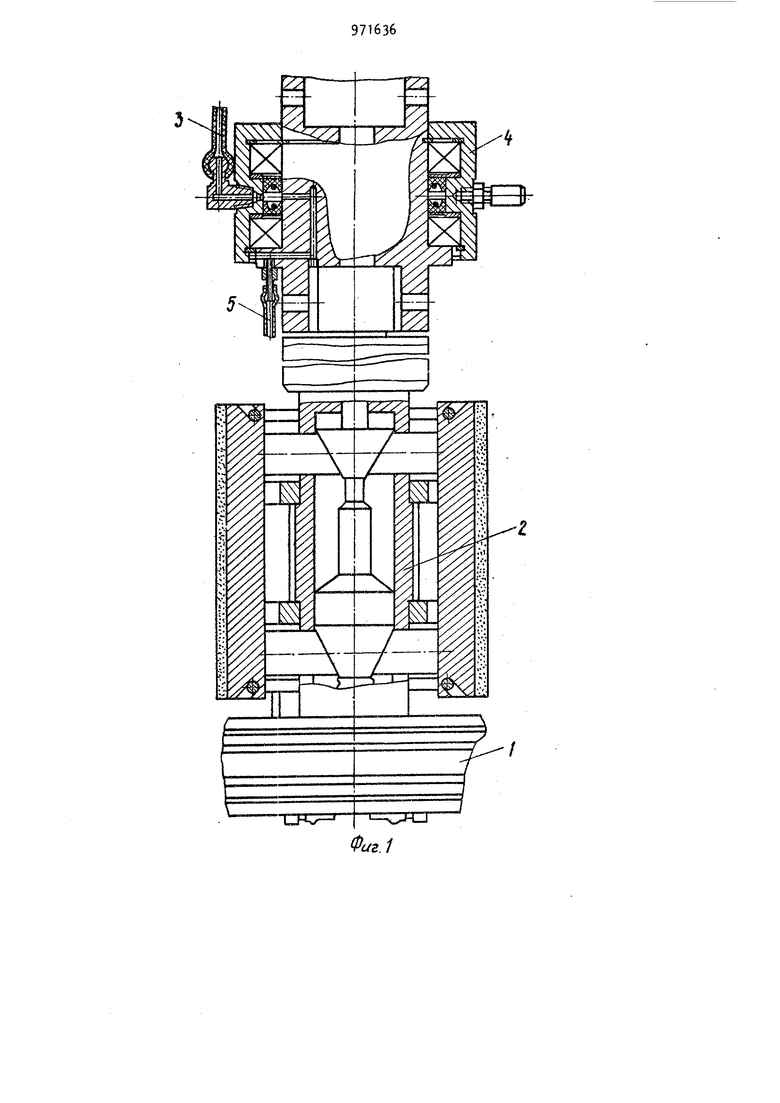
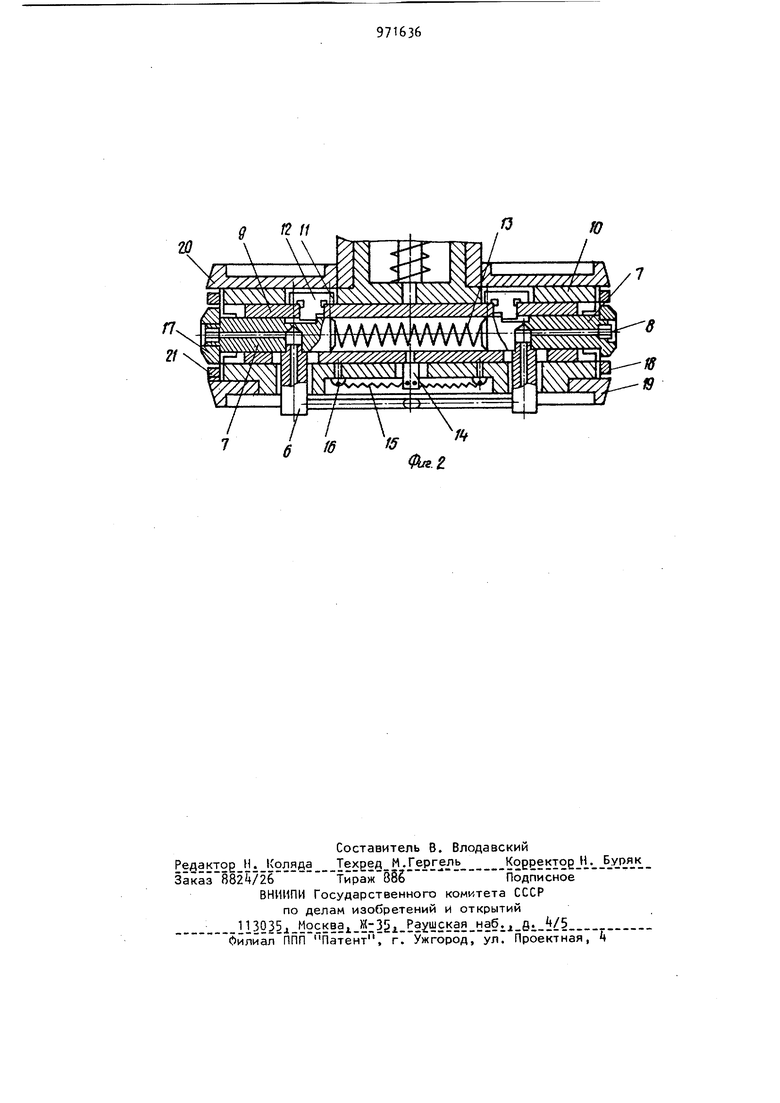
Изобретение относится к измерительным устройствам контроля деталей в процессах механической обработки, а более конкретно к пневматическим измерительным устройствам для контроля деталей при хонинговании. Известно пневматическое устройство для активного контроля деталей в процессе шлифования, которое имеет измерительное сопло, установленное на поворотном рычаге вместе с предохранительным упором, контактирующим с обра батываемой деталью, а также регулируемый упор-ограничитель поворота рычага 1. Работает известное устройство следукмцим образом. в начале цикла шлифования, когда диаметр шлифуемого вала достаточно велик, рычаг поворачивается по мере уменьшения диаметра обрабатываемого вала, так как под действием пружины предохранительный упор касается обрабатываемой поверхности. Когда второй конец рычага достигнет упора, ограничивающего поворот рычага, то рычаг останавливается, а из-за продолжающегося уменьшения диаметра шлифуемого вала увеличивается зазор между торцом измерительного сопла и валом начинается процесс измерения. Недостатком известного устройства является невозможность его использования для измерения отверстий, а также низкая точность вследствие влияния радиального биения и некруглости на результаты измерения радиуса обрабатываемой поверхности вала. Известна хонинговальная головкас пневмоэжекторным прибором активного контроля, содержащая корпус, в котором жестко смонтированы пневматические измерительные сопла и предохранительные упоры в виде твердосплавных планок, а для расширения диапазона измерения в пневматической системе предусмотрен эжектор, расположенный вне зоны измерения 2. Несмотря на применение эжектора, диапазон измеряемых диаметров не превышает 0,,5 мм, что недостаточно при необходимости съема больших припусков, например при хонинговании отверстий труб и гидроцилиндров. Кроме того, хонинговальную головку нельзя использовать при неравномерном износе хонинговальных брусков, так как жесткое закрепление сопел и твердосплавных планок в корпусе хонинговальной головки может вызвать поломку инструмента. Целью изобретения является устранение указанных недостатков и обеспечение возможности измерения отверс тий длинных труб в процессе хонингования со съемом больших припусков. Указанная цель достигается тем, что (3 известной хонинговальной головке, содержащей корпус с центральным отверстием и предохранительные упоры, пневматическое измерительное устройство, смонтированное в отверстии корпуса хонинговальной головки, выполнено в виде корпуса, несущего гильзу, имеющую возможность радиального перемещения, с размещенными внут ри нее плунжерами, между внутренними торцами которых размещена распорная пружина, а на внешних сторонах плунже ров закреплены сопла и предохранитель ные упоры, ограничивающие упоры, размещенные в прорезях гильзы,, опущены в продольные пазы плунжеров. Благодаря перемещающейся гильзе и измерительным плунжерам с размещенной между их внутренними торцами пружиной контроль в процессе хонингования не связан с величиной припуска, т.е. можно обрабатывать детали прак-тически с любым припуском. На фиг. 1 показана хонинговальная голопка с пневматическим измерительным устройством; на фиг. 2 - конструк тивная схема пневматического измерительного устройства. Пневматическое измерительное устройство 1 смонтировано на нижнем конце корпуса 2 хонинговальной головки. Воздух из измерительного прибора, состоящего из эжектора, датчика, стабилизатора давления, влагоотделителя (не показаны на фиг. 1 и 2), поступае по трубке 3 в воздухосъемник k и затем по трубкам 5 к штуцерам 6, измери 9 64 тельным плунжерам 7 и соплам 8. Гильза 9 имеет возможность перемещаться в корпусе 10. В пазах гильзы 9 винтами 11 закреплены ограничительные упоры 12. Между внутренними торцами измерительных плунжеров установлена распорная пружина 13, а к штифту It, закрепленному на гильзе 9. прикреплены две пружины 15, вторые концы которых закреплены на корпусе 10 с помощью штифтов 16. На концах измерительных 7 закреплены твердосплавные предохранительные кольца 17, а для защиты от попадания смазочно-охлаждающей : идкости внутрь измерительного устройства предусмотрены резиновые прокладки 18. Для исключения удара при заходе измерительного устройства в обрабатываемое, отверстие на корпуbe 1П закреплены кольца 19 и 20, закрепление резиновых прокладок 18 к корпусу 10 производят с помощью колец 21 . Пневматиче-ское измерительное уст-, ройство работает следующим образом. До ввода пневматического измерительного устройства 1 в отверстие обрабатываемой детали ( не показана на черте наибольший наружный диаметр устроиства, измеренный по предохранительным кольцам 17 меньше диаметра окончательно обработанного отверстия на 0,1-0,А мм. Если диаметр отверстия детали до ее хонингования меньше наибольшего диаметра, измеренного по предохранительным кольцам 17, то после ввода пневматического измерительного устройства 1 в отверстие детали, плунжеры 7 сместятся к центру, отойдут от ограничительных упоров 12 и сожмут пружину 13. 8 этот период измерения не происходит, так как отсутствует зазор между внешними торцами предохранительных колец 17 и обрабатываемой поверхностно детали. При хонинговании непрерывно увеличивается диаметр обрабатываемого отверстия, когда этот диаметр станет больше диаметра, измеренного по предохранительным кольцам, то измерительные плунжеры 7 упрутся торцами глухих пазов в ограничительные упоры 12 и начнется процесс измерения. При этом воздух(под давлением от датчика и эжектора (не показаны на чертежах ) по трубке 3 попадает в воздухосъемник и по трубкам 5 к штуцерам 6, измерительным плунжерам 7 и соплам 8. Рели
хонинговальиые бруски износились неравномерно, то оси режущей поверхнос,ти брусков и цилиндра, на котором находятся внешние поверхности предохранительных колец 17, не совпадут, и на одно из предохранительных колец 17 воздействуют стенки детали. В результате этого начнет перемещаться к центру один из измерительных плунжеров 7 (например, левый и через пружину 13 переместит от центра к поверхности детали второй плунжер 7.С например, правый, который торцом паза нажмет на второй (правый ограничительный yrtop 12 и переместит в ту сторону (направо гильзу 9. Вместе с гильзой } сместится первый (левый ограничительный упор 12 до упора в торец первого ( левого плунжера 7. Теперь пневматическое устройство подготовлено к измерению. Предварительное центрирование гильзы 9 осуществляется пружинами 15, которые выбираются во много раз слабее, чем пружина 13, чтобы не оказали влияние на результаты измерения. Кроме того, при вращении хонголовки центробежные силы дополнительно действуют на плунжеры 7 прижимая их к упорам 12.
Устройство было испытано при обра ботке отверстий гильз гидравлических цилиндров диаметром 22.0 мм и длиной 1100 мм. Настройка устройства осуществлялась по эталонным кольцам. В качестве датчика применен пневмоэлект роконтактный датчик мод, 23б завода Калибр. Съем во время хонингования составил от О,8 до 1,3 мм на диаметр время обработки цилиндра около 1220 мин.
Точность обработки - 0,02 мм, погрешность формы - 0,01 мм. Применение хонинговальной головки с пневматическим измерительным устройством позволяет исключить перерывы в обработке, повысить точность измерения.
Формула изобретения
Устройство активного контроля размеров при хонинговании, установленное на хонинговальной головке и содержащее пневматические измерительные сопла, отличающееся тем, что с целью расширения технологических возможностей, оно выполнено в виде корпуса,, несущего гильзу, установленную с возможностью перемещения в направлении , перпендикулярном оси хонинговальной головки, а пневматически измерительные сопла закреплены на , которые вставлены в гильзу с противоположных сторон соплами наружу и имеют возможность перемещаться в ней под действием пружины, установленной внутри гильзы и взаимодействующей с внутренними торцами плунжеров, причем гильза снабжена упорами, предназначенными для ограничения перемещений плунжеров и установленными таким образом, что их выступы расположены в продольных пазах, выполненных на поверхности плунжеров.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № , кл. В 2 В 49/08, 1972.
2.Авторское свидетельство СССР № , кл. Г, 01 В 13/10, 1967.
Фаг.1 3f
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка с прибором для контроля диаметров отверстий | 1973 |
|
SU443748A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ | 2008 |
|
RU2374060C1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| Устройство для хонингования наружных поверхностей | 1987 |
|
SU1530419A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440884C1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 2010 |
|
RU2440883C1 |
| Устройство для активного контроля, встроенное в хонинговальную головку | 1974 |
|
SU516516A1 |
| ГЕНЕРАТОР ПНЕВМАТИЧЕСКИЙ ДЛЯ ВОЗБУЖДЕНИЯ ВИБРАЦИЙ ПРИ ХОНИНГОВАНИИ | 2010 |
|
RU2437749C1 |
| Устройство для измерения отверстийВ пРОцЕССЕ ХОНиНгОВАНия | 1979 |
|
SU806385A1 |
| Шлицехонинговальный станок | 1981 |
|
SU1044455A1 |