Изобретение относится к неразрушаювднм методам контроля ферромагнитных деталей на наличие нарушений сплошности, их магнитного состояния, и может быть использовано во всех областях машиностроения.
Известен сдособ нераэрушающего контроля качества ферромагнитных деталей, заключаинцийся в том, что в сосуд, :заполненный магнитной жидкостью, помеща от деталь, намагничивают ее путем пропускания тока и ведут визуальный осмотр поверхности детали через экран с прозрачным дном, профилированным по форме детали 13.
Недостатком данного способа является сложность операции расшифровки . результатов контроля из-за возмож ности смывания (смазывания) рисунка ферромагнитных частиц с дефектов, при движении экрана. Кроме того, способ требует больше времени на контроль. -
Наиболее близким по технической сущности к данному изобретению является способ неразрушающего контроля качества ферромагнитных детгшей, заключающийся в том, что кювету из прозрачного материала, заполняют ферромагнитной жидкостью, намагничивают деталь и ее качество определяют по распределию частиц ферромагнитной жидкости с применением поляроис дов и источника света с оптическим индикатором 2.
Недостатком известного способа является слабая чувствительность контроля из-за слабой Нё1магниченнос10ти магнитной жидкости, объясняемая тем,что увеличение намагниченности и следовательно поляризационных свойств жидкости приводит к увеличению концентрации ферромагнита, что
15 уменьшает прозрачность магнитной жидкости, а следовательно снижение чувствительности контроля.
Цель достигается тем, что соглас20но способу н еразрушающего контроля . качества ферромагнитных деталей, заключающемуся в1тЬм, что кювету из прозрачного материгша, заполняют ферромагнитной жидкость, намагничивают
25 деталь и ее качество определяют по распределению частиц ферромагнитной жидкости, в кювету дополнительно помещают прозрачную жидкость с плотностью, меньшей чем у магнитной жидкости, и не смешивающуюся с ней.
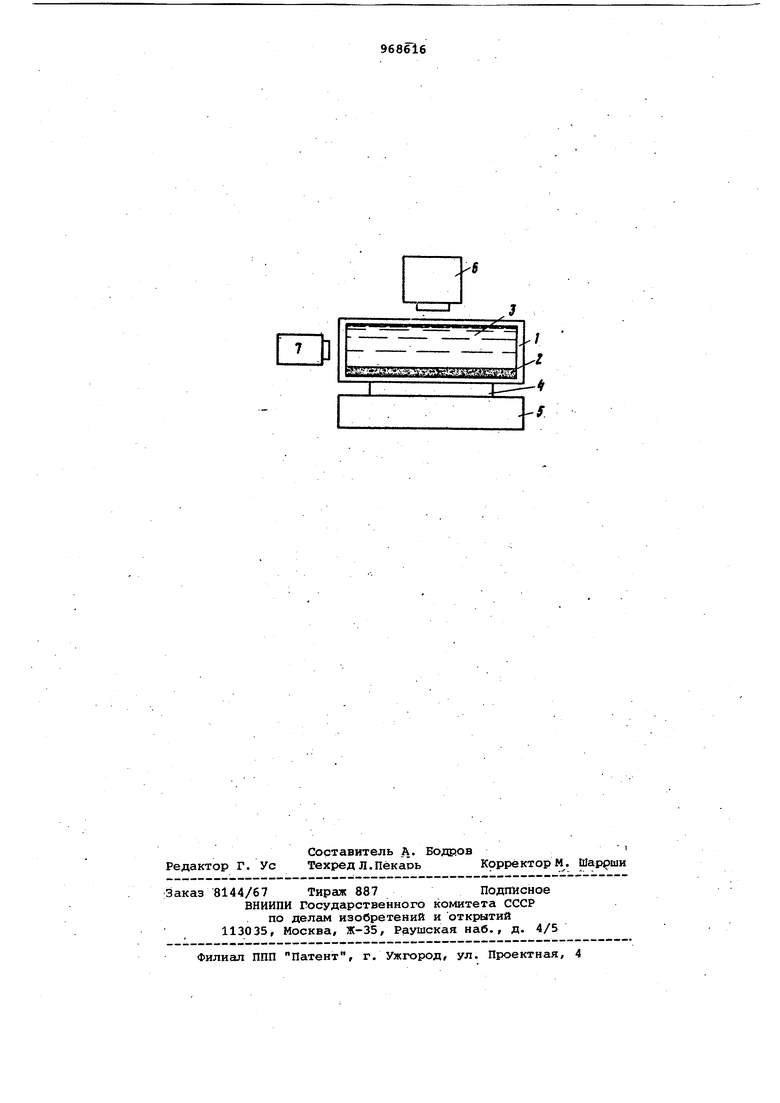
30 На чертеже изображено устройство осуществляющее способ неразрушающег контроля, общий вид. Способ осуществляется следующим образом. Кювету 1 из прозрачного материала, заполненную магнитной жидкостью 2 и прозрачной жидкостью 3, которая не смешивается с магнитной жидкость и имеет плотность меньшую, чем у магнитной жидкости, помещают на кон ролируемую деталь 4, намагничивают ее с помощью электромагнита 5 и про изводят наблюдение и изменение рель фа с помощью оптического устройства 6. Аналогичное оптическое устройство 7 служит для наблюдения.за высотой рельефа, образованного магнитной жидкостью и соответствующей величиной индукции. Если контролируемая деталь имеет к кие-либо дефекты (трещины, раковины, расслоения и т.д.), то в местах дефектов будет происходить концентрированное рассеяние магнитного потока и образуется скопление магнитной жидкости. В устройстве распределение магнитной жидкости будет определяться только распределением магнитного поля на поверхности конт ролируемого изделия, так как влйяние силы тяжести и сил поверхностног натяжения значительно скомпенсирова но залитой в кювету 7 прозрачной жидкостью 3. Рельеф, образованный магнитной жидкостью 2 наблюдается или через верхнюю стенку кюветы и слой жидкости 3, или в случае контроля особо малых тел, через оптическое устройство 6. Оптическое устройство 6 может быть снабжено . рисками, трафаретными контурами, со ответствующими размерам и конфигурации рельефа, образуемого стандарт ным изделием, и контроль производит ся по степени совпадения полученной конфигурации магнитной жидкЬсти с трафаретным контуром. Оптическое устройство 7 служит для контроля магнитной индукции кон ролируемого тела и может быть снабжено контрольными рисками. Если высота рельефа, образованного магнитн жидкостью, ниже контрольной риски, то это означает, что величина магнитной индукции тела мала. Высота рельефа связана с величиной магнитной индукции контролируемого тела соотношением (H 1 - H-i), где ti - высота рельефа; М - намагниченность жидкости; Н-, - напряженность магнитного по - ля у дна кюветы; Н - напряженность магнитного по.ля у вершины рельефа. Кювета для реализации способа позволяет избежать испарения магнитной жидкости, разрешающая способность улучшается (контрастность и высотка рельефа, образованнозх) магнитной жидкостью ). Магнитная жидкость оказывается взвешенной в прозрачной жидкости, что делает ее более подвижной и легко, управляемой магнитным полем. Коэффициент по.верхностного натяжения магнитной жидкости на границе ее с прозрачной жидкостью уменьшается, что дает возможность магнитной жидкости более детально и подроб-но прорисовывать рельеф, определяемой магнитным полем контролируемой детали. При необходимости массового контроля, возможно соединение многих ячеек, подобных предлагаемой, в блоки по несколько (до десятков ) ячеек, что позволяет производить одновременно контроль многих деталей. Кроме того, способ позволяет вести контроль величины магнитной индукции по высоте рельефа, образованного (Магнитной жидкостью. Контроль проводится по принципу да-- нет. Если высота рельефа меньше некоторой высоты, обозначенной риской,соответствующей минимально допустимой величиной магнитной.индукции, то контролируемая деталь бракуется, если же рельеф выше риски, то изделие соответствует норме. Формула изобретения Способ неразрушающего контроля качества ферромагнитных деталей, заключающийся в том, что кювету из прозрачного материала, заполняют ферромагнитной жидкостью, намагничивают деталь и ее качество определяют по распределению частиц ферромагнитной жидкости, отличающийся тем, что, с целью повышения чувствительности, в кювету дополнительно помещают прозрачную жидкость с плотностью, меньшей чем у магнитной жид-, , и не смешивающуюся с ней.. Источники информации, принятые во внимание при экспертизе 1.Неразрушающий контроль металл лов и изделий. Справочник под ред. Г.С. Самойловича. М., 1976, с. 166-168. 2.Авторское свидетельство СССР 741137,кл. G 01 N 27/82,1980 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИРОЭЛЕКТРОМАГНИТНЫЙ СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2000 |
|
RU2189583C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАГНИТОЧУВСТВИТЕЛЬНОЙ ЖИДКОСТИ ДЛЯ ВИЗУАЛИЗАЦИИ МАГНИТНЫХ ПОЛЕЙ ЗАПИСИ И МАГНИТОГРАФИЧЕСКОЙ ДЕФЕКТОСКОПИИ | 2008 |
|
RU2375706C1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2154818C2 |
| Устройство выявления микромагнитных частиц в материале сварного шва сталей аустенитного класса | 2024 |
|
RU2829469C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| Способ магнитного контроля ферромагнитных изделий | 1985 |
|
SU1320726A1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191374C2 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ МЕХАНИЧЕСКИХ СВОЙСТВ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2051380C1 |