Изобретение относится к области магнитографической дефектоскопии и может быть использовано при контроле качества изделий из ферромагнитных материалов, например гибов труб, шеек коленчатых валов, фасонных изделий, несущих конструкций и т.д.
Известен способ магнитографического контроля изделий из ферромагнитных материалов на наличие дефектов сплошности, заключающийся в том, что объект контроля намагничивают постоянным полем, а после его отключения прижимают к контролируемой поверхности магнитную ленту, затем запись с магнитоносителя считывают вдоль направления намагничивания, получают информацию о магнитном рельефе, по которой судят о наличии дефектов в изделии /см. тезисы доклада Магилинского А. П. Магнитографический контроль сварных соединений закаливающихся сталей по остаточной намагниченности //Применение ресурсосберегающих технологий и оборудования в сварочном производстве. - Минск, 1985, с. 46/. Признаки, которые совпадают с существенными признаками изобретения: объект контроля намагничивают постоянным полем, запись с магнитоносителя считывают в направлении намагничивания. Недостатком известного способа является низкая чувствительность контроля изделий на наличие дефектов сплошности. Указанный недостаток обусловлен тем, что контроль производится способом остаточной намагниченности, при котором поле дефекта невелико.
Известен также способ магнитографического контроля изделий из ферромагнитных материалов, заключающийся в том, что объект контроля вместе с прижатой к его поверхности магнитной лентой намагничивают электромагнитом с П-образным сердечником перпендикулярно предлагаемому направлению распространения дефектов, исключая контакт полюсов электромагнита с магнитной лентой, считывают запись с магнитоносителя, получая информацию о магнитном рельефе, по которой судят о наличия дефектов в изделии /см. книгу А.С. Фалькевича и М.Х.Хусанова Магнитографический контроль сварных соединений. -М.: Машиностроение, 1966, с. 29/. Признаки, которые совпадают с существенными признаками изобретения: намагничивание объекта с лентой осуществляют перпендикулярно направлению распространения дефектов, считывают запись с магнитоносителя в направлении намагничивания. Недостатками известного способа являются низкая мобильность метода, неудобство в осуществлении, большие затраты электроэнергии. Указанные недостатки обусловлены большим весом намагничивающих устройств, необходимостью использования фасонных полюсных наконечников, малой эффективностью намагничивающих устройств.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ магнитографического контроля изделий из ферромагнитных материалов на наличие дефектов сплошности, заключающийся в намагничивании изделия вместе с прижатой к его наружной поверхности лентой электромагнитом, полюс которого расположен со стороны внутренней поверхности изделия над контролируемой зоной, считывании записи с магнитоносителя, получении информации о магнитном рельефе, по которой судят о наличии дефектов /см. книгу В.С. Козлова Физика магнитографической дефектоскопии. -Минск.: Наука и техника, 1968, с. 14/.
Недостатками его являются низкие чувствительность и мобильность метода, большие затраты электроэнергии при контроле. Указанные недостатки обусловлены следующим. При контроле фасонных изделий наблюдаются помехи, обусловленные полюсностью. Низкая мобильность обусловлена массивностью электромагнита и необходимостью использования источников питания. Большие затраты электроэнергии обусловлены малой эффективностью намагничивающего устройства.
Существует большое количество конструкций из ферромагнитных материалов, которые необходимо периодически контролировать на наличие поверхностных и поверхностных трещин. Такие объекты обычно покрыты слоем краски или в процессе эксплуатации подвергаются коррозии. Наиболее рациональным для обнаружения дефектов в таких изделиях является магнитографический метод, т.к. не требует тщательной зачистки контролируемой поверхности, однако существующие устройства для его реализации характеризуется массивностью, требуют применения сменных полюсных наконечников, а также мощных источников питания, что снижает мобильность метода, требует затрат электроэнергии, а в случае ограниченного доступа к зоне контроля делает его применение невозможным.
Решение поставленной задачи позволяет повысить удобство, производительность контроля, его мобильность, снизить потребление электроэнергии. Кроме того, расширит область применения метода, т.к. становится возможным контроль небольших деталей, а также труднодоступных мест изделий.
Сущность изобретения состоит в том, что в способе магнитографического контроля изделий из ферромагнитных материалов, включающем намагничивание изделия вместе с прижатой к его поверхности магнитной лентой магнитом, полюс которого располагают над контролируемой зоной, считывают запись с магнитоносителя, получая информацию о магнитном рельефе, по которой судят о наличии дефектов в изделии, согласно изобретению, намагничивание осуществляют путем перемещения полюса постоянного магнита или электромагнита непосредственно по поверхности ленты, ориентируя магнит таким образом, чтобы обеспечивался линейный контакт между полюсом магнита и лентой, а меньший из углов, образованных поверхностью изделия и гранями полюса, не повышая 3-5o.
Целесообразно цепь магнит-изделие выполнить замкнутой.
Наблюдающаяся высокая чувствительность метода при малой массе магнита объясняется высокой напряженностью поля магнита у его ребра, а также малым расстоянием до дефекта от источника напряженности магнитного поля. Отсутствие помех, обусловленных магнитом, объясняется равномерным намагничиванием ленты при сканировании ее магнитом на поверхности объекта контроля. Если цепь магнит-изделие будет замкнутой, а меньший из углов, образованных поверхностью изделия и гранями полюса магнита, не будет превышать 3-5o, то основной магнитный поток от магнита будет проходить через его ребро и индукция в контролируемом объекте в зоне контакта будет наибольшей. Применение постоянного магнита, а не электромагнита позволяет также сократить затраты электроэнергии при контроле.
Сущность изобретения поясняется чертежом, на котором изображены различные устройства для реализации способа.
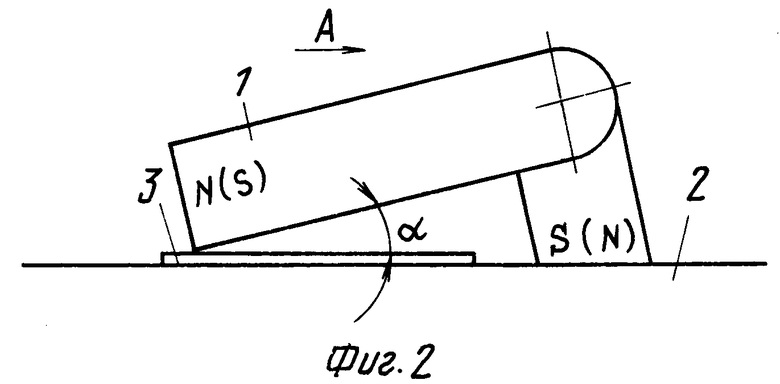
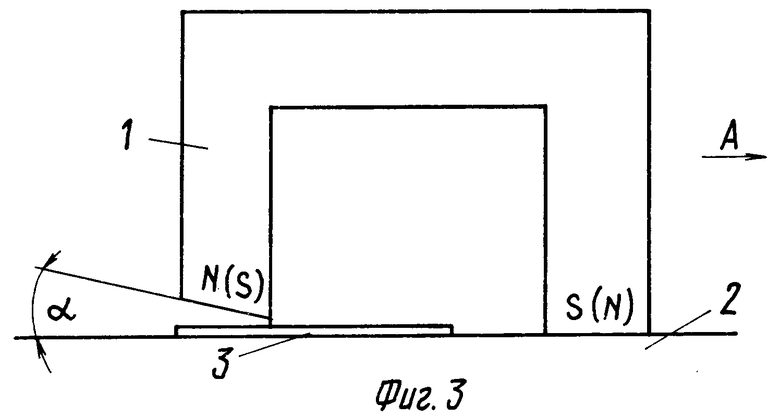
На фиг. 1 изображен постоянный магнит прямоугольного сечения; на фиг. 2 - шарнирно-раскрывающийся магнит; на фиг. 3 - намагничивающее устройство с П-образным сердечником и полюсом, имеющим скос кромки.
При перемещении намагничивающего устройства (фиг. 1-3) вдоль стрелки А параллельно поверхности контролируемого изделия 2 и ленты 3 концентрирующееся у ребра намагничивающего устройства магнитное поле последовательно воздействует на отдельные участки ленты 3, смещая рабочую точку ее характеристики. При этом лента приобретает одинаковую остаточную намагниченность по всей поверхности. Одновременно воздействие поля происходит и на поверхностный слой металла контролируемого изделия. Если поверхностный слой объекта контроля содержит дефекты сплошности, то возникает и поле дефекта, максимальное значение которого будет наблюдаться, когда ребро магнита находится вблизи дефекта. Расположенный над дефектом участок ленты приобретает дополнительную немагниченность. При считывании записи с магнитоносителя получают информацию о магнитном рельефе, по которой судят о наличии дефектов в поверхностном слое изделия.
Пример 1.
Контролировали гиб трубы диаметром 68 мм на наличие дефектов сплошности. Согласно статистическим данным, дефекты в виде поверхностных трещин могли располагаться на выпуклой части гиба и ориентироваться вдоль оси трубы. Объект контроля располагался на высоте 2 м от пола. Контроль производили магнитографическим методом с использованием серийного намагничивающего устройства /ПНУ-1/, снабженного фасонными полюсными наконечниками. Масса устройства составляла 15 кг. При контроле использовали источник питания массой 16 кг. Время на выполнение основных и вспомогательных операций составило 27 мин. Намагничивание объекта осуществляли при токе 6А в катушке намагничивающего устройства. Была обнаружена поверхностная трещина глубиной 0,25 мм.
Пример 2.
Описанный в примере 1 объект контролировали предлагаемым способом. Для намагничивания использовали постоянный магнит в виде параллелепипеда массой 100 г. Время на выполнение контроля составило 2 мин. Трещина была обнаружена.
Пример 3.
Контролировали пластину из стали Ст. 3 предлагаемым способом. На поверхности пластины была нанесена риска глубиной 0,2 мм. Контроль осуществляли, намагничивая образец постоянным магнитом прямоугольного сечения массой 100 г предлагаемым способом. Дефект был обнаружен. Амплитуда сигнала, обусловленного дефектом, составляла А=26 мВ при угле α между поверхностью пластины и магнита 4o. При α = 30° амплитуда сигнала стала равной 12 мВ. Затем цепь магнит - образец замкнули бруском из стали Ст. 3 того же поперечного сечения, что и магнит. Амплитуда сигнала от дефекта увеличилась до 38 мВ. При α = 90° трудно контролировать фасонные изделия.
Применение данного изобретения позволит повысить мобильность и производительность метода, расширить область его применения, уменьшить потребление электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ МНОГОСЛОЙНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2029297C1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1991 |
|
SU1797032A1 |
| Способ магнитографического контроля | 1978 |
|
SU785726A1 |
| Способ магнитографического контроля сварных соединений | 1991 |
|
SU1772716A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1989 |
|
SU1704058A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1991 |
|
RU2029298C1 |
| Способ магнитографического контроля изделий | 1987 |
|
SU1422126A1 |
| Способ магнитографического контроля изделий из ферромагнитных материалов | 1985 |
|
SU1229671A1 |
Использование: контроль ферромагнитных изделий на наличие дефектов сплошности. Сущность изобретения: намагничивание объекта контроля вместе с лентой осуществляют путем перемещения полюса постоянного магнита или электромагнита непосредственно по поверхности ленты, ориентируя магнит таким образом, чтобы обеспечивался линейный контакт между полюсом магнита и лентой. При этом меньший из углов, образованных поверхностью изделия и гранями полюса, не превышает 35°. Технический результат: повышается производительность и мобильность метода, расширяется область применения, снижаются затраты электроэнергии. 1 з.п.ф-лы, 3 ил.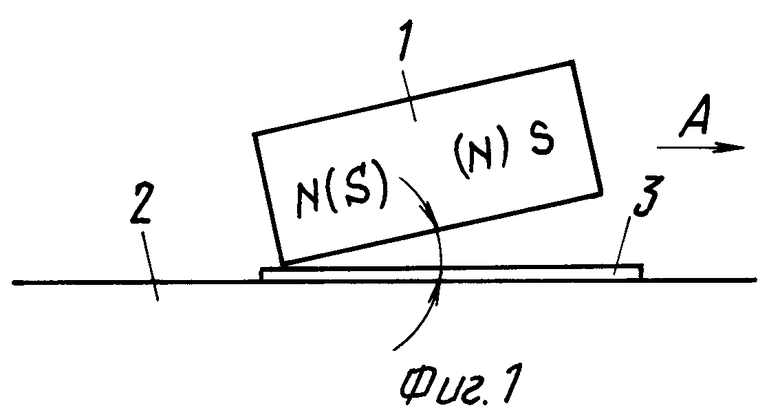
| КОЗЛОВ В.С | |||
| Физика магнитографической дефектоскопии | |||
| - Минск, Наука и техника, 1698, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| RU 2002249 C1, 30.10.1993 | |||
| US 4835470 A, 30.05.1989 | |||
| US 4488028 A, 28.11.1989. | |||
